Закономерности научно-технического прогресса в литье
Основные векторы развития технологий
Современное литейное производство развивается по нескольким взаимосвязанным направлениям. Скажу прямо — без понимания этих закономерностей невозможно прогнозировать дальнейший прогресс отрасли.
Что мы наблюдаем? Расширение ассортимента применяемых природных материалов идет параллельно с созданием искусственных материалов, обладающих заранее заданными свойствами. Это факт. При этом количество используемых материалов растет, а их качество постоянно совершенствуется.
Источники энергии становятся все сложнее. Технологические процессы стремятся к непрерывности и возрастающей интенсивности. Интересно, правда?
Вот ключевые тенденции:
- ✔️ переход от механических и физических процессов к биологическим технологиям
- ✔️ внедрение компьютерных систем и нанотехнологий
- ✔️ применение технологий прототипирования
- ✔️ поэтапная замена функций человека машинными системами
Последний пункт заслуживает особого внимания. Сначала механизировали энергетические и транспортные функции. Потом автоматизировали технологические процессы изменения материала. Далее пришла очередь контрольно-измерительных операций. И наконец — логическая функция, самая сложная, которую теперь выполняют компьютерные технологии.
Проблемы отечественной отрасли
Однако не все так радужно. Если честно, российские специалисты-литейщики столкнулись с серьезной ситуацией: с конца XX века практически прекратила функционировать отечественная прикладная наука в области литейного производства. НИИ и конструкторские бюро исчезли. Отечественное литейное машиностроение? Его почти нет.
Это серьезно. Без научной базы инновационное развитие отрасли невозможно. Поэтому потребовался тщательный анализ существующих технологий и тенденций их развития.
Патентный мониторинг как инструмент прогнозирования
Методология исследования
Для содействия инновационному развитию была разработана методологическая оценка на основе мониторинга совокупностей патентных документов (СПД). Что это дало? Возможность построить концептуальные статистически обоснованные графические информационные модели (КСОГИМ).
Причем модели учитывали развитие аналогичных технологий в ведущих индустриально развитых странах — США, Японии, ЕС, России, Китае.
Исследования показали: отраслевые СПД по технологиям литейного производства опосредованно определяют качественные (структурные) и количественные (динамические) оценки научно-технического потенциала.
Структурный анализ за период 1896-2000 годов
Рассмотрим динамику патентования по основным направлениям технологий литейного производства за более чем столетний период.
| Направление | Начало XX века | Конец XX века | Тенденция |
|---|---|---|---|
| Плавка и заливка | ~30% | 10% | Снижение |
| Разовые песчаные формы | Стабильно | Небольшой спад | Стагнация |
| Специальные способы литья | 12% | 45% | Рост в 3,75 раза |
| Литейные сплавы | 4% | 10-12% | Рост за счет цветных сплавов |
Видите закономерность? Традиционные процессы уступают место специальным методам. Это логично.

Рис. 1. Структурная динамика патентования по направлениям технологий литейного производства
Направление литейных сплавов выросло главным образом за счет цветных сплавов: алюминия, магния, меди, цинка, титана. Это отражает реальные потребности современной промышленности.
Передовые технологии песчаных форм
Современное состояние и компьютеризация
Технология литья в разовые песчаные формы на протяжении всего XX века оставалась одним из основных производственных процессов. И сегодня она не утратила актуальности.
Ведущие задачи современной технологии решаются с использованием компьютерных систем:
- ✓ заливка форм
- ✓ управление кристаллизацией расплава в форме
- ✓ расчет параметров уплотнения формовочной смеси
- ✓ превентивный расчет добавок в смесь
Литейное производство располагает относительно широким спектром промышленно освоенных технологий. Песчано-глинистые смеси, песчано-смоляные, ХТС (холодно-твердеющие смеси) — это далеко не полный перечень.
Есть и технологии без связующих: вакуумнопленочная формовка, магнитная формовка, формовка по выжигаемым газифицируемым моделям.
Обоснованный выбор технологии
Такое многообразие требует обоснованного разграничения применения. Зависит от чего? От серийности производства, массы отливок, конструктивных особенностей, наличия высокопроизводительного оборудования. Не забываем про экологические и экономические факторы.
Динамика патентования позволяет судить о конкурентности направлений. Исследование по классам В22С 1/001/26 показало интересные результаты.
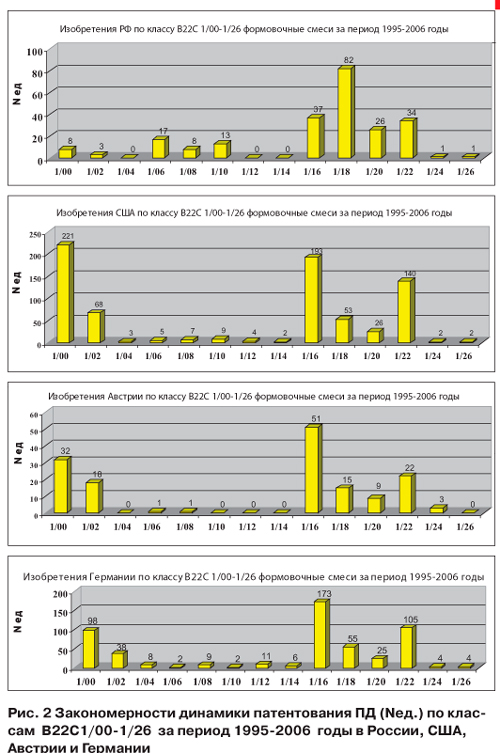
Рис. 2. Патентная активность по классам формовочных смесей
Патентование в РФ по рубрикам песчано-глинистых формовочных смесей (В22С 1/001/02) характеризуется крайне низкими показателями. Почему? Общие экономические трудности и отсутствие инновационных разработок по составам смесей.
А вот классы В22С1/16, 1/18, 1/20 и 1/22, относящиеся к смесям со связующими веществами (неорганическими, органическими, из искусственных или натуральных смол), показывают высокую динамику. Следовательно, эти направления наиболее перспективны.
Предусматривается дальнейшая конкретизация с применением:
- ★ полиалкенов
- ★ полиакрилатов
- ★ полимеров, содержащих галогены
- ★ фурановых полимеров
- ★ полимеров конденсации альдегидов и кетонов
- ★ полиэпоксидов
- ★ полиэфиров
- ★ поликарбонатов
- ★ полиамидов
В современном литейном производстве ни одна технология не является универсальной. Каждая имеет преимущества и недостатки, определенную область применения.
Специалисты ЗАО «Литаформ», НИИТавтопром и МГТУ МАМИ совместно разработали пакет прикладных программ. Что он включает? Параметры точности отливки, допуски, припуски на механическую обработку, формовочные уклоны, припуски на усадку. Также обобщающие параметры для проектирования литниковых систем, прибылей и холодильников.
Холодно-твердеющие смеси: химическое упрочнение
Основные принципы и материалы
Технология ХТС относится к методам химического упрочнения. Используется большая номенклатура связующих материалов, отличающихся химическим составом и механизмом действия.
Основной показатель — содержание связующих. От него зависит уровень прочностных характеристик стержней и форм, качество отливок, санитарно-технические характеристики процесса и технико-экономическая эффективность.
Применяя технологию ХТС, стремятся к минимальному расходу смолы. Но при этом нужно обеспечить достаточную общую и поверхностную прочность. Баланс важен.
К самотвердеющим смесям с неорганическими связующими относятся:
- → смеси на жидком стекле (СО2 процесс)
- → пластичные самотвердеющие смеси (ПСС)
- → жидкие самотвердеющие смеси (ЖСС)
- → смеси на жидком стекле с жидкими отвердителями
- → смеси на фосфатных связующих (железо-фосфатные, магний-фосфатные)
- → цементные смеси
Типы упрочнения
Технологии ХТС основываются на двух типах материалов и различиях их упрочнения:
Первый тип — смеси, включающие связующее и отвердитель (или катализатор), которые затвердевают без внешнего воздействия. У нас их называют самотвердеющими, на Западе — No Bake.
Второй тип — смолы, затвердевающие под воздействием внешнего газообразного реагента. Реагент продувают через стержень или форму. На Западе этот вид смесей определяют термином Coldbox.
Катализатор — компонент связующей композиции, обеспечивает отверждение смолы по каталитическому механизму. Например, амин в Coldbox-amin процессе.
Отвердитель — компонент, обеспечивающий отверждение благодаря химическому взаимодействию со связующим. Например, эфирные отвердители в процессах aset и bset.
Системный выбор процесса
От правильного, обоснованного выбора технологического процесса зависят все основные технико-экономические результаты. Тут все ясно.
Но вот проблема: на сегодняшний день не существует системного формализованного решения даже на уровне компьютерных технологий. Поэтому выбор оптимального производственного процесса требует системного анализа по трем направлениям:
- Технологическому
- Экономическому
- Экологическому
Следующая конкурентная технология — вакуумная формовка. Формы упрочняют физическим способом под воздействием вакуума.
Основные преимущества? Отсутствие газотворного связующего в составе формовочной смеси. Нет систем приготовления и регенерации смесей. Это существенно.
Анализ патентования по рубрикам МПК, относящимся к вакуумной формовке, показал: за период 1995-2006 годы динамика патентования по ведущим странам (США, Германия, Япония, РФ, Китай) незначительна.
Что это означает? Данная технология опирается в основном на разработки, запатентованные Японией в прежние годы. Технологическое оборудование, созданное в тот период, еще удовлетворяет современным требованиям.
Выводы по технологиям песчаных форм
На основании проведенного анализа можно сделать следующие выводы:
| Тип отливок | Рекомендуемая технология |
|---|---|
| Мелкие отливки, большие серии | Линии и автоматы безопочной формовки с песчано-глинистыми смесями |
| Средние отливки (черные и цветные сплавы), малые и большие серии | Импульсная формовка с подпрессовкой, вакуумнопленочная формовка, ХТС |
| Крупное литье, единичные отливки | Технология ХТС |
Современные технологии формования в песчаных формах в определенной степени отработаны, универсальны, взаимозаменяемы и конкурентны с учетом характера производств (массового, серийного, индивидуального).
Специальные способы литья: точность и эффективность
Задачи современного литейного производства
Перед современным литейным производством стоит задача максимального приближения по точности размеров и чистоте поверхности отливок к готовым деталям.
Почему это важно? Для обеспечения надежной работы деталей в особых условиях и агрессивных средах необходимо изготовлять детали точными методами. Методами, практически исключающими обработку резанием.
Обработка резанием снижает прочность и надежность деталей. А в некоторых случаях вообще недопустима или невозможна. Это факт.
Исследование по специальным способам литья по подклассу МПК В22D показывает: наиболее динамично развиваются с патентной точки зрения и по объемам производства непрерывное литье металлов и литье под давлением.
Получение заготовок определенной номенклатуры методом непрерывного литья взамен поковок, штамповок, литья в песчаные формы позволяет частично решать эти проблемы.
Непрерывная разливка металлов
Направления развития технологии
Направления развития технологии непрерывного литья металлов на ближайший период определяются следующими тенденциями:
По типам сплавов:
- ➤ непрерывное литье специальных сплавов
- ➤ алюминиевые и медные сплавы
- ➤ нержавеющие стали
- ➤ магниевые сплавы
- ➤ урановые стержни для атомных энергетических установок
По видам изделий:
- ➤ провода
- ➤ трубы
- ➤ составные слитки (из двух или более жидких металлов)
- ➤ армированные слитки
- ➤ двутавровые балки
- ➤ U-профиль
По конструкциям кристаллизаторов:
- ➤ использование магнитного поля в качестве кристаллизатора
- ➤ кристаллизаторы с напором в системе питания
- ➤ многоканальные кристаллизаторы
- ➤ вращающиеся кристаллизаторы
- ➤ кристаллизаторы со специальным профилем
- ➤ двухручьевое горизонтальное литье
- ➤ конструкции податливых кристаллизаторов
По системам контроля:
- ➤ контроль, чувствительный к уровню жидких металлов и шлака
- ➤ измерение температуры
- ➤ измерение веса жидкого металла
- ➤ использование оптических средств
- ➤ электрические, магнитные, звуковые и ультразвуковые средства
- ➤ использование рентгеновского или ядерного излучения
- ➤ контроль толщины закристаллизовавшейся корочки
- ➤ контроль вторичного охлаждения
Будущее непрерывной разливки связано с совершенствованием систем управления процессом в автоматизированном режиме. База — информационные технологии, использующие максимально возможное количество контролируемых технологических параметров, включая параметры предшествующих переделов.
Контроль качественных параметров литой металлопродукции интегрируется в общую систему производства металла. Это логично.
Литье под давлением: направления модернизации
Патентная активность и перспективы
Как показывают патентные исследования, литье под давлением после технологии непрерывного литья является наиболее востребованным технологическим процессом в ведущих индустриально развитых странах.
В развитии технологии литья под давлением на ближайшую перспективу можно отметить следующие направления модернизации:
- ☑ нагревание, охлаждение или смазывание пресс-форм с использованием инжекции
- ☑ совершенствование охлаждающей и нагревательной аппаратуры для пресс-форм
- ☑ обеспечение амортизации при пике прессования
- ☑ использование двух и более поршней для давления
- ☑ создание напряжения после запрессовки металла в форму
- ☑ совершенствование управляющих или выводящих устройств для удаления стержней
- ☑ совершенствование оборудования для обрезки питателей
- ☑ выбор материалов для пресс-форм
- ☑ совершенствование оборудования для подрыва или удаления отливок из пресс-форм
- ☑ создание пресс-форм, обеспеченных средствами для маркировки или узора
- ☑ создание пресс-форм со стенками с резьбой
В модельной оснастке предусматривается использование корректируемых, секционных, увеличивающихся в размерах или гибких моделей.
Для технологии изготовления форм по выплавляемым моделям — применение охлаждающихся или нагревающихся пресс-форм.
Легированные чугуны: патентная активность
Анализ динамики патентования
Рассмотрим закономерности динамики патентования по базам данных РФ, США, ЕС, Китая, Германии и Японии по классам С22С37/00-37/10.
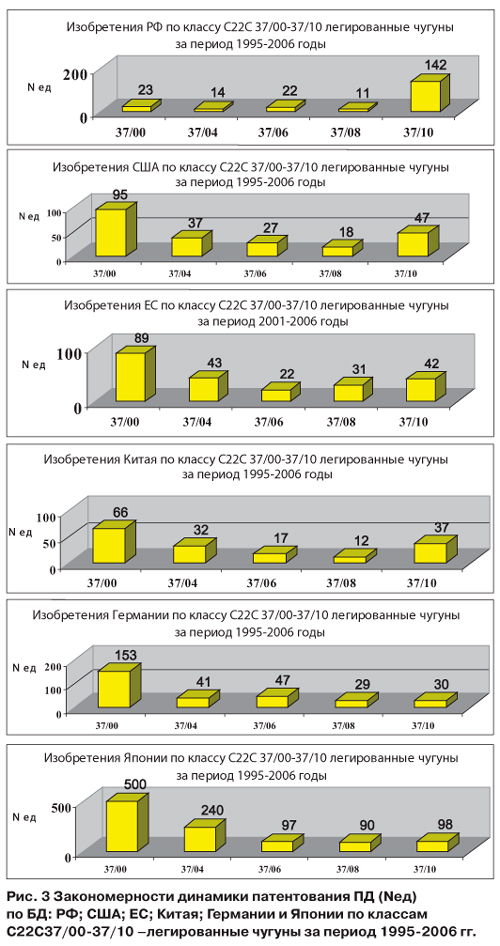
Рис. 3. Патентная активность по подгруппам легированных чугунов
Подгруппы МПК:
- 37/00 — легированные чугуны
- 37/04 — содержащие шаровидный графит
- 37/06 — содержащие хром
- 37/08 — с никелем
- 37/10 — содержащие алюминий или кремний
Анализ динамики патентования по легированным чугунам за период 1995-2005 гг. позволяет сделать следующие выводы:
Во-первых, патентование по всем подгруппам всех стран, кроме РФ, сходно. Отличие только в динамике — наибольшая активность в Японии.
Во-вторых, в РФ динамика патентования наибольшая в подгруппе 37/10 — чугуны, содержащие алюминий или кремний.
В-третьих, самая низкая динамика патентования из всех стран по подгруппе 37/04 — чугуны, содержащие шаровидный графит. Это настораживает.
Стали для отливок: марочный состав
Структура марочника
Марочник сталей и сплавов содержит 801 марку стали, в том числе 105 марок сталей для отливок. Стали для отливок составляют в общем списке 13%.
| Тип стали | Доля от сталей для отливок |
|---|---|
| Углеродистые стали | 10% |
| Хромосодержащие | 63% |
| Марганцовистые | 22% |
| Сплавы на никелевой основе | 8% |
Более 60% всех стальных отливок производилось из углеродистой стали, преимущественно 25Л, 35Л и 45Л.
Второе место по объему производства (более 15%) занимала износостойкая высоколегированная аустенитная сталь.
Около 10% отливок для ответственных тяжело нагруженных деталей машин производилось из конструкционных легированных сталей, сочетающих высокую прочность, пластичность и вязкость.
Особенно перспективны в настоящее время экономно легированные стали — марганцевые, марганцево-кремнистые и хромомарганцево-кремнистые. Это направление заслуживает особого внимания.
Цветное литье: структура производства
Объемы и доля сплавов
Общий выпуск цветного литья в стране составлял в лучшие годы примерно 5% (или выше 1 млн тонн в год) от общего выпуска фасонного литья, считая железо-углеродистые сплавы.
Но имел определенную тенденцию к увеличению своей доли в общем балансе литья.
В общем выпуске цветного литья:
- ★ алюминиевые сплавы — ~68%
- ★ медные сплавы — 25%
- ★ магниевые сплавы — 3%
- ★ цинковые сплавы — 4%
Композиционные материалы применяют для отливок, работающих в сложных термодинамических условиях. Например, в турбо- и ракетостроении, где требуются материалы с повышенными физико-механическими свойствами в области высоких температур.
Вводится дробная градация для литья различных цветных сплавов:
Литье легких сплавов:
- → с высокой точкой плавления: Be, Ti
- → с низкой точкой плавления: Al, Mg
Литье тяжелых металлов:
- → с чрезвычайно высокой температурой плавления: W, Ta, Mo, Zr, Cr, V
- → с высокой температурой плавления: Co, Ni, Mn, Cu
- → с низкой температурой плавления: Zn, Pb, Sn
Специальное литье предусматривает:
- → литье пенометалла
- → литье драгоценных изделий
Перспективы модернизации до 2020 года
Комплекс направлений развития
Поскольку изобретения обладают потенциалом упреждения, а изобретения в области технологий литейного производства внедряются в практику по оценкам экспертов примерно через 10 лет, можно достаточно обоснованно ожидать, что выявленные закономерности являются определенными и устойчивыми.
Рассмотрим дополнительные перспективные направления модернизации технологий литейного производства на ближайшую перспективу.
Формовочные смеси и связующие
Предусматривается дальнейшая конкретизация в развитии формовочных смесей с применением следующих связующих веществ:
- ✓ полиалкены
- ✓ полиакрилаты
- ✓ полимеры, содержащие галогены
- ✓ фурановые полимеры
- ✓ полимеры конденсации альдегидов и кетонов
- ✓ полиэпоксиды
- ✓ полиэстеры
- ✓ поликарбонаты
- ✓ полиамиды
Технологии смесеприготовления
Дальнейшее совершенствование технологий и технологического оборудования для смесеприготовления:
Например, смешивание формовочной смеси при транспортировке на конвейерной ленте с управляемыми элементами перемешивания и использование вибрации.
Процессы литья
В области процессов литья (совместно с металлургическим производством) предусматривается:
- ➤ совершенствование предварительной технологической обработки металлов газами
- ➤ применение контролируемых приборов для определения появления шлака в струе жидкого металла
- ➤ определение уровня жидкого металла
- ➤ определение толщины кристаллизующейся оболочки металла
- ➤ определение вязкости жидкого металла
Обработка отливок
Предусматривается модернизация обработки отливок после литья:
- ➤ удаление стержней выщелачиванием, вымыванием или растворением
- ➤ использование взрывной волны
- ➤ использование эффекта электрогидравлического удара
Выделены для модернизации технологии герметизации или пропитки пористого литья.
Оборудование
Предусматривается модернизация в оборудовании, используемом как в литейном производстве, так и в металлургическом:
- ➤ применение модернизированных установок для чистки ковшей
- ➤ для футеровки ковшей и ее восстановления
- ➤ для удаления футеровки
- ➤ охлаждение стопора
- ➤ применение стопора со средствами для введения жидких добавок в расплав
- ➤ обеспечение вращения выливающемуся из ковша жидкому металлу
Обработка металла в форме
Предусматривается модернизация обработки металла в жидком или вязком состояниях в литейной форме:
- ➤ использование инертного газа
- ➤ использование реактивных газов
- ➤ направленная кристаллизация
Что имеем в итоге? Комплексная программа модернизации охватывает все этапы литейного производства — от подготовки материалов до финишной обработки отливок.
Это мощный импульс для развития отрасли. Главное — реализовать эти направления на практике.
Алексей Алексеевич Минаев
профессор, к.т.н. кафедры М и ТЛП имени П.Н. Аксенова МГТУ «МАМИ»
Список литературы:
1. Минаев А.А. Современные представления о закономерностях развития технологий литейного производства // Литейщик России. 2006. № 8, С. 28-35.
2. Марочник сталей и сплавов, 2-е изд. – М. «Машиностроение», 2003, Изд. «Машиностроение-1», 782 с.

