Методы упрочнения поверхности
Упрочнение поверхности может достигаться различными методами за счет лазерного нагрева и последующего охлаждения с расплавлением или без него.
| Метод | Характеристика | Применение |
|---|---|---|
| Лазерное оксидирование | Без оплавления поверхности | Упрочнение титановых сплавов |
| Лазерное легирование из газовой фазы | С оплавлением поверхности | Насыщение из газовой среды |
| Лазерное легирование из жидкой фазы | С оплавлением поверхности | Внедрение твердых частиц |
Например, технология лазерного оксидирования позволяет упрочнять титановые сплавы без оплавления поверхности за счет протекания термодиффузионных процессов.
Особенности лазерного легирования
Основными особенностями взаимодействия фотонного потока с поверхностью мишени является:
| Тип материала | Механизм нагрева | Особенности |
|---|---|---|
| Неметаллические материалы | Мгновенный нагрев поверхностного слоя | Возбуждение молекул, перевод в газоплазменное состояние, холодные нижележащие слои |
| Металлические мишени | Через разогрев электронной подсистемы | Передача энергии решетке |
Диффузионные процессы ускорены:
- ✓ Градиентом температур и напряжений
- ✓ Фазовыми превращениями
Высокие скорости нагрева и охлаждения позволяют легко фиксировать пересыщенные твердые растворы и метастабильные фазы, которые, создавая напряжения, увеличивают твердость поверхностного слоя.
Увеличение твердости возникает даже в случае отсутствия фазовых превращений, за счет прохождения импульса сжатия-растяжения поверхностного слоя, который приводит к увеличению количества дефектов и твердости.
Термокапиллярная диффузия
С появлением расплавленной зоны возникают конвективные потоки вследствие высокой разницы температур поверхностного слоя расплава — термокапиллярная диффузия, скорость которой в ванне расплава достигает 10 м/с, способствуя явлениям смачивания и диффузионного перемешивания.
Методика исследований
Оборудование
Для проведения работ использовалось:
- ✦ Лазер ЛС-5
- ✦ СО₂-лазер МТЛ-4
- ✦ Лазер Комета-2
Осуществлялась подача в зону обработки защитных газов, а также азота для насыщения поверхностного слоя.
Параметры обработки
| Параметр | Значение |
|---|---|
| Диаметр пятна | 0,5–6,0 мм |
| Скорость обработки | 0,001–10 м/с |
| Глубина обработки | До 0,3 мм |
| Скорость процесса | До 200 мм/с |
Подготовка образцов
Образцы подвергались обмазке в специально разработанных пастах, содержащих легирующие элементы и добавки, необходимые для улучшения формирования ванны расплава.

Рис. 2. Образцы для исследований перед лазерным легированием
Методы исследований
| Тип исследования | Оборудование/Метод | Стандарт |
|---|---|---|
| Металлографическое | Микроскоп «НЕОФОТ-21» | Увеличение 50–1000 |
| Рентгеноструктурное | Дифрактометр ДРОН-УМ2 | Cu-Kα излучение |
| Рентгеноспектральное | Установка Comebax | — |
| Электронно-микроскопическое | Philips, РЭМ 535 | Вторичные электроны |
| Оже-спектроскопия | JAMP-10S | — |
| Испытания на растяжение | Плоские и круглые образцы | ГОСТ 1497-73 |
| Испытания на загиб | Плоские образцы | — |
| Ударные испытания | Образцы типа 1 | ГОСТ 9454-78 |
| Определение твердости | Прибор ПМТ-3 | ГОСТ 9450 |
Испытания на износ
| Тип износа | Оборудование | Условия |
|---|---|---|
| Износостойкость | Машина Шкода-Савина | Нагрузка 200 Н, 700 об/мин, со смазкой |
| Трение «металл-металл» | Стенд СИТ-3 | Определение износа и коэффициента трения |
| Антифрикционные свойства | Машины ЛПИ и МИ-1М | Трение столбиков по кольцу |
| Абразивный износ | — | 0,6 об/с, нагрузка 50 Н |
| Гидроабразивный износ | Установка лоткового типа | Пульпа с абразивом 300–500 мкм |
| Ударно-абразивный износ | — | 70 Н, 1300 ударов, 65 уд/мин |
Механизмы модифицирования поверхности
Получение заданной структуры поверхностного слоя зависит от условий его образования в процессе лазерной обработки. Одним из основных условий является наличие различных агрегатных состояний основного и присадочного материала.
Исследования показали, что характер распределения легирующих элементов прежде всего зависит от агрегатного состояния присадки и материала.
| Состояние основы | Наличие и состояние присадки | Тип обработки | Ванна расплава | Основной механизм диффузии |
|---|---|---|---|---|
| Твердое | Среда, плазма или плазменное облако | Лазерное легирование | Нет | Диффузия по границам зерен и линейных дефектов, термодиффузия, барродиффузия |
| Жидкое | Плазма или плазменное облако | Лазерное легирование | Есть | Термокапиллярная конвекция и диффузия по границам зерен, термодиффузия в околошовной зоне |
| Жидкое | Жидкое | Лазерное легирование | Есть | Термокапиллярная конвекция и диффузия по границам зерен, термодиффузия |
| Жидкое | Жидкое и твердое | Лазерное легирование | Есть | Термокапиллярная конвекция, диссоциация неметаллических частиц |
Таблица 1. Механизмы и состояние поверхностного слоя при лазерном модифицировании поверхности
Распределение легирующих элементов
При отсутствии оплавления исследования, проведенные рентгеноспектральным методом, показали, что в результате лазерного легирования поверхностный слой обогащен легирующими элементами. Характер их распределения, прежде всего, зависит от агрегатного состояния присадки.
Характерное распределение, подобное распределению кислорода в сплаве 3М, имеет монотонно убывающий вид.
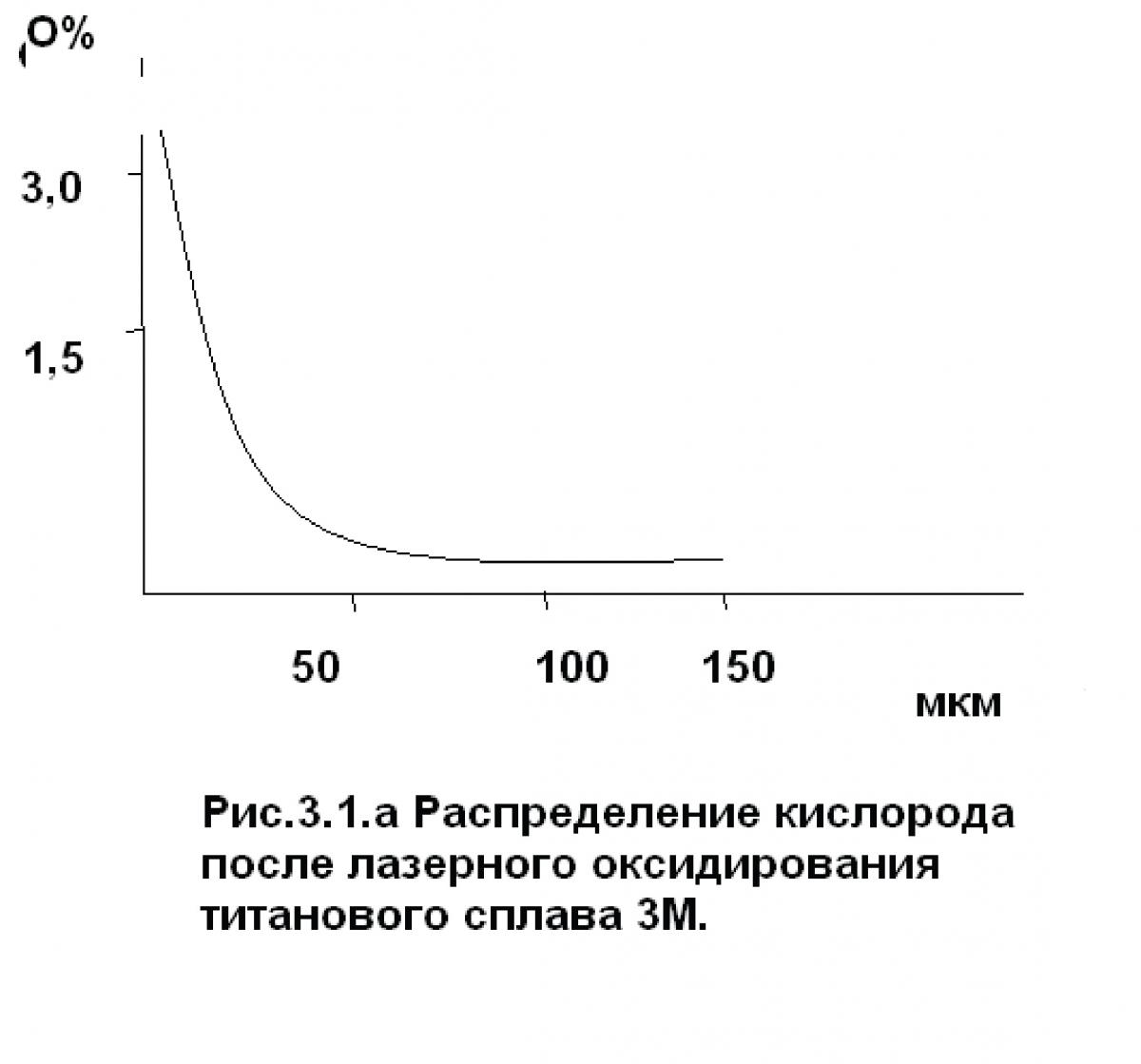
Рис. 3. Изменение химического состава поверхностного слоя для различных вариантов лазерного поверхностного легирования
Влияние агрегатного состояния
При плавлении основы вид кривых зависит от агрегатного состояния присадки, попадающей в расплав:
| Состояние присадки | Характер распределения | Особенности |
|---|---|---|
| Газоплазменное | Равномерное по объему ванны | Небольшое снижение вблизи зоны сплавления |
| Жидкое | Конвективное перемешивание | Вовлечение жидкой фазы, смачивание, взаимное растворение |
| Твердое/жидко-твердое | Переменный состав | Высокая скорость процесса, конвективное перемешивание |
В зависимости от взаимной растворимости, наличия химического взаимодействия, образования новых фаз, наблюдается различное распределение химических элементов присадочного материала в поверхностном слое.
Отмечается часто переменный состав легирующих элементов из-за высокой скорости процесса лазерного легирования и высокой скорости конвективного перемешивания. Причем под слоем жидкого расплава наблюдается также обогащение твердой фазы основы, прилегающей к расплаву.
Так, при борировании углеродистой стали твердость феррита, расположенного непосредственно вблизи зоны плавления, возрастает настолько, что значительно превышает твердость перлита, содержащего большое количество карбидов и углерода.
Результаты упрочнения
Важным при лазерном легировании является правильный гранулометрический и химический подбор состава используемых паст и используемой обмазки. Определяющими процессами являются диссоциация материала основы и присадки в плазменном состоянии вблизи поверхности.
Следует отметить, что известные флюсы и флюсовые добавки, используемые при обычных сварочных процессах, не подходят для лазерных из-за более высоких температур процесса и более высокой скорости обработки.
Поэтому процесс лазерного легирования трудоемок как в металловедческом, так и в технологическом смысле. Необходима также проверка всех необходимых механических, коррозионных и прочих характеристик слоя, т. к. аналога подобных материалов нет.
Упрочнение неупрочняемых материалов
Но итоги правильного применения лазерного легирования впечатляют. Оказывается возможным упрочнить:
- ✓ Неупрочняемые стали
- ✓ Бронзы до величин твердости упрочняемых сталей
- ✓ Монель сплав
- ✓ Алюминиевые сплавы
и решить многие другие задачи машиностроения.
Важным для разработки лазерного легирования является подбор материалов с учетом диссоциации соединений при высокой температуре. Твердость поверхностного слоя зависит и от среды проведения операции лазерного легирования.
Сталь 08Х18Н10Т
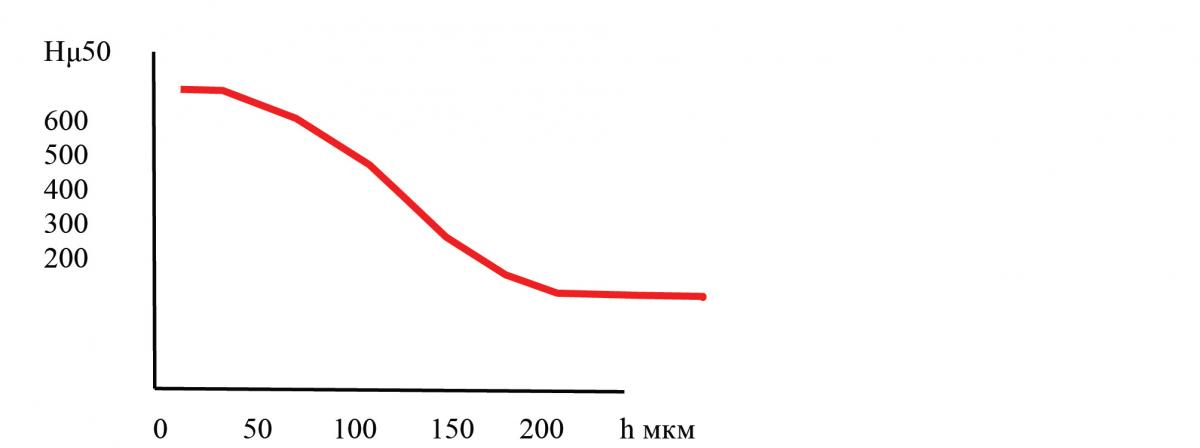
Рис. 4. Распределение микротвердости после лазерного легирования в азоте стали 08Х18Н10Т
Бронза
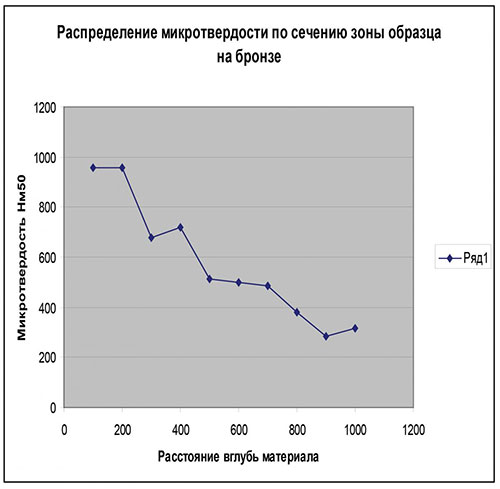
Рис. 5. Распределение микротвердости по сечению зоны обработки
Монель НЖМц 28-2,5-1,5
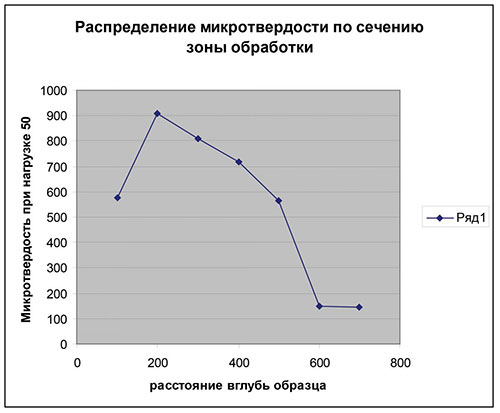
Рис. 6. Распределение микротвердости по сечению зоны лазерного легирования на монели НЖМц 28-2,5-1,5
Влияние среды обработки
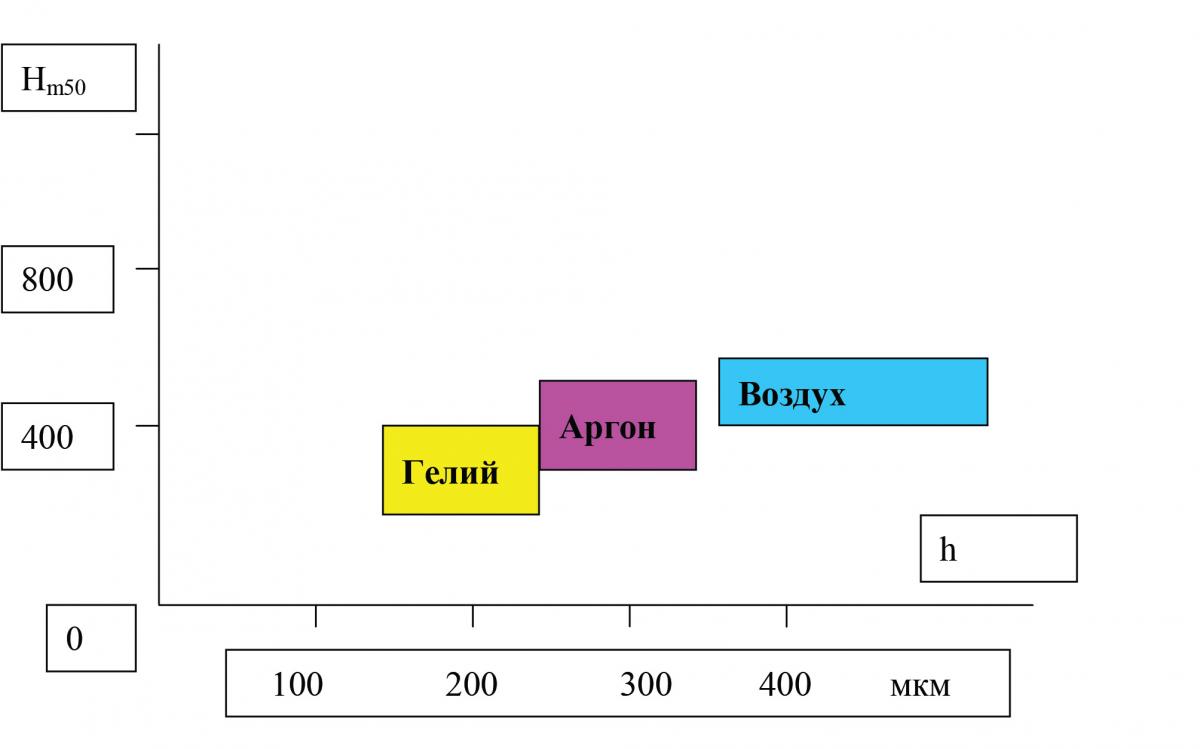
Рис. 7. Замеры глубины и твердости поверхностного модифицированного слоя на бронзе БрАЖНМц 9-4-4-1 при одних и тех же параметрах обработки: плотность мощности 2×10⁴ Вт/см², скорость 30 мм/с, диаметр луча 1,5 мм в различных средах обработки
Износостойкость упрочненных слоев
Изменения в твердости поверхностного слоя привели к повышению износостойкости поверхностных слоев. Повышенной износостойкостью обладают слои, полученные с помощью лазерного легирования с основой из антифрикционных материалов БрОФ10-1.
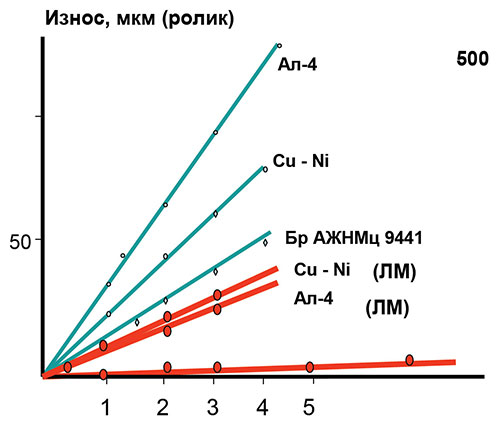
Рис. 8. Износ исследуемых материалов с лазерным модифицированием (легированием) и без лазерного модифицирования
Результаты испытаний
| Материал основы | Время износа | Исходное состояние | Упрочненный слой | Увеличение стойкости, % |
|---|---|---|---|---|
| Cu-Ni сплав МН40 | 1 | 30 | 20 | 150 |
| 2 | 55 | 27 | 203 | |
| 3 | 75 | 33 | 250 | |
| — | — | — | — | |
| Сплав АЛ 4 | 1 | 60 | 16 | 000 |
| 2 | 89 | 13 | 680 | |
| 3 | 140 | 27 | 510 | |
| Сталь 3 | 1 | 20 | 12 | 000 |
| 2 | 35 | 31 | 100 | |
| 3 | 45 | 67 | 50 |
Таблица 2. Износ упрочненных слоев при испытаниях на машине Шкода-Савина
Упрочнение стали 3
Как видно из представленных данных, лазерное легирование способно повысить износостойкость многих неупрочняемых материалов.
Особый интерес представляет упрочнение стали 3. Оказывается, можно за счет лазерного легирования создать микротвердость поверхностного слоя до 72 HRC и с успехом применять этот метод для деталей подверженных абразивному износу.
Так, стойкость к гидроабразивному износу стали 3 по сравнению с упрочненной сталью 40Х повышается в 3,2 раза!
Подобные детали показали свою работоспособность на геологоразведывательном оборудовании, при обработке переходников и центраторов.
Микроструктура стали 3

Рис. 9. Микроструктура стали 3 после лазерного легирования
Применение в машиностроении
Упрочненные заготовки деталей энергетического машиностроения после лазерного легирования и последующей механической обработки, а также процесс лазерного легирования приведен на рис. 10.

Рис. 10. Процесс лазерного легирования и полученные детали
Экономические показатели
| Показатель | Значение |
|---|---|
| Себестоимость процесса | Небольшая |
| Производительность | Около 0,2 м²/ч |
| Твердость поверхностного слоя | До 72 HRC |
| Повышение износостойкости | До 3,2 раза |
Заключение
Полученные твердости и износостойкость поверхностного слоя говорят о перспективности этого метода, однако его внедрение требует серьезной металловедческой и технологической работы.
ООО «ЛАЗЕРТЕРМ» совместно с ООО СП «Лазертех» имеет большой опыт работы по разработке указанных технологий для большого числа сталей и сплавов и готов к сотрудничеству.
Авторы
Попов В. О., Смирнов С. Н., Кондратьев С. Ю.
Литература
- В. О. Попов, Кондратьев С. Ю. Упрочнение титановых сплавов методом лазерного оксидирования. РИТМ № 82 стр. 106–110
- Кондратьев С.Ю., А. Е. Вайнерман, В. О. Попов, Лазерное модифицирование сталей и сплавов. РИТМ № 85 стр. 28–31
- Скрипченко А. И., Попов В. О., Кондратьев С. Ю. Возможности лазерного модифицирования деталей машиностроения. РИТМ № 54 стр. 23–29.

