Однако лазеры были громоздки, потребляли много электроэнергии и требовали высококвалифицированного обслуживания. Несмотря на то, что качество обработки было хорошим, появление твердотельных лазеров (ТТЛ) сместило приоритеты их использования для обработки керамики в сторону последних. Хорошее соотношение массогабаритных характеристик, энергопотребления, управляемости параметрами лазерного излучения, возможности автоматизации и достаточной простоты обслуживания привели к широкому распространению ТТЛ в производстве электронных приборов высокочастотного диапазона. При этом плата за удобство была достаточно высокой. Качество обработки неметаллизированной керамики на ТТЛ с длиной волны 1064 нм
было ниже чем на СО2 лазерах с длиной волны 10.6 мкм.
При резке и прошивке тонколистовых металлов, таких как нержавеющая сталь, никель, ковар, молибден, вольфрам, гафний предпочтение отдается обработке на ТТЛ – импульсных или с модуляцией добротности. Однако перенос теоретических моделей и технологических приемов лазерной обработки металлов на керамику не является правомерным. При лазерной обработке ТТЛ наблюдается поглощение излучения в объеме материала, есть вероятность его хрупкого разрушения из-за своеобразия термоупругого поведения керамики. Возникающие при лазерном воздействии неравномерные нестационарные температурные поля приводят к появлению температурных напряжений, которые при некоторых режимах обработки могут вызвать нежелательное разрушение хрупких диэлектриков не только в зоне действия излучения, но и за ее пределами. Кроме того, при обработке полифазной керамики происходит миграция стеклофазы в область локального нагрева, Это одно из отличий обработки керамики излучением СО2 и твердотельного лазера: стеклофаза активно поглощает излучение СО2 лазера и выплески стеклофазы на поверхность минимизируются.
Рассмотрим подробнее, какие явления происходят при лазерной обработке керамики и в чем проявляется преимущество СО2 лазера.
Аморфная фаза для всех типов керамики обогащена Al и сосредоточена на периферии отверстия в виде валика с высотой, пропорциональной коэффициенту температуропроводности, и в ней наблюдаются микротрещины, выходящие на стенки отверстия. Это, с одной стороны, приводит к возможности отрыва кристаллических вкраплений и нарушению целостности металлизации заземления ГИС, с другой стороны, обеспечивает лучшие условия для равномерной активации стенок под последующее осаждение металла. Погрешность импульсной лазерной прошивки отверстий увеличивается с ростом содержания кристаллической фазы ? – Al2O3, коэффициента температуропроводности и энергии импульса, не превышая величины относительной нестабильности последней. Микротвердость в зоне обработки, равной размеру зерна, снижается в 2-3 раза. Изменение микротвердости коррелирует с длительностью импульса излучения.
При действии мощного лазерного излучения испаряющееся вещество может начать интенсивно поглощать падающий поток энергии, поскольку вблизи поверхности образуется плазма, которая распространяется по нормали к поверхности в плоскости падения излучения. Это явление (волна поглощения) имеет пороговый характер по интенсивности лазерного облучения. Уровень энергетического порога зависит от длительности импульса, длины волны и давления. В частности, он снижается с ростом длины волны излучения. Волна поглощения непрозрачна и препятствует проникновению энергии излучения к поверхности. Для случая падения на корундовую керамику импульса излучения СО2 лазера при ? =1 мс волна поглощения возникает при q =107 Вт/см2, поскольку при больших интенсивностях начинает резко снижаться удельный вынос вещества (рис. 1).
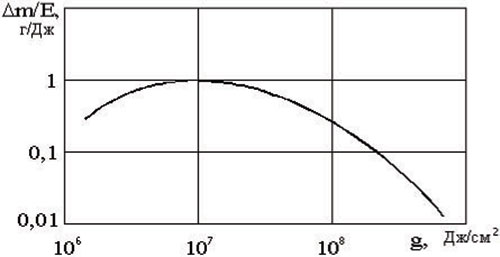
Рис. 1. Относительное значение удаленной массы в зависимости от плотности потока излучения для глиноземистой керамики, облучаемой импульсами СО2 – лазера, длительностью 1 мкс
При типичной обработке керамики излучением лазера типа Diamond Е150 плотность энергии в зоне фокусировки в пятно диаметром 0,07 мм составляет 2х106Дж/см2, и удельный вынос массы составляет 0,15 г/Дж. По этим данным возможно оценить уровень требуемой энергии лазерного излучения [1].
С возникновением плазменного поглощения можно связать резкий спад коэффициента отражения в течение действия лазерного импульса. Вследствие чего факел паров появляется с задержкой относительно начала импульса, при этом время задержки уменьшается с ростом интенсивности импульсного лазерного облучения, а средняя энергия, поглощенная до появления факела, является постоянной величиной. Эти закономерности характерны для слабо отражающих излучение диэлектриков с лимитирующей стадией испарения поверхностного слоя.
При давлении газа, окружающего материал, в несколько десятков атмосфер и q ~106–107 Вт/см2, над поверхностью диэлектрика развивается плазменное облако, движущееся навстречу излучению со скоростью 2-5 м/с и почти полностью экранирующее поверхность. Степень экранирования значительно зависит от давления газа и несколько слабее от интенсивности облучения. Время существования плазменного облака над керамикой типа ВК94 в атмосфере азота достигает 4 мс при длительности импульса лазерного излучения ? = 0,8 мс, причем температура плазменного сгустка возрастает после окончания импульса, что связывается с выделением энергии химической реакции горения части в плазме.
В случае коэффициента поглощения, типичного для диэлектриков (? ~104см-1), скорости звука Ve = 5,3*105см/с, плотности p = 4 г/см3, импульс с длительностью ? =10-7с создает ударную волну при E/n > 0,3Дж, что и выполняется в реальных условиях. Для режима свободной генерации при ?i =10-6с, n =100 энергия импульса создания ударных волн должна превышать 3*104Дж и импульс свободной генерации с энергией обычного уровня ударных волн не образует, что важно для лазерной обработки тонких пластин керамики.
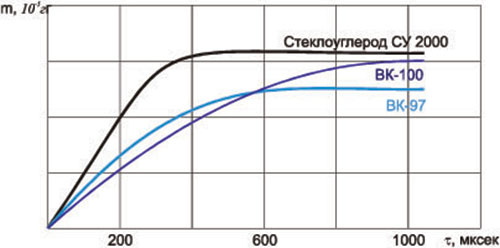
Рис. 2. Характерный временной ход выноса массы керамики в течение времени
Поскольку стабилизация формы отверстия и выноса массы определяются процессом плавления, из графиков на рис. 2 можно сделать вывод, что в диапазоне длительностей импульса домикросекундного диапазона влияние плавления пренебрежимо мало, а в микросекундном диапазоне, начиная с некоторых моментов времени, начинает играть довольно существенную роль. При этом в области длительностей импульса до 250 мкс изменение во времени выноса массы носит практически линейный характер. Из параллельно проведенных исследований также следует, что увеличение объема отверстия прямо пропорционально энергии излучения. Причем при малых значениях плотности энергии (~800 Дж/см2) количество расплавленной массы керамики сравнимо с массой испаренного вещества.
Полученные данные позволяют объяснить некоторые интегральные закономерности процесса образования отверстий в керамике и, прежде всего, зависимость выноса массы от энергии падающего излучения.
Из рисунка видно, что эти зависимости близки к линейным для всех рассмотренных материалов, что свидетельствует о неизменном соотношении между жидкой (кластерной) и парообразной фазой. Для стеклоуглерода характер разрушения несколько изменяется, стабилизируясь при плотности энергии в тысячу раз превышающей порог абляции, порядка 10000 – 12000 Дж/см2.
Время жизни плазменного облака достигает 3 мс, это определяет оптимальную частоту следования импульсов, не превышающую 0,3 кГц.
Характер процессов, протекающих при взаимодействии лазерного излучения с компактными и пористыми диэлектриками, весьма существенно различается. В компактных диэлектриках кратерное формообразование обусловлено поверхностным испарением, а также процессами плавления и выдавливания расплава из лунки за счет градиента давления пара, а в пористых диэлектриках, наряду с этими процессами, протекает и объемное парообразование в тонком слое расплава, поскольку наличие пор облегчает генерацию паровых микропузырьковых зародышей.
Анализ технологических особенностей взаимодействия керамики с лазерным излучением позволил разработать специализированную установку ЛТУ-3-150 СО2 для прецизионной обработки хрупких диэлектриков на базе современного СО2 лазера производства фирмы Coherent (USA) серии Diamond E150 (рис.3). Лазер представляет собой герметизированную систему откаченного СО2 лазера с водяным охлаждением со встроенной системой управления. Постоянная подача очищающего инертного газа защищает выходную оптику лазера от попадания пыли. Внешний контроллер позволяет регулировать параметры лазера: мощность, частоту и длительность импульсов. Система компьютерного управления технологическим процессом оснащена программным включением газового клапана высокого давления и защитой цифровой системы наблюдения от отраженного излучения на базе ЖК-фотозатвора. Высокую точность позиционирования обеспечивает координатный стол с полем обработки 200?200 мм, управляемый драйвером шаговых двигателей, позволяющим увеличить точность обработки методом электронного деления шага стола при обработке керамики с толщинами от 0.25 до 2 мм.

Рис. 3 . Лазерная установка для обработки хрупких диэлектриков ЛТУ-3-150 СО2
Для обеспечения качества излучения разработана специализированная фокусирующая система с четырехкратным телескопом и комплектом сменных фокусирующих объективов с различным фокусным расстоянием.
Авторы выражают благодарность фирме ООО «Лазертрэк», официальному представителю Coherent в России
и лично С. Пентегову и К. Бережному за техническую поддержку в разработке установки.
А.В. Конюшин, Т.Н. Соколова
НПФ «Прибор-Т» СГТУ имени Ю.А. Гагарина
Литература
- Elena L. Surmenko, Tatiana N. Sokolova// Drilling in ceramic materials based on polycrystalic corundum. С.-Петербург, междун. конф. SPb.: Publ. Polytechnical univ. – VI International Conference “Beam technologies and laser application”. Book of Abstracts. – 2009. – P.48.
"

