Принцип лазерного наклепа: ударная волна мощностью 10 ГПа
История развития технологии
Прогресс в частоте повторения и энергии импульса мощных твердотельных лазеров позволяет рассматривать возможность их использования для упрочнения металлов.
Первые эксперименты по упрочнению металлов методом лазерного наклепа имели место больше чем 30 лет назад. Однако только сегодня — с появлением высокомощных моноимпульсных лазеров с высокой частотой повторения — этот метод начинает конкурировать с методами наклепа стальными шариками.
Лазерный наклеп уже используется в автомобильных, медицинских и авиационных отраслях промышленности. Технология вышла из лабораторий на производство.
Физический процесс лазерного наклепа
Лазерный наклеп использует импульсы с высокой интенсивностью ~10⁹–10¹⁰ Вт/см², чтобы создать мощную ударную волну в материале.
Обрабатываемая область покрывается двумя различными слоями:
| Слой | Функция | Материал |
|---|---|---|
| Поглощающий | Поглощение лазерного света | Специальное покрытие |
| Прозрачный | Предотвращение расширения пара | Вода |
Механизм формирования ударной волны
Лазерная энергия, поглощаемая поверхностным слоем, быстро испаряет его. Но слой воды предотвращает расширение пара, направленное наружу.
Это вызывает ударную волну, которая, проходя через материал, производит пиковые давления в несколько ГПа (~10 кбар).
Пластическая деформация, вызванная ударной волной, создает сжимающие остаточные напряжения. Они могут простираться больше чем на 1 мм по глубине.
Что это дает?
- Повышение стойкости к усталости;
- Улучшение коррозионной стойкости;
- Увеличение срока службы деталей.
Глубина упрочнения
Практически глубина 1 мм может быть расценена как максимум достижимой глубины сжимающего напряжения при лазерном наклепе.
Для сравнения: типичная глубина составляет 0,25 мм для обработки деталей методом холодной ковки.
Чувствуете разницу? Лазерный наклеп глубже в 4 раза!
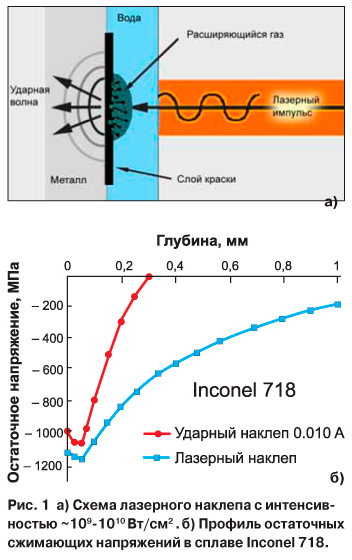
Рис. 1. Схема процесса лазерного наклепа: поглощающий слой и водяная прослойка
Применение: от авиационных лопаток до медицинских имплантатов
Авиационная промышленность
Одно из первых применений наклепа лазером было в авиационной промышленности для упрочнения турбинных лопаток.
Почему именно лопатки? Потому что они работают в экстремальных условиях:
- Высокие температуры;
- Циклические нагрузки;
- Вибрации;
- Коррозионная среда.
Лазерный наклеп увеличивает ресурс лопаток в разы. Это факт.
Медицинские имплантаты
Наклеп применяется также для упрочнения протезных коленных и бедренных имплантатов.
В медицине требования особые:
| Требование | Обоснование |
|---|---|
| Биосовместимость | Контакт с тканями организма |
| Износостойкость | Длительная эксплуатация (10–20 лет) |
| Усталостная прочность | Циклические нагрузки при ходьбе |
| Коррозионная стойкость | Агрессивная среда организма |
Лазерный наклеп решает все эти задачи. Без химической обработки, без изменения геометрии.
Автомобильная промышленность
В автомобильной промышленности лазерный наклеп применяется для обработки:
- Коробки передач;
- Шасси;
- Деталей двигателя;
- Подвески.
Что это дает?
Возможность производить более легкие корпуса. А это — очевидное сокращение потребления топлива.
Экология + экономия = выигрыш для всех.
Требования к лазерным системам: энергия 100 Дж, частота 100 Гц
Параметры для промышленного применения
Лазерная система, подходящая для наклепа на индустриальном уровне, должна обеспечивать:
| Параметр | Значение | Назначение |
|---|---|---|
| Энергия импульса | >100 Дж | Создание ударной волны достаточной мощности |
| Длительность импульса | 10–30 нс | Оптимальное формирование давления |
| Средняя мощность | Сотни ватт – киловатт | Производительность процесса |
| Скорость обработки | >1 м²/час | Промышленная эффективность |
Первый полупромышленный лазер
В Лоуренсовской национальной лаборатории (США) в 1999 г. был разработан первый полупромышленный 100 Дж лазер на неодимовом стекле для упрочнения наклепом.
Характеристики системы:
- Использование обращения волнового фронта;
- Крупногабаритная анаморфотная асферическая оптика;
- Активный элемент 1×14×40 см³;
- Обработка деталей пятнами размером ~1 см²;
- Частота до 2 Гц;
- Производительность свыше 3000 см²/час;
- Смена ламп накачки через 10⁴ вспышек.
Стоимость такого лазера составила несколько миллионов USD. Дорого, но эффективно.
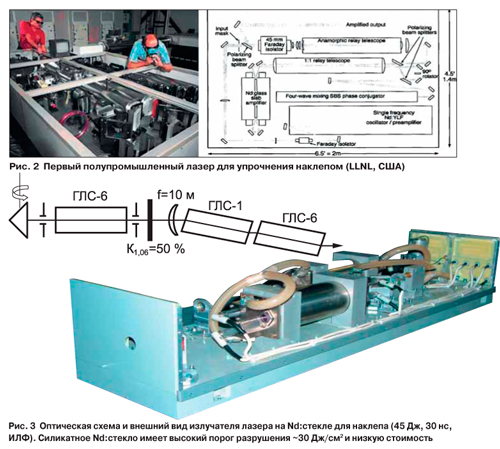
Рис. 2. Первый полупромышленный лазер LLNL мощностью 100 Дж
Лазеры на неодимовом стекле: энергия 50–100 Дж
Развитие технологии
Вскоре в ряде стран, а также и в нашем институте, были созданы лазеры для наклепа на неодимовом стекле с энергией ~50 Дж.
Они достаточно малогабаритные:
- Активный элемент ~2 см;
- Обработка деталей пятнами ~0,5 см²;
- Относительно дешевые.
Прогресс налицо: от 1×14×40 см³ до ~2 см. Это революционное уменьшение!
Преимущества неодимового стекла
Почему именно неодимовое стекло?
| Преимущество | Результат |
|---|---|
| Высокая лучевая прочность | Возможность получения большой энергии |
| Большие размеры активных элементов | Увеличение апертуры пучка |
| Хорошее качество излучения | Однородное распределение интенсивности |
| Относительная дешевизна | Снижение стоимости системы |
Результаты упрочнения: твердость HV400, глубина 1 мм
Упрочнение алюминиевых сплавов
Результаты лазерного упрочнения жаропрочных сплавов большими пятнами (⌀5–6 мм) представлены на рис. 4.
На рис. 4 A представлено распределение твердости полированной поверхности металлографических образцов из AlLi сплава 1420.
Параметры обработки:
- Диаметр пучка: 6 мм;
- Энергия: 30 Дж.
Результаты:
| Параметр | До наклепа | После наклепа | Улучшение |
|---|---|---|---|
| Твердость поверхности | HV125 | HV155 | +24% |
| Глубина упрочнения | - | До 1 мм | - |
| Размер зоны | - | Размеру пятна | - |
Упрочнение титановых сплавов
Поскольку предел прочности на разрыв титановых сплавов много выше алюминиевых, упрочнение титановых сплавов требует более интенсивного облучения.
На рис. 4 C представлено распределение твердости образцов из Ti сплава ТС6.
Параметры обработки:
- Диаметр пучка: 5 мм;
- Энергия: до 50 Дж.
Результаты:
| Параметр | До наклепа | После наклепа | Улучшение |
|---|---|---|---|
| Твердость поверхности | HV325 | HV385 | +18% |
| Остаточные напряжения | - | ~300 МПа | - |
| Деформации | - | Не наблюдались | - |
| Трещины | - | Отсутствуют | - |
После лазерного наклепа не наблюдалось искажений формы или трещин в зоне обработки.
Сравнение остаточных напряжений
Средняя величина остаточных напряжений:
- В титановых сплавах: ~300 МПа;
- В алюминиевых сплавах: ~200 МПа.
Титан держит напряжение на 50% лучше. Это важно для ответственных деталей.
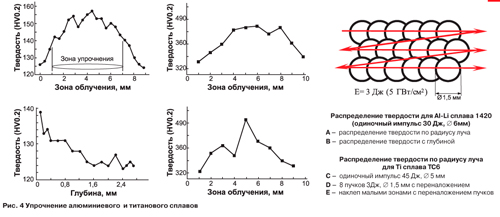
Рис. 4. Распределение твердости после лазерного наклепа: AlLi сплав 1420 и Ti сплав ТС6
Проблема Nd:YAG лазеров: лучевая прочность кристаллов
Попытки повышения производительности
Для того чтобы поднять производительность процесса лазерного упрочнения (увеличить частоту следования импульсов), были предприняты попытки заменить лазеры на неодимовом стекле на Nd:YAG лазеры.
Логично? Да. Nd:YAG позволяет работать на более высоких частотах.
Основная проблема
Однако на порядок меньшая лучевая прочность кристаллов Nd:YAG при ограниченной апертуре активных элементов не позволяет сегодня надеяться на достижение высокой средней мощности при большой энергии луча.
Почему?
| Параметр | Nd:Glass | Nd:YAG | Разница |
|---|---|---|---|
| Лучевая прочность | Высокая | На порядок ниже | ×10 |
| Размер активного элемента | Большой | Ограничен | - |
| Максимальная энергия | Высокая | Ограничена | - |
| Частота повторения | Низкая | Высокая | + |
Проблема Nd:YAG керамики
Также вряд ли может помочь лазерному упрочнению Nd:YAG керамика, которую можно изготовлять в достаточно больших размерах.
Высокое сечение вынужденного перехода ограничивает предельные габариты активного элемента из-за вероятности возбуждения ASE (спонтанного усиленного излучения) и, соответственно, энергию излучения.
Тупик? Не совсем.
Обработка малыми пятнами: 1,5 мм, 3 Дж, перекрытие пучков
Альтернативный подход
Процесс упрочнения металла идет эффективно не только при облучении пучками больших размеров с энергией ~45 Дж.
Но и при облучении малыми пятнами ⌀1,5 мм с энергией 3 Дж (восемь перекрывающихся пучков).
Это прорыв!
Результаты обработки малыми пятнами
На рис. 4 D представлены результаты обработки малыми пятнами.
Характеристики:
| Параметр | Значение |
|---|---|
| Диаметр пятна | 1,5 мм |
| Энергия импульса | 3 Дж |
| Количество перекрывающихся пучков | 8 |
| Средняя твердость | >HV360 |
| Максимальная твердость | HV400 |
Сравнение с большими пятнами
Несколько менее однородное распределение твердости по сечению зоны облучения по сравнению с облучением большим пучком говорит о необходимости более точного выставления пучков.
Но это техническая задача. Решаемая.
Преимущества малых пятен
Что дает обработка малыми пятнами?
- Возможность использования лазеров с меньшей энергией;
- Более высокая частота повторения;
- Лучшая производительность;
- Меньшая стоимость системы.
Компромисс? Да. Но оправданный.
Промышленные установки: производительность 3000 см²/час
Перспективный Nd:YAG лазер
Таким образом, для наклепа можно использовать лазер с большой частотой повторения импульсов, хотя и с относительно небольшой энергией.
Для облучения малыми пятнами (⌀2–3 мм) с энергией 5–10 Дж и с перекрытием пучков.
Разработка ИЛФ
Перспективным лазером для наклепа может стать разработанный в ИЛФ мощный Nd:YAG лазер с ламповой накачкой.
Характеристики (А.Ф. Корнев, Семинар HiPER, г. Нижний Новгород, ноябрь 2009 г.):
| Параметр | Значение |
|---|---|
| Энергия излучения | 12 Дж |
| Длительность импульса | 10 нс |
| Частота повторения | 100 Гц |
| Эффективность | 2,4% |
| Тип накачки | Ламповая |
100 Гц — это серьезно! В 50 раз больше, чем у первых систем.
Этот лазер может быть положен в основу создания промышленной установки лазерного наклепа.

Рис. 5. Мощный Nd:YAG лазер ИЛФ с ламповой накачкой (12 Дж, 100 Гц)
Технические характеристики промышленных систем
Что нужно для промышленной установки?
- Энергия импульса: 10–100 Дж;
- Частота повторения: 10–100 Гц;
- Средняя мощность: сотни ватт;
- Система подачи воды (для прозрачного слоя);
- Система нанесения поглощающего покрытия;
- Система позиционирования;
- Контроль качества.
Экономическая эффективность
Стоимость лазерного наклепа:
| Параметр | Значение |
|---|---|
| Стоимость оборудования | Высокая (миллионы USD) |
| Производительность | 3000–10000 см²/час |
| Увеличение ресурса деталей | В 2–5 раз |
| Снижение веса конструкций | До 30% |
| Экономия топлива | Пропорционально снижению веса |
Окупается? Да. Особенно в авиации и автостроении.
Перспективы развития
Что ждет технологию лазерного наклепа?
- Увеличение частоты повторения до 1 кГц;
- Снижение стоимости лазерных систем;
- Автоматизация процесса;
- Расширение областей применения;
- Разработка новых поглощающих покрытий.
Будущее за лазерным наклепом. Это очевидно.
Профессор В.А. Серебряков
Институт лазерной физики
ФГУП «НПК «ГОИ им. С.И. Вавилова»
199034 С.Петербург Биржевая линия 12
Тел. (812) 3285734
факс (812) 3285891
Email: los_spb@mail.ru

