Принцип работы: колебательные переходы молекул CO2 и азота
Газовая смесь и механизм накачки
В газовом лазере используются переходы между колебательными, а также вращательными уровнями молекулы CO2. Для эффективной передачи энергии накачки к молекулам CO2 используются молекулы азота N2.
Азот, в свою очередь, возбуждается электронами электрического разряда в газовой смеси CO2+N2+He под давлением в несколько десятков тысяч Па.
Типы разрядов для накачки
Накачка газовой смеси может осуществляться разными типами разрядов:
| Тип разряда | Характеристика | Преимущества |
|---|---|---|
| Постоянный ток (DC) | Самостоятельный разряд через электроды в емкости с газом | Простота конструкции |
| Высокочастотное RF излучение | Электромагнитное возбуждение | Отсутствие износа электродов, однородность возбуждения |
Высокочастотное электромагнитное излучение (RF) обладает следующими преимуществами:
- Отсутствие износа электродов;
- Однородность возбуждения;
- Легкая установка уровня мощности за счет модуляции длительности импульса;
- Превосходные характеристики импульсного режима.
Методы охлаждения: поперечный поток, аксиальный поток, диффузия
Основная конструктивная проблема
Основная конструктивная проблема в разработке лазеров заключается в охлаждении активной среды. Для промышленных CO2 лазеров сегодня применяются два различных метода охлаждения: конвекция и диффузия.
Охлаждение методом конвекции
Охлаждение методом конвекции основывается на прокачке газа через активную область с высокими скоростями потока.
Существует два способа:
- Поперечная прокачка (Cross Flow Lasers) — газовый поток проходит поперек оси резонатора;
- Продольная прокачка (Fast Axial Flow) — газовый поток проходит вдоль оси резонатора (аксиальный поток).
| Метод | Преимущества | Недостатки |
|---|---|---|
| Поперечный поток | Малая длина потока, большое поперечное сечение, меньшие усилия для обеспечения объема потока | Менее симметричное распределение |
| Аксиальный поток | Симметрия потока аналогична симметрии оптического резонатора, высокое качество луча | Перенос частиц на оптику, сложность конструкции |
Преимущество скоростного аксиального потока в том, что симметрия потока аналогична симметрии оптического резонатора. Следовательно, можно генерировать более высокое качество луча с меньшим влиянием градиента температуры разряда и градиента давления потока газа.
Недостатки систем с прокачкой
Тем не менее, в обоих методах применяется дорогостоящая система технических средств для создания потока:
- Теплообменники;
- Воздуходувки или турбины.
Все это требует:
- Относительно высокого расхода энергии;
- Расхода газа (необходимость подключения лазера к внешней системе подачи смеси CO2/N2/He);
- Дополнительных инвестиций в ремонт и обслуживание.
Кроме того, системы с продольной прокачкой имеют тенденцию переноса мелких частиц на поверхность элементов оптического резонатора, где они могут стать причиной повышенной абсорбции и ограниченного срока службы.
Проблема оптических компонентов
Другой технологической проблемой является высокая плотность мощности на оптических компонентах, используемых в основном для лазерных резонаторов со скоростным аксиальным потоком и высоким качеством луча.
Оптические элементы, пропускающие длину волны 10.6 мкм, обычно изготавливаются из ZnSe. Отражающая оптика выполнена из меди.
Медные охлаждаемые водой зеркала являются высоконадежными и стойкими к высоким плотностям мощности. Прозрачные компоненты на основе ZnSe, как правило, применяются в качестве выходных зеркал.
Недостаток — ограниченный срок службы и необходимость регулярного техобслуживания.
SLAB лазеры: пластинчатая конфигурация с диффузионным охлаждением
Принцип диффузионного охлаждения
Всех этих технических ограничений можно избежать, если механизмом охлаждения служит диффузия.
С самого начала этот метод применялся в системах с низкой плотностью потока или его отсутствием. В подобных системах охлаждение активного газа лазера осуществлялось водяной рубашкой, окружающей трубы активного разряда.
Вследствие слабой радиальной холодопроизводительности данных конструкций съем мощности подобных лазеров ограничивался примерно 70 Вт на метр длины резонаторной трубки.
Пластинчатая конфигурация
В 80-е годы был разработан принцип пластинчатой конфигурации CO2 лазеров (рис. 1), который был параллельно предложен двумя изобретателями:
- Профессором Оповером (DLR Штутгарт, Германия);
- Профессором Тьюлипом (Канада).
При этом возбуждение газового разряда производится между двумя плоскими электродами с зазором всего в несколько миллиметров.
Диффузионное охлаждение молекул высокоэффективно для небольших расстояний, когда резко возрастает возможность теплоотъема.
Конструкция SLAB лазера
Охлаждаемые водой медные электроды соединяют в себе три элемента:
- Стены резонатора;
- Электроды для радиочастотного разряда;
- Теплообменник для охлаждения газа.
С применением данной конструкции были получены:
- Отпаянные лазеры с выходной мощностью до 600 Вт;
- Лазеры мощностью 1000–8000 Вт с интегрированным газовым баллоном, питающим лазер газом до одного года работы.
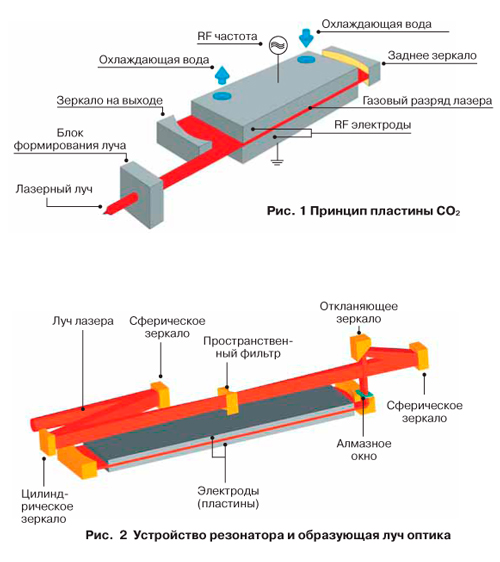
Рис. 1. Пластинчатая конфигурация CO2 лазера
Оптический резонатор: гибридная система и качество луча M2=1.1
Гибридный резонатор
Адаптация оптического резонатора к данному SLAB принципу была решена с помощью так называемого гибридного резонатора (рис. 2).
В нем активный объем газа заключен между двумя стенками, выполняющими функции:
- Оптического волновода;
- ВЧ-электродов;
- Элемента для отвода тепла, образующегося вследствие нагрева газа.
Повышение мощности такого лазера возможно только за счет увеличения длины волновода.
Одномерный волновод
Новое в концепции щелевого лазера заключалось в том, что его волновод был одномерен и образовывал оптический резонатор вместе с концевыми зеркалами только по одной из осей.
По второй же оси он поверхностями стенок не ограничивался.
Пространственный фильтр и качество луча
Пространственный фильтр, применяемый у промежуточного фокуса оси неустойчивого резонатора, очищает луч от боковых мод.
Это обеспечивает генерирование луча лазера CO2 очень высокого качества (рис. 3).
Лазерный луч имеет гауссову форму. Распространение и фокусирование описаны законами гауссовой оптики с качеством луча, близким к единице.
Для областей применения, требующих более крупных размеров фокуса, за пределами резонатора можно генерировать донатову моду.
Данная мода имеет распределение интенсивности TEM₀₁* и:
| Параметр | Значение |
|---|---|
| K-число | 0.45 |
| M² | 2.2 |
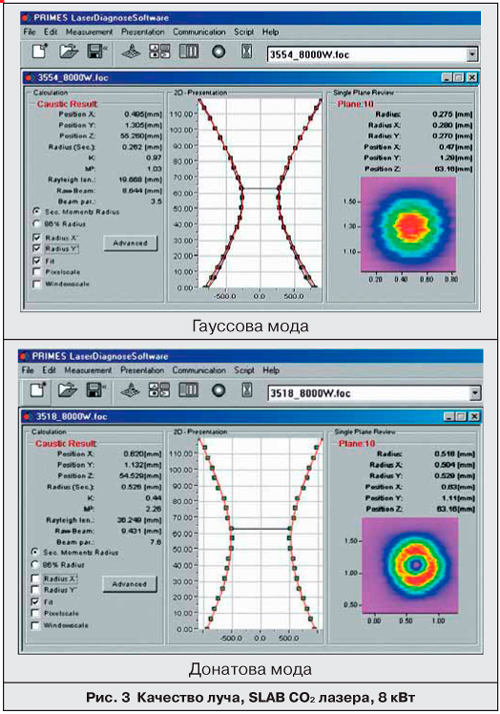
Рис. 2. Гибридный резонатор и пространственный фильтр
Надежность оптических компонентов
Зеркала резонатора могут быть изготовлены из меди. Что обеспечивает устройству надежность и долгий срок службы.
Компоненты резонатора более не являются запчастями!
Отпадает необходимость замены выходных зеркал и окон. Не требуется проводить после каждой замены перенастройку резонатора, на которую для сложенных устойчивых резонаторов может затрачиваться много времени.
Алмазное окно
Тем не менее, для выхода лазерного излучения из вакуумной камеры необходимо иметь прозрачный компонент.
Окно изготавливается из выращенного синтетическим способом алмаза.
Данный материал обладает:
- Высокой степенью прозрачности;
- Очень высокой теплопроводностью;
- Высокой прочностью.
В результате вся конструкция не чувствительна к тепловой нагрузке.
Статистика эксплуатации
За последние 14 лет эти принципы были реализованы в более чем 5000 CO2 SLAB-лазерах с мощностью 1000–8000 Вт.
Простая конструкция CO2 SLAB-лазера упрощает его эксплуатацию и техобслуживание.
| Параметр | Значение |
|---|---|
| Интервал замены газа | 72 часа (из внутреннего баллона) |
| Внешний подвод газа | Отсутствует |
| Затраты на газ | Минимальные |
| Срок службы | Длительный |
Лазерная резка: сравнение CO2 и волоконных лазеров по толщине
Области применения лазерной резки
Резка лазером — одна из наиболее распространенных областей применения лазеров.
Дерево и пластик режутся CO2 лазером в основном благодаря тому, что длина волны 10.6 мкм очень эффективно поглощается этими материалами.
В то время как их обработка излучением твердотельного лазера с длиной волны 1 мкм является практически невозможной.
Преимущества высокого качества луча
Лазеры с лучом высокого качества предпочтительны для материалов с небольшой толщиной — примерно до 6 мм.
Меньшее фокусное пятно лазеров с высоким качеством излучения дает более узкий рез. Что позволяет:
- Производить резку при большей скорости при заданной мощности;
- Или с меньшей мощностью при заданной скорости.
Также высокое качество излучения предпочтительно для применения в сканирующих устройствах при резке, например, бумаги или текстиля.
Методы резки стали
Для резки стали применяются два метода:
- Лазерная газопламенная резка с помощью кислорода низколегированной стали;
- Лазерная резка плавлением с использованием азота высокого давления.
В обоих методах мощность лазера не поглощается у поверхности материалов, но на расплавленном металле фронта резки.
Угол падения лазерного луча
Угол падения лазерного луча можно рассчитать по соотношению величины фокусного пятна и толщины материала.
Данный расчет представлен на правом графике рис. 4.
В зависимости от величины фокусного пятна угол падения становится больше 86° при толщине материала, приближающейся к 3–5 мм.
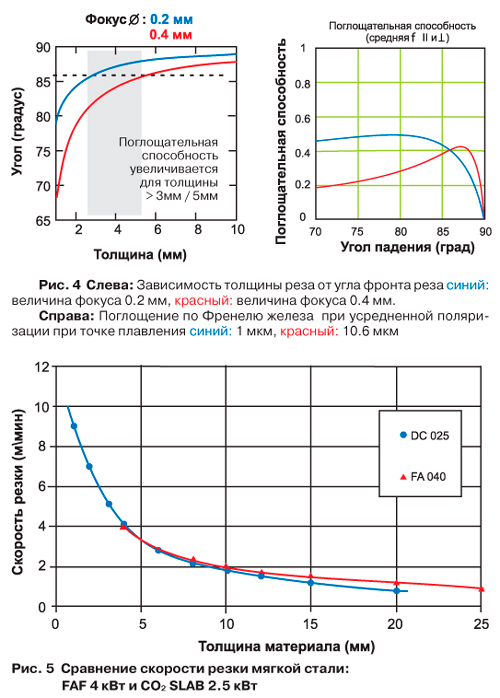
Рис. 4. Зависимость угла падения от толщины материала
Поглощательная способность стали
Исходя из поглощательной способности стали для усредненной поляризации, очевидно, что длина волны 1 мкм поглощается лучше для углов падения примерно до 86°.
При больших значениях угла падения поглощательная способность лазера CO2 увеличивается.
Газопламенная резка
Максимальная скорость кислородной лазерной газопламенной резки определяется не только мощностью лазера, но и ограничениями экзотермической химической реакции между кислородом и железом.
Как следствие, зависимость скорости резки от мощности лазерного излучения не является линейной.
Удвоение мощности не приводит к удвоению скорости резки.
Высокое качество луча CO2 SLAB-лазеров позволяет достичь при обработке мягкой стали той же глубины реза, что и на традиционных лазерах, но при более низкой мощности.
Сравнение CO2 и волоконных лазеров для резки
Сравнение газопламенной резки лазером CO2 и волоконным лазером показывает:
| Толщина материала | Преимущество | Примечание |
|---|---|---|
| До 2 мм | Небольшое преимущество твердотельной технологии | Волоконный лазер |
| Более 2 мм | Аналогичная мощность и скорость | Обе длины волны |
| Качество резки | Ощутимо выше у CO2 лазера | Невозможно сделать однозначный вывод |
Резка плавлением
Мощность лазера, необходимая для лазерной резки плавлением, выше, чем для лазерной газопламенной резки из-за отсутствия экзотермической реакции.
В широком пределе скорость резки пропорциональна мощности лазера для данной толщины металла.
Пределы процесса достигнуты, когда:
- Испарение металла превышает определенный порог;
- Или когда выход расплавленного материала ограничивается потоком газа.
Лазер с лучом повышенного качества может соперничать с более мощными лазерами, поскольку при более мелкой ширине реза меньше и объем расплавленного материала, который подлежит нагреву, плавлению и выводу.
Наиболее очевидно это преимущество для толщин материала до 6 мм.
Сравнение для резки плавлением
Сравнение резки CO2 лазером и волоконным лазером показывает:
- Небольшое преимущество твердотельной технологии при толщине материала до 3 мм;
- Более высокая толщина режется при аналогичной мощности и скорости реза для обеих длин волн.
С качеством наблюдается обратная ситуация. Качество резки CO2 лазером ощутимо выше, поэтому и сегодня невозможно сделать однозначного вывода о преимуществе той или иной длины волны.
Системы резки
Системы резки с использованием лазеров CO2 находят широкое применение в различных областях и основываются на разнообразных концепциях:
- Системы с 5 осями для 3D-применения;
- Комбинации пуансон-лазер;
- Столы с линейными приводами для резки плоских листов;
- Системы сканирования для дистанционной резки текстиля, абразивной бумаги и дерева;
- Системы резки труб, рулонов и т.п.
Лазерная сварка: формирование шва и управление процессом
Механизм лазерной сварки
Лазерная сварка обеспечивает высокоэффективный механизм переноса энергии в подлежащий соединению материал.
При высоких плотностях мощности материал у поверхности испаряется. Ванна расплавленного металла погружается в материал и заполняется паром металла.
Что способствует эффективному поглощению лазерного излучения отверстия, образованного жидким металлом.
Этот механизм способствует образованию узких сварных швов, полученных при высоких скоростях сварки с минимальной тепловой нагрузкой на детали.
Отличный контроль мощности лазера во времени и пространстве наряду с возможностями оперативного управления процессом делают возможным применение лазерной сварки в промышленности.
Где центром внимания изготовителей является высокая производительность и надежность системы, включая лазер.
Технологические правила
В общем, можно представить следующие технологические правила:
| Правило | Описание |
|---|---|
| Поперечное сечение шва | Пропорционально энергии на единицу длины (мощность лазера / скорость сварки) |
| Низкие скорости (сталь: v 2 м/мин) | Глубина шва почти не зависит от размера фокусного пятна |
| Высокие скорости | Глубина шва соотносится с мощностью / размер фокусного пятна |
| Качество луча | Лазеры с повышенным качеством создают более глубокие швы |
Влияние качества луча
Глубина фокуса и положение фокуса относительно поверхности материала являются важными факторами для формы поперечного сечения сварного шва.
Следовательно, лазеры с повышенным качеством луча способны создавать сварные швы:
- Более узкие;
- Более глубокие;
- При более высоких скоростях сварки.
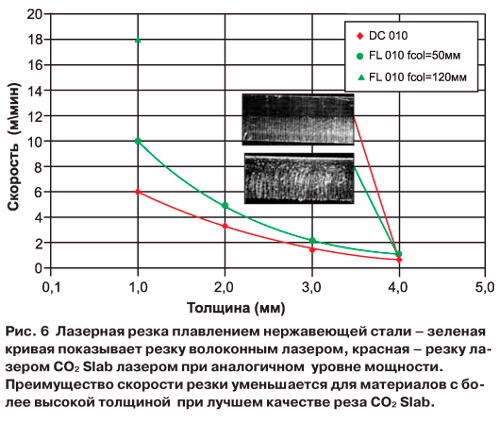
Рис. 5. Влияние качества луча на параметры сварного шва
Формирование формы шва
На практике сварной узкий шов не всегда является лучшим решением.
Часто приходится искать компромисс, балансирующий:
- Тепловую нагрузку;
- Требования к пределам геометрических допусков обрабатываемого изделия;
- Оснастки или системы.
Иногда в геометрии соединения используется ширина, а не глубина. В этих случаях уменьшение ширины шва приведет к уменьшению прочности шва.
Методы изменения формы шва
Изменяя форму шва, можно воздействовать и на структуру сварного шва.
Известны различные методы для формирования сварного шва, отвечающего требованиям соответствующего технологического процесса:
| Метод | Эффект |
|---|---|
| Варьирование фокусным расстоянием и положением фокуса | Небольшие изменения формы |
| Применение донатовой моды | Понижение качества луча, увеличение ширины шва |
| Двухфокусная оптика | Образование двух фокусных пятен, еще большее увеличение ширины |
| Колебание луча сканирующим устройством | Увеличение ширины шва |
Типы сварных соединений
Огромное число всевозможных деталей сваривается лазерными CO2 сварочными системами:
- Простые ротационные симметричные радиальные или аксиальные стыковые или угловые сварные швы (зубчатые механизмы, валы, корпуса фильтров, нагнетательные насосы воздушных подушек, гидравлические цилиндры);
- Линейные сварные швы труб и профилей со сплошными швами (системы типа PWS с автоматическим отслеживанием шва камерой);
- 2-мерные сварные швы (сварные соединения внахлест пластинчатого теплообменника);
- 3-мерные 5-осевые системы для сложных профилированных геометрий (сварка алюминиевого фюзеляжа самолета с использованием сварочной проволоки).
Оптимизация использования лазера
Часто скоростное переключение луча между различными сварочными станциями используется для увеличения полезного времени работы лазера.
Цель — минимизация инвестиций и оптимизация производственных затрат.
Системы могут быть оснащены:
- Индукционным предварительным или последующим нагревом;
- Сварочной проволокой, питающей оборудование в соответствии с требованиями материала.
Дистанционная сварка: сканирующие системы мощностью до 6 кВт
Проблема времени позиционирования
За последние годы появилась новая технология, именуемая дистанционной лазерной сваркой.
Во многих случаях необходимо соединять крупные заготовки путем сваривания лазерным лучом ряда швов или точек.
В этих случаях время полезной работы лазера составляет всего 20%.
Значительное сокращение времени позиционирования лазерной сварочной головки может быть достигнуто при применении технологии сканирования.
При этом позиционирование осуществляется всего за несколько мс.
Следовательно:
- Полезное время работы лазера увеличивается;
- Общее время обработки сокращается.
Конструкция системы дистанционной сварки
Системы дистанционной сварки базируются на CO2 SLAB-лазере с высоким качеством луча и номинальной выходной мощностью до 6 кВт.
Лазерный луч фокусируется линзами с воздушным охлаждением с фокусным расстоянием до 2 м.
Сфокусированный луч отклоняется сканирующей головкой одиночного зеркала, предназначенной для высокоскоростного перемещения лазерных лучей высокой мощности.
Поворотное движение сканирующего зеркала создает отклонение луча в X и Y-ориентации.
Фокусирующий элемент, смонтированный на направляющей с линейным приводом, создает движение точки фокуса в направлении Z.
Для увеличения рабочей зоны сканирующая головка также закреплена на направляющей и способна перемещаться параллельно лучу лазера.
Рабочая зона и параметры
Рабочая зона с площадью основания 1500×2400 мм и высотой 600 мм достигается путем комбинирования сканирующего хода зеркала и его линейного перемещения.
| Параметр | Значение |
|---|---|
| Мощность | 1–6 кВт |
| Качество луча M² | 1.1 |
| Рабочая зона | 1500×2400×600 мм |
| Фокусное расстояние | До 2 м |
Диапазон мощности от 1 до 6 кВт и отличное качество луча M² = 1.1 — делают CO2 SLAB-лазер идеальным инструментом для дистанционной сварки.
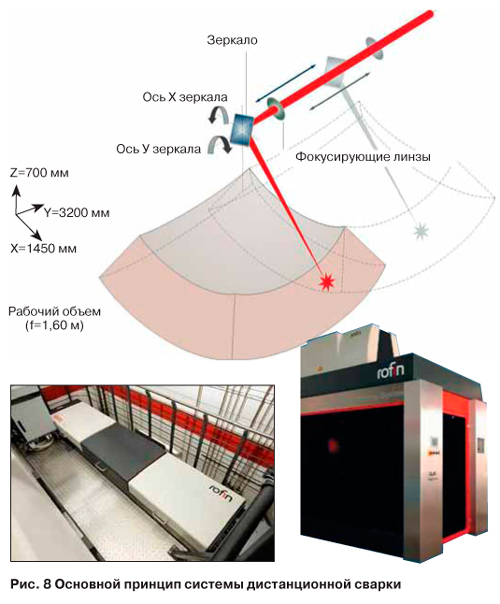
Рис. 6. Система дистанционной лазерной сварки со сканирующей головкой
Области применения дистанционной сварки
Типичными областями применения является сварка:
- Подвесных деталей;
- Дверей;
- Капотов;
- Опор;
- Сидений;
- Прочих элементов корпусов автомобилей.
В недавнем времени для различных отраслей промышленности были внедрены операции по сварке металлических листов.
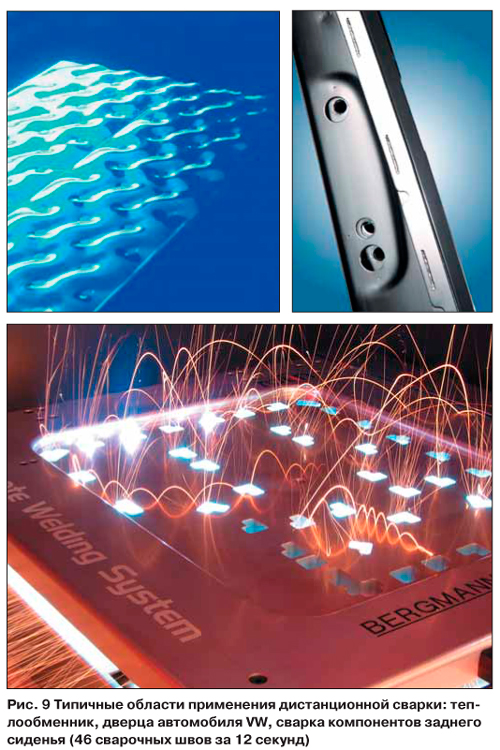
Рис. 7. Применение дистанционной сварки в автомобильной промышленности
Области применения: от резки текстиля до сварки фюзеляжей
Другие применения CO2 лазеров
Помимо основных направлений резки и сварки, CO2 лазеры находят применение во многих других областях:
| Область применения | Описание |
|---|---|
| Рафинирование магнитного домена | Высокоскоростные сканирующие системы |
| Удаление краски | Очистка поверхностей |
| Очистка компонентов | Подготовка зубчатых механизмов перед лазерной сваркой |
| Обработка кварца | Резка и сварка |
| Перфорация бумаги | Для сигарет |
| Обработка текстиля | Резка и маркировка |
Перспективы технологии
Таким образом, современная и признанная технология лазерного источника CO2, присущая ей безопасность и хорошо зарекомендовавшие оптические компоненты гарантируют производителю доход сегодня и в будущем.
CO2 SLAB-лазеры доказали свою эффективность в промышленном применении. Более 5000 установленных систем — это серьезная статистика.
Простота конструкции, минимальное обслуживание, высокое качество луча — вот основные преимущества технологии.
А вы уже выбрали свой лазер?
Вольфрам Рат
Рофин-Синар Лазер ГмбХ
Гамбург
Dr. Wolfram Rath, ROFIN-SINAR Laser GmbH, Berzeliusstraße 87, 22113 Hamburg, Germany
Tel.: +49(0)40733 634321
Email: w.rath@rofinham.de, www.rofin.com
Представительство компании Рофин в РФ
ООО «Альпина Техсервис»
Тел. +7 (495) 7976916, info@atsost.ru, www.atsost.ru

