Проблема толстых слоев коррозии и лакокрасочных покрытий
Цель исследования и применяемое оборудование
Очистка металлических поверхностей — одна из самых трудоемких и затратных операций во многих отраслях промышленности. Каждый новый метод должен пройти непростой путь признания и доказать свою эффективность на практике.
О лазерной очистке уже писали такие известные авторы, как Скрипченко А.И., Медвецкий В.М. [1]. Но их результаты касались неглубоких повреждений от ржавчины. Жизнь диктует новые вопросы.
Один из них стоит особенно остро: что делать, если продуктов коррозии достаточно много — толщиной более 0,5 мм? Или когда старая краска, под которой находится ржавчина, имеет толщину более 1 мм? Обычные методы часто бессильны.
Целью настоящей работы явилось определение возможности применения импульсного волоконного лазера YLR-150/1500-QCW-AC (мощность в импульсе до 1500 Вт) для лазерной очистки от глубоких коррозионных повреждений и старой краски.
Исследования проводились с помощью оптического микроскопа, химического анализа в различных реактивах, рентгеноструктурного анализа на установке ДРОН-3.
Результаты превзошли ожидания. С помощью этого лазера можно эффективно удалять толстые слои лакокрасочных покрытий и рыхлую ржавчину глубиной до 0,8 мм. Это серьезно.
Механизм металлизации ржавчины под действием лазера
Химические процессы восстановления металла
По результатам металлографии видно удивительное явление. На поверхности ржавчины наблюдается металлизация ее верхних слоев. При этом она как бы закручивается в бесформенные клубки на поверхности металлических образований, перемещаясь к краю обрабатываемой поверхности.
Эти образования не имеют серьезной адгезии с металлом и легко удаляются. Что логично.
Подобное поведение окислов под действием лазерного луча можно объяснить с помощью известных химических формул:
Ме + О₂ → МеО + Q
МеО + Q → Ме + О₂
При избытке энергии происходит восстановление металла из ржавчины. Система локально перенасыщена световой энергией лазерного излучения. Система «ржавчина – металл» переходит в более устойчивое состояние при освобождении атомов кислорода.
Факт подтверждается многократными исследованиями металлографии и химического и рентгеноструктурного анализа снятых с поверхности материалов преобразованной ржавчины. Однозначно, это твердый раствор кислорода в решетке α-железа.
Впечатляет, правда?
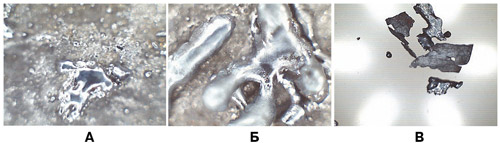
Рис. 1 Металлизированная ржавчина после лазерной обработки поверхности: А – мелкие образования вместе с крупным образованием восстановленной ржавчины, Б – скатанные капельки бывшей ржавчины у края обработки, В - кусочки металлизированной ржавчины, снятой с поверхности
Результаты очистки глубоких коррозионных повреждений
Восстановление поверхности металла
Поверхность нижележащих слоев металла, также подверженная коррозии, восстанавливается таким же способом. При повторной обработке она приобретает металлический блеск.
Мелкие окатыши — это остатки металлизированной ржавчины, оставшейся после лазерной поверхностной обработки.
В зависимости от режимов обработки можно удалять различные толщины продуктов коррозии. На рис. 3 представлен вид очищенной от ржавчины поверхности. Видно, что большие скопления металлизированной лазером ржавчины находятся у края обработанного поля.

Рис. 2 Поверхность рыхлой ржавчины после лазерной очистки на энергоемких режимах.

Рис. 3 Общий вид металлизированной поверхности
Более глубокое исследование структуры поверхностных слоев после поверхностной лазерной обработки при увеличении более 100Х показало интересную вещь.
Можно подобрать такие режимы, которые не приводили бы к плавлению поверхности на глубину более 3-4 мкм. Таким образом, не меняя механические свойства детали или изделия и не приводя к сколько-нибудь существенному (более 20°С) нагреву основы, можно добиваться избавления от ржавчины бесконтактным лазерным методом.
Это серьезно.
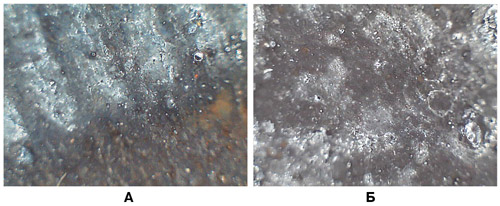
Рис. 4 Край (А) и середина (Б) зоны обработки. Увеличение 100Х
Удаление старой краски толщиной более 1 мм
Эффективность очистки лакокрасочных покрытий
Исследование возможности удаления краски также привело к положительному результату. На рис. 5 представлена поверхность после снятия краски.
В середине (А) видно сгоревшие остатки лакокрасочного покрытия и металлизированную (очищенную от подкрасочного слоя ржавчины) поверхность металла (Б).
Толщина краски составляла 1,2 мм. И лазер справился. Без вопросов.
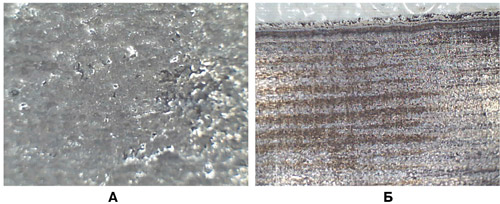
Рис. 5 Зона очищенной от старой краски (толщиной 1,2 мм) металлической поверхности
Контроль шероховатости поверхности
Управление параметрами обработки
Используя различные режимы обработки, можно получать разную шероховатость поверхности. Что может быть необходимо для последующего нанесения определенного вида покрытий или дальнейшего применения в промышленности.
Вид такой поверхности может быть принудительно задан режимом лазерной обработки (рис. 6).
Диапазон шероховатости по Rz составляет (в зависимости от режима обработки) от 1 до 40 мкм и может быть легко реализован.
Это дает серьезную гибкость в применении технологии.
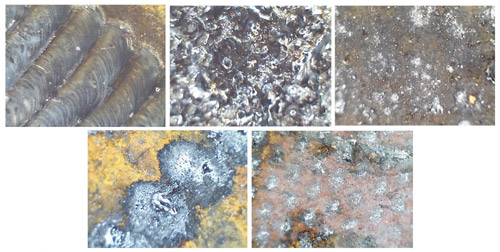
Рис. 6 Различные типы поверхности, образованные на различных режимах лазерной очистки с металлизацией подверженной ржавчине поверхности
Промышленное применение технологии лазерной очистки
Преимущества нового метода
Эксперименты показали существование нового успешного метода лазерной очистки без нагрева поверхности. Он основан не на прямом испарении в режиме абляции поверхностных слоев, как в случае небольших загрязнений, а на металлизации поверхности окислов до металла.
Это происходит в условиях лазерного нагрева за счет локального насыщения энергией системы «ржавчина – металл».
В настоящее время ООО НТЦ «Электроресурс» подготовило промышленную установку по производству лазерной очистки от старой краски и ржавчины.
Первые эксперименты показали надежность систем и удовлетворительное качество очистки от глубоких загрязнений.
| Параметр | Значение | Примечание |
|---|---|---|
| Тип лазера | YLR-150/1500-QCW-AC | Импульсный волоконный |
| Мощность в импульсе | до 1500 Вт | - |
| Максимальная глубина очистки ржавчины | до 0,8 мм | Рыхлая ржавчина |
| Толщина удаляемой краски | более 1 мм | До 1,2 мм проверено |
| Глубина плавления поверхности | 3-4 мкм | На энергоемких режимах |
| Нагрев основы | не более 20°С | Без изменения свойств |
| Шероховатость Rz | 1-40 мкм | В зависимости от режима |
Звучит убедительно, не так ли?
Попов В.О., Сейфулин Д.Э., Федоров В.С.
ООО «НТЦ Электроресурс»
Литература:
1. В.Н.Смирнов, Скрипченко А.И., Медвецкий В.М. Очистка лазерным излучением// «РИТМ» 2008. № 3. Стр. 64-66.

