Три основных метода создания покрытий
Сравнение технологий наплавки
Создание покрытий оплавлением предварительно нанесенных порошков — один из возможных подходов (рис. 1). Состав шликера подбирают таким образом, чтобы он минимально влиял на состав будущего покрытия. Нанесенную на поверхность заготовки пасту оплавляют лазерным лучом, последовательно сканируя всю поверхность.
Для создания многослойного покрытия необходимо наносить слой шликера заново после каждого прохода. Преимуществом метода является простота технологии и легкость конструкции необходимого оборудования.
Но есть и недостатки — высокая трудоемкость процесса и неравномерность покрытия по причине сил поверхностного натяжения жидкого металла. Что логично.

Рис. 1 Схема нанесения покрытий оплавлением предварительно нанесенного порошка
Создание покрытий с помощью боковой подачи газопорошковой смеси — наиболее распространенный до недавнего времени способ лазерной наплавки (рис. 2).
Впрыск порошка в жидкую ванну качественно изменяет процесс наплавки, позволяя создавать как равномерные по толщине и химическому составу покрытия, так и композитные материалы с сохранением упрочняющей фазы.
Подача газопорошковой струи может осуществляться как сбоку относительно движения луча, так и навстречу. При этом формируемые валики будут иметь различную геометрию.
Недостатком метода является несимметричность подачи порошка относительно направления движения даже при создании покрытий сканированием лазерного луча в плоскости.
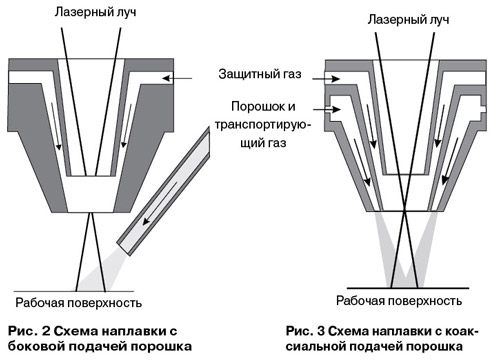
Рис. 2 Схема боковой подачи газопорошковой смеси при лазерной наплавке
Коаксиальная наплавка — универсальный метод
При коаксиальной наплавке (рис. 3) газопорошковый поток подается в зону воздействия лазерного излучения симметрично со всех сторон — сжимающимся в фокус конусом.
Формирование такого симметричного равномерного конуса порошка — главная сложность данного метода. Коаксиальная наплавка — наиболее универсальный способ создания как однородных, так и композитных покрытий на плоских и трехмерных поверхностях.
Процесс обеспечивает:
- симметричность относительно направления наплавки
- равномерность формирования валиков
- высокие производительность и коэффициент использования присадочного материала
- возможность обработки сложных поверхностей
Сложность коаксиальной подачи газопорошковой смеси является, пожалуй, главным недостатком системы коаксиальной наплавки.
Рис. 3 Схема коаксиальной наплавки с симметричной подачей газопорошкового потока
Композиционные материалы для функциональных покрытий
Архитектура композиционных покрытий
Необходимость разработки и создания покрытий с повышенными свойствами возникает в различных областях современного машиностроения все чаще. В целях экономии металла, используемого при производстве деталей, и снижения масс конструкций разрабатываются сплавы и покрытия, выполняющие строго определенные функции.
Функциональные покрытия — попытка инженеров максимально оптимизировать конструкцию, но уже не на уровне механики, а на более высоком уровне, учитывающем все внешние факторы, действующие на каждую деталь механизма в отдельности.
Композиционные материалы (КМ) — это материалы, образованные объемным сочетанием химически разнородных компонентов с четкой границей раздела между ними. КМ характеризуются свойствами, которыми не обладает ни один из компонентов, взятый в отдельности.
Основные направления использования КМ в производстве — создание покрытий с повышенными свойствами:
- механическими
- коррозионно-стойкими
- жаростойкими
- антифрикционными
- износостойкими
- радиационно-стойкими
Для создания композиционных покрытий методами наплавки можно использовать как чистые, так и композитные порошки, представляющие собой смеси определенного состава в каждой частице порошка.
Композиционные составы, в соответствии с воспринимаемыми нагрузками, могут иметь различные архитектуры:
| Тип архитектуры | Структура | Назначение |
|---|---|---|
| Упрочнение поверхности | Твердые частицы в мягкой матрице | Повышение твердости и износостойкости |
| Повышение износостойкости | Мягкие антифрикционные частицы в твердой матрице | Снижение трения и износа |
| Контактная прочность | Высокопрочный каркас, заполненный пластичным материалом | Износостойкость совместно с прочностью |
| Снижение массы | Равномерная смесь легких прочных частиц с тяжелыми каркасообразующими | Снижение удельной массы при сохранении прочности |
Детали, созданные из материала с такой архитектурой, имеют ресурс работы, значительно превосходящий ресурс деталей из мономатериалов. Это серьезно.
Технологии 3D-прототипирования и выращивания деталей
SLM и LMD — два подхода к аддитивному производству
Технология лазерной наплавки имеет большие перспективы в области прототипирования трехмерных деталей. На данный момент в мире разработаны и совершенствуются два основных принципа получения объемных деталей из металлических порошков.
SLM (Selective Laser Melting) — выборочное лазерное спекание порошков. Наплавка осуществляется послойно по предварительно нанесенному порошку в соответствии с заданным контуром обхода.
Позволяет получать высокую точность изделий, но обеспечивает крайне низкую производительность.
LMD (Laser Metal Deposition) — прямое выращивание деталей с помощью лазерной коаксиальной наплавки. Обеспечивает высокую производительность процесса, однако для достижения точности и расширения технологических возможностей требуются значительные ресурсы по проектированию трехмерной траектории обработки.
Оборудование, использующее перечисленные методы выращивания, к сожалению, изготавливается только зарубежными компаниями. Разработками аналогичных установок в настоящее время успешно занимаются в Центре Лазерных Технологий при МГТУ им. Н.Э.Баумана, где впервые в стране внедрена в производство коаксиальная газопорошковая лазерная наплавка.
Комплексы на базе отечественного оборудования позволяют решать различные задачи, в том числе выращивание деталей и нанесение покрытий.
Восстановление литейных форм и пресс-форм
Ремонт изношенных кромок и сколов
В настоящее время среди наиболее актуальных применений коаксиальной лазерной наплавки — восстановление изношенной или поврежденной геометрии металлических деталей машиностроительного производства.
При ремонте крупногабаритных деталей сложной геометрии: валов, пресс-форм, литейных форм, инструмента и других деталей, лазерная коаксиальная наплавка позволяет сэкономить значительные средства благодаря экономии материала, времени на обработку и оборудования, задействованного в ремонте.
Плотность и прочность нанесенного при ремонте слоя не уступает основному материалу, а при специальном подборе присадочного порошка превышает ее значительно, что положительно сказывается на ресурсе работы восстановленной детали.
Наиболее частые повреждения в процессе эксплуатации литейных форм — изношенные кромки полуформ, сколы, смятия.
Восстановление таких дефектов лазерной наплавкой возможно с высокой производительностью и хорошим качеством материала. Наплавленный слой может иметь повышенные свойства относительно основного материала, и тогда ресурс формы будет превышать ресурс нового изделия (рис. 4).
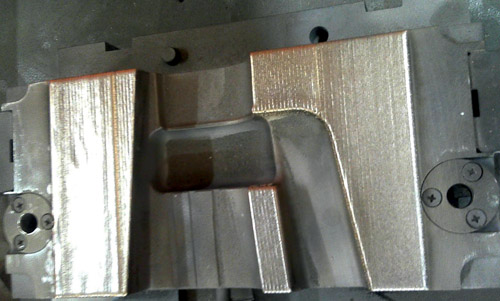
Рис. 4 Восстановленная литейная форма
Типовое повреждение сложной пресс-формы для литья пластика или резины — облом или скол тонкой стенки (рис. 7).
Восстановить ее возможно только лазерной или электроннолучевой наплавкой, поскольку толщина стенки может составлять доли миллиметра при высоте в несколько миллиметров.
Однако только лазерная наплавка позволяет обработать деталь любого размера без создания вакуума.
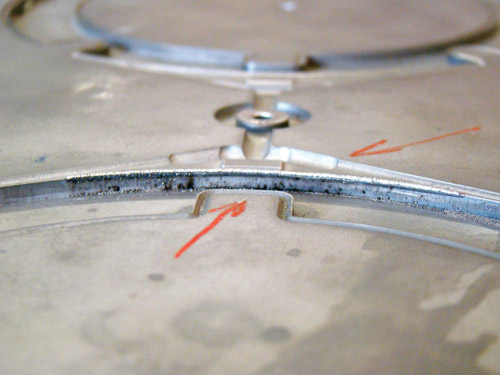
Рис. 7 Пресс-форма для литья резины. Толщина стенки 0.5 мм
Ремонт валов и подшипниковых узлов
Восстановление посадочных мест и шлицевых соединений
При ремонте станков токарно-револьверной группы наиболее частые дефекты — износ посадочных мест подшипников на валах (рис. 5), зубчатых колес, зубьев шлицевых соединений и т.п.
Восстановлена может быть практически любая поверхность на ступенчатом валу, вплоть до шпоночных пазов. При этом поврежденный паз заплавляется и вытачивается заново механической обработкой, а если шпоночные пазы необходимо сохранить без изменений, они могут быть защищены.
Достоинством лазерной наплавки является то, что для любого вала можно подобрать режим, исключающий появление деформаций в восстановленной детали (рис. 6).

Рис. 5 Износ посадочных мест подшипников на валах

Рис. 6 Восстановленный вал
Восстановление лопаток газотурбинных двигателей
Ремонт без последующей термической обработки
Лазерная наплавка позволяет наносить не только плоские покрытия, но и объемные участки материала с приемлемой точностью.
При ремонте лопаток газотурбинных двигателей (ГТД) наиболее распространенные дефекты:
- износ торца пера
- износ основания пера
- сколы и смятия на ребре пера
В связи с высокой стоимостью материала лопаток и его термической обработки различные методы восстановления находят все более широкое применение в двигателестроении.
Лазерная наплавка позволяет восстанавливать лопатки ГТД без последующей термической обработки с высокой плотностью нанесенного материала.
Проведенные в Центре Лазерных Технологий при МГТУ им. Н.Э.Баумана исследования по восстановлению лопаток совместно с ОАО «РСК «МиГ» показали:
- в восстановленных участках лопаток отсутствуют поры и несплавления
- размеры зон термического влияния составляют менее 100 мкм
- структура восстановленного слоя мелкозернистая
Что говорит о перспективе использования лазерной наплавки при ремонте лопаток ГТД.

Рис. 8 Восстановленные лопатки ГТД
Ремонт вырубных штампов и бурового инструмента
Восстановление деталей из высокопрочных материалов
Детали из высокопрочных материалов, работающие при ударных и ударно-абразивных нагрузках, могут быть восстановлены специальным материалом с добавлением упрочняющих фаз.
Наиболее распространены вырубные штампы (рис. 9), буровой инструмент.
Высокая производительность лазерной наплавки на больших мощностях позволяет восстанавливать и улучшать крупногабаритные детали весом до нескольких центнеров.

Рис. 9 Восстановленный вырубной штамп
Спектр применений лазерной наплавки в производстве и ремонте расширяется постоянно благодаря широкой номенклатуре лазерных источников и порошковых материалов.
Именно поэтому развивающееся машиностроение крупнейших стран применяет лазерную наплавку все чаще.
Центр лазерных технологий МГТУ им. Н.Э. Баумана
Научно-инжиниринговый центр передовых технологий
Центр лазерных технологий при МГТУ им. Н.Э.Баумана — это научно-инжиниринговый центр, аккумулирующий последние достижения в области лазерной техники и технологии, созданный при сотрудничестве кафедры «Лазерные технологии в машиностроении» МГТУ им. Н.Э.Баумана, ОАО МТЗ ТРАНСМАШ и при поддержке властей.
Центр является владельцем множества технологических рекомендаций, авторских свидетельств и патентов по лазерной обработке материалов.
Оборудование Центра лазерных технологий позволяет осуществлять практические технологические операции в области машиностроения:
- лазерную резку
- маркировку и гравировку
- наплавку
- сварку
- термообработку
- и другие
В демонстрационных залах Центра лазерных технологий можно ознакомиться с возможностями лазерной техники в действии и оценить эффект от ее внедрения.
Кроме того, опыт коллектива и исследовательское оборудование позволяет:
- отрабатывать технологии и проводить исследования для решения конкретных проблем заказчика
- подбирать и изготавливать лазерные комплексы и установки на заказ
- осуществлять подготовку и переподготовку инженеров высшей квалификации и операторов для последующей их работы на производстве заказчика
Партнерами Центра являются ведущие отечественные и зарубежные производители лазерной техники, многие из которых проходили обучение в коллективе — это позволяет гарантировать не только добросовестное решение проблем заказчика, но и высокое качество их исполнения.
Будем рады видеть Вас и Ваших специалистов в нашем Центре лазерных технологий.
Третьяков Р.С., Ставертий А.Я., Шишов А.Ю.
Московский государственный технический университет им. Н.Э. Баумана кафедра «Лазерные технологии в машиностроении»
Тел. (495) 380-15-85, (499) 261-40-00
e-mail: mcltlaser@gmail.com

