История внедрения лазеров в производство
Научные разработки 80-90-х годов
Восьмидесятые и девяностые годы прошлого века стали переломными для отрасли. Именно тогда начались серьезные научно-исследовательские и опытно-конструкторские работы. Ученые и инженеры искали способы применения лазерных технологий в сельхозмашиностроении.
С учетом уровня развития лазерной техники того времени и специфики отраслевых задач, работы сосредоточились на нескольких направлениях. Резка листовых материалов, упрочнение поверхностей, наплавка изношенных деталей и, в меньшей степени, сварка. Эти технологии постепенно внедрялись в опытном и серийном производстве.
Ряд предприятий России и стран СНГ начал использовать лазерное оборудование. Тракторные заводы, комбайновые производства, предприятия по выпуску сельхозмашин и запасных частей — все они оценили преимущества новой технологии. Ремонтно-технические предприятия применяли лазеры для упрочнения деталей прямым воздействием излучения или их восстановления методом лазерной наплавки.
Лазерная резка: текущее состояние отрасли
Парадокс современного производства
Удивительно, но факт. Несмотря на широкое распространение лазерной резки во многих отраслях промышленности, тракторные заводы используют ее крайне ограниченно. В начале 2000-х годов несколько предприятий в рамках технического перевооружения закупили лазерные раскройные комплексы ведущих зарубежных фирм — Trumpf, Bystronic, Mazak.
Отечественного оборудования для лазерной резки на тракторных заводах, по имеющимся данным, практически нет. Хотя при планируемом увеличении объемов выпуска тракторов оснащение производства лазерными комплексами становится неизбежностью. Нельзя забывать и о моральном и физическом износе импортных установок, находящихся в эксплуатации.
На комбайновых заводах и предприятиях по выпуску сельхозтехники ситуация еще сложнее. Лазерная резка практически не применяется. За исключением ОАО «Ростсельмаш».
На Ростовском прессово-раскройном заводе, входящем в состав объединения, создан самый крупный в России парк лазерных комплексов. Восемнадцать машин фирмы Trumpf!
| Модель оборудования | Размеры стола, мм | Толщина резки стали, мм |
|---|---|---|
| Trumatic L 3030/4030/3050 | 1500×3000 | Углеродистая до 25, нержавеющая до 12 |
| TruLaser 5030classic | 2000×4000 | Углеродистая до 25, нержавеющая до 12 |
| TruLaser 5040 | 2000×4000 | Углеродистая до 25, нержавеющая до 12 |
Завод выполняет заказы по лазерной резке для ряда машиностроительных предприятий региона. Это серьезный показатель эффективности технологии.
Сварка лазером: перспективы развития
Почему технология не прижилась?
По имеющейся информации, на тракторных и комбайновых заводах лазерная сварка практически не применяется. За исключением единичных случаев, например, на ОАО «Ростсельмаш».
Это направление требует глубокой проработки. Необходимы экспериментальные работы, оценка экономической целесообразности замены существующих технологий сварки на лазерную. Без тщательного анализа внедрять новую технологию рискованно.
Впрочем, потенциал огромен. Лазерная сварка обеспечивает высокую точность, минимальные деформации, отличное качество шва. Вопрос лишь в экономике и готовности предприятий к модернизации.
Упрочнение деталей: проверенная технология
Реальные примеры внедрения на заводах
А вот здесь ситуация принципиально иная. На некоторых заводах сельхозмашиностроения ведутся активные работы по использованию технологии лазерного упрочнения. Санкт-Петербургский и Минский тракторные заводы применяют ее для быстроизнашивающихся деталей коробок передач и трансмиссии тракторов.
Положительный опыт разработок и внедрения, накопленный в предыдущие годы, заслуживает отдельного разговора. Для реализации несомненных преимуществ лазерной технологии необходима разработка универсальных и специальных комплексов для упрочнения в ближайшие два-три года.
Особо стоит отметить перспективность применения лазерной технологии в ремонтном производстве. Упрочнение и восстановление деталей с низким ресурсом, деталей импортной техники с высокими стоимостью запасных частей, транспортными и таможенными расходами — это актуально как никогда.
Этому направлению уделяется значительное внимание на заводах-производителях тракторной техники и ремонтных предприятиях как за рубежом, так и в нашей стране. Как правило, восстановленные лазерным излучением детали по своему ресурсу не уступают новым. Это факт.
Экономика ремонта сельхозтехники
Об актуальности проблемы свидетельствует тот факт, что по информации ГНУ ГОСНИТИ затраты на ремонт сельскохозяйственной техники в России составляют около 65 млрд рублей в год. Внушительная цифра, не правда ли?
В настоящее время при активной позиции указанного института решается задача о включении лазерной технологии и оборудования в состав планируемых 15 региональных ремонтно-технических центров. Следует также отметить, что оснащение этих центров современным оборудованием для традиционной термообработки и химико-термической обработки нецелесообразно ввиду единичного или мелкосерийного характера производства.
Лазерная технология практически целиком решает указанную проблему. Обеспечивает высокую износостойкость деталей и достаточную производительность. Что еще нужно?
Роботизированные комплексы нового поколения
От теории к практике
К сожалению, с конца 90-х и начала 2000-х годов внедрение новых технологий существенно замедлилось. Резкое падение производства, неблагоприятная экономическая ситуация — все это тормозило техническое перевооружение крупных предприятий.
В стоимостном выражении объем рынка сельскохозяйственной техники в России составил в 2012 году около 125 млрд руб. Из них доля российских предприятий — около 34 млрд руб. В натуральном выражении было произведено около 22 тыс. тракторов. Это почти в 10 раз меньше, чем в 1989 году. Причем выпуск отечественных моделей составил всего 20,2%.
В последующие два года продолжалось падение производства по основным видам сельскохозяйственной техники. Рынок сельскохозяйственных тракторов России в 2014 году по отношению к 2013 году снизился на 3,8%. Общий объем продаж тракторов за январь–декабрь 2014 года составил 43 850 единиц. Из них только 1316 тракторов российских марок — доля рынка всего 3,1%.
В 2014 году в структуре рынка тракторов произошло увеличение рыночной доли импорта новых тракторов иностранных марок, которая выросла с 26,1 до 39,0%. Совокупные продажи собранных в России новых тракторов иностранных марок (John Deere, Claas, Case New Holland, Versatile) и ХТЗ сократились на 16% с 2 683 единиц до 2 254 при сужении их рыночной доли с 5,9 до 5,1%.
Продажи белорусских тракторов российской сборки упали на 27,8% до 2,6 тыс. штук, а их доля на рынке снизилась с 7,8 до 5,8%. Картина не радужная.
Ситуация с комбайнами
Несколько более благоприятная ситуация сложилась на рынке зерноуборочных комбайнов. Выпуск которых в России в 2014 году составил 5 787 единиц, а падение рынка к 2013 году составило всего 1,5%.
Отечественные марки заняли доминирующее положение и увеличили свою долю с 52,5 до 58,8%. Причем их продажи увеличились также в натуральном выражении до 3396 единиц (+10,2%). Продажи комбайнов иностранных марок (кроме белорусских), собранных в России, сократились на 18,0% до 730 единиц. Рост производства отмечен у производителей запасных частей.
Однако положительные на первый взгляд тенденции не могут скрыть серьезного факта. Преобладающую часть производства составляет сборка импортной техники, в том числе белорусской. В этом случае основная часть стоимости продукта (в виде сборочных комплектов) создается вне России. Относительно небольшой размер добавленной стоимости не требует больших трудозатрат и соответственно полноценной занятости рабочей силы, особенно высококвалифицированной.
Потеря рабочих мест в отрасли сельскохозяйственного машиностроения составила по сравнению с 2008 годом 20 тыс. человек. Занятость уменьшилась вдвое. Вот такая реальность.
Волоконные лазеры: прорыв в машиностроении
Типичные параметры обработки
Исходя из многолетнего опыта, остановимся более подробно на проблемах лазерного упрочнения и восстановления. Типичные параметры лазерного поверхностного упрочнения (закалки) при мощности излучения 2—3 кВт:
- ✓ Глубина упрочнения до 1,5 мм
- ✓ Производительность 50—100 см²/мин
- ✓ Твердость до 60—65 HRC (для углеродистых сталей)
Наплавка порошковыми материалами:
- ✓ Толщина 1,5—2,0 мм (реже до 4 мм)
- ✓ Производительность 15—30 см²/мин
Наиболее значимые примеры опытного и промышленного внедрения оборудования и технологий с организацией производственных участков на предприятиях тракторного, автомобильного и сельскохозяйственного машиностроения (конец прошлого — начало нынешнего века), в которых авторы принимали непосредственное участие:
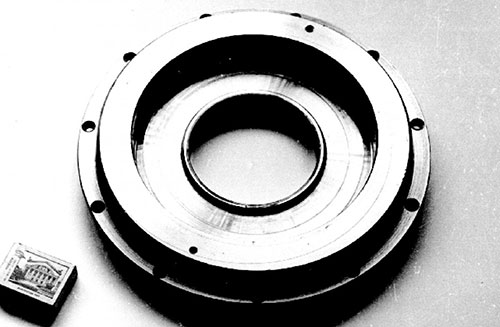
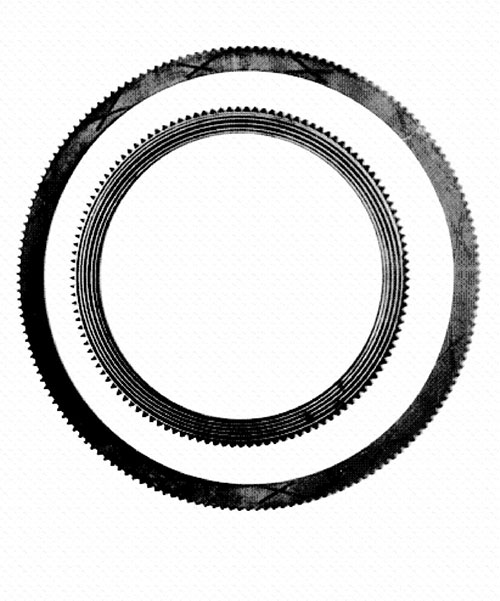
Рис. 1. Упрочненные лазером нажимные диски и диски трения трактора К-700
| Применение | Материал | Твердость, HRC | Глубина, мм | Эффект |
|---|---|---|---|---|
| Коленчатые валы двигателя А-41 (ДТ-75) | Сталь 45 | 50-56 | 0,5-0,8 | Износостойкость ↑ в 1,5-2 раза |
| Нажимные диски К-701А | Сталь | 50-56 | 0,5-0,8 | Износостойкость ↑ в 2,5-3 раза |
| Демпфер крутильных колебаний (8 ДВТ-330) | Чугун СЧ18 | 52-58 | 1,0-1,2 | Износостойкость ↑ в 2 раза |
| Лемехи, грейдерные ножи | Сталь | 52-68 | 1,5-1,8 | Износостойкость ↑ в 2,5-4 раза |
| Детали ходовой части гусеничных тракторов | Сталь Гадфильда | - | - | Износостойкость ↑ в 1,7-2 раза |
Лазерное упрочнение нажимных дисков трактора К-701 А на ПО «Кировский завод» показало увеличение износостойкости в 2,5—3 раза.
Упрочнение демпфера крутильных колебаний из чугуна СЧ18 тракторного двигателя 8 ДВТ-330 на Волгоградском моторном заводе: HRC — 52—58, глубина упрочнения 1,0—1,2 мм, увеличение износостойкости в 2 раза.
Упрочнение и наплавка лемехов, грейдерных ножей, упрочнение подшипников на Г. П. Вуков (Словакия): HRC — 52—68, глубина упрочнения 1,5—1,8 мм, глубина наплавки 3,5—4,0 мм, увеличение износостойкости в 2,5—4 раза.
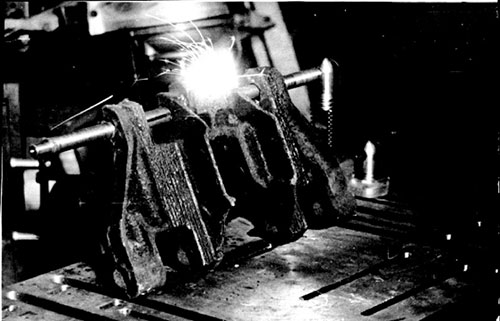
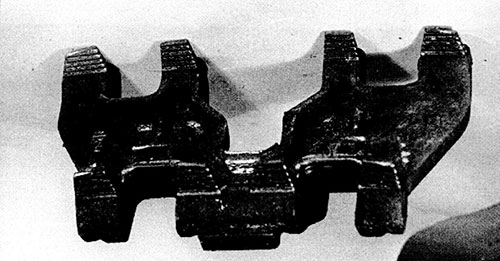

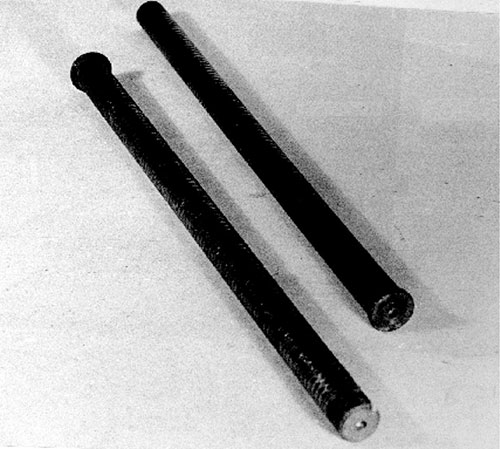
Рис. 2. Детали ходовой части гусеничных тракторов
Упрочнение деталей ходовой части гусеничных тракторов, в том числе изготовленных из стали Гадфильда, увеличило износостойкость в 1,7—2 раза.
Дополнительные примеры внедрения:
- ☑ Упрочнение ряда деталей трактора на Харьковском тракторном заводе (3 установки)
- ☑ Лазерное упрочнение корпусов гидронасоса из чугуна СЧ-20 на ПО «Пневмостроймашина» (Екатеринбург)
- ☑ Лазерное легирование и восстановление канавок поршня на Ульяновском моторном заводе: HRC — 62—68, глубина обработки 1,5—1,8 мм, увеличение износостойкости в 2,5—3 раза
Восстановленный методом лазерной наплавки барабан тяговой лебедки показан на рисунке ниже. Толщина наплавленных слоев составляла от 3 до 5 мм в зависимости от износа ручья.
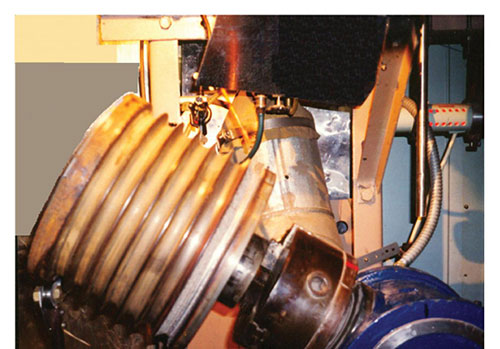
Рис. 3. Восстановленный лазерной наплавкой барабан тяговой лебедки
Многолучевые лазерные установки
Внедрение технологии упрочнения и восстановления осуществлялось на многолучевых лазерных установках типа ЛН-2,5 НМ разработки и производства НПО «Электротерм» (НПЦ «Лазертерм», НПЦ «Лазер-Т», Москва). На базе этих установок создавались универсальные и специальные лазерные комплексы, в том числе автоматизированные и роботизированные.
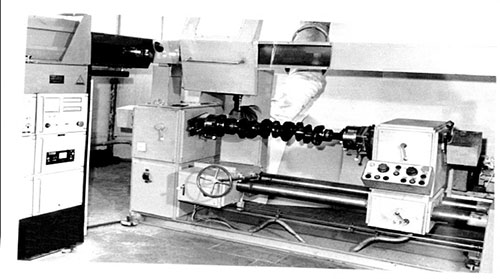
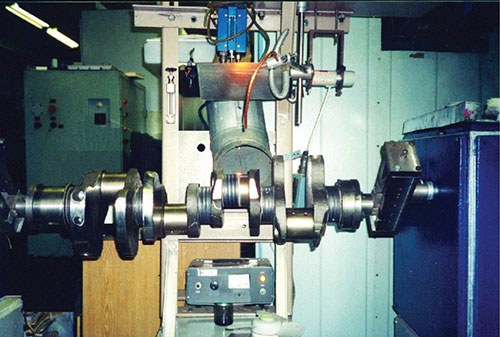
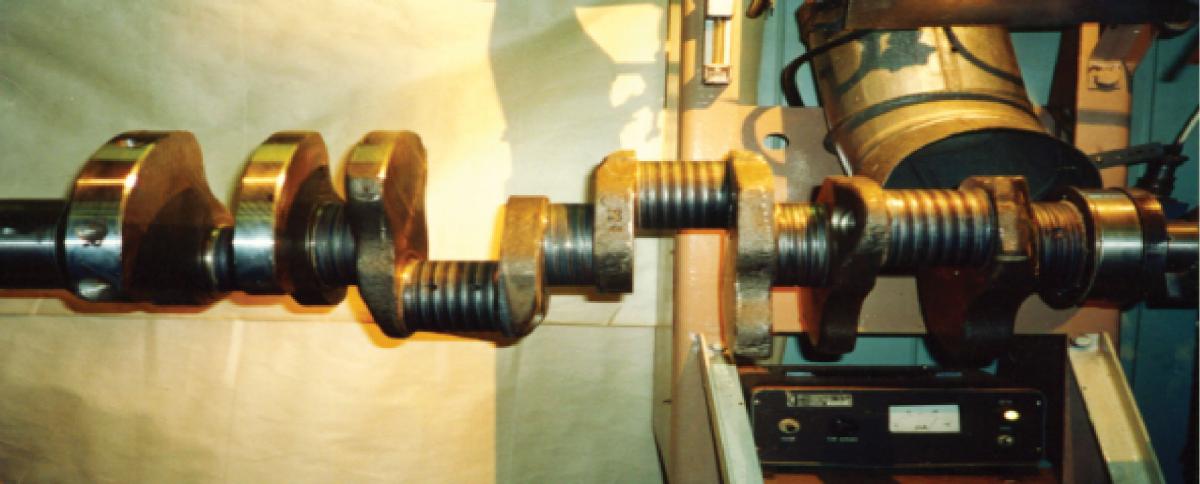
Рис. 4. Лазерный комплекс для упрочнения и восстановления коленчатых валов тракторных двигателей
Комплекс для упрочнения и восстановления коленчатых валов тракторных двигателей на Борском РТП Нижегородской области находился в эксплуатации свыше 12 лет. Комплекс состоял из многолучевого лазера мощностью 2,5 кВт, манипулятора-вращателя с центросместителем, оптико-механической системы и блока управления.
Поперечный шлиф зоны упрочнения изображен на следующем рисунке. Технология упрочнения и наплавки разрабатывалась совместно с ВНПО «Ремдеталь».
Рис. 5. Упрочненная зона коленчатого вала
Международный опыт
Накопленный опыт был использован для развития работ по лазерной технологии за рубежом, в частности в Болгарии, Польше и Чехословакии. Для упрочнения деталей широкой номенклатуры НПО «Электротерм» (Россия) и МНПО «Робот» (Чехословакия) совместно создали уникальный комплекс, не имеющий до настоящего времени аналогов в сельскохозяйственном машиностроении.
Комплекс состоял из:
- ★ Многолучевого лазера ЛН-2,5 НМ с выходной мощностью до 3,5 кВт
- ★ Мостового робота с рабочим полем 4×2,5 м производства завода «Вуков» (Чехословакия)
- ★ Оптико-механической зеркально-линзовой системы с корригирующими оптическими элементами
- ★ Системы управления
- ★ Рабочей кабины
- ★ Паллетной системы загрузки-выгрузки заготовок

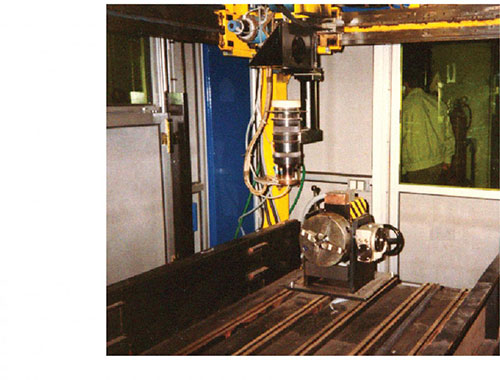

Рис. 6. Роботизированный комплекс для упрочнения лемехов (Словакия)
После проведения опытных работ и определения возможных областей применения лазерных технологий для упрочнения машиностроительных деталей и с учетом перехода к рыночной экономике было признано целесообразным сориентировать работу комплекса исключительно на упрочнении лемехов.
На поверхность лемеха в зоне его износа наносились параллельные упрочняющие дорожки шириной от 6 до 9 мм и глубиной упрочненного слоя от 1,0 до 1,7 мм. Результаты испытаний показали увеличение износостойкости не менее чем в 2—3 раза в зависимости от типа грунтов. Эта технология была принята как базовая, и лемеха упрочнялись в две смены централизованно для всей Словакии.
Аналогичные работы были проведены в России совместно с ОАО «Муромский ремонтно-механический завод». Упрочненная лазером партия лемехов ПЛЕ-702-ЛУ (сталь Л53) проходила испытания в южных и северных регионах России.
Результаты испытаний показали возможность увеличения ресурса работы лемехов с лазерным упрочнением в 2,5—3 раза по сравнению с серийно выпускаемыми лемехами. К сожалению, объемы испытаний были недостаточно велики. Но и они показали, что обработанные лазерным излучением лемеха не уступают по износостойкости лемехам с наплавкой твердосплавным порошком.
Следует отметить и тот факт, что эти лемеха обладали более высокой сопротивляемостью сколам и выкрашиванию лезвий. При этом себестоимость изготовления повышается не более, чем на 30—40%, а срок окупаемости затрат на создание и внедрение технологии лазерного упрочнения составит около 18 месяцев.
Всего для оснащения предприятий сельхозмашиностроения было поставлено 16 единиц лазерных установок этого типа и комплексов на их основе.
Экономика и окупаемость технологий
Преимущества волоконных лазеров
Однако до настоящего времени широкому внедрению лазерных технологий в производство препятствовали определенные недостатки. Связанные с типом используемых лазеров, как правило, твердотельных и газовых:
- ✖ Низкий КПД
- ✖ Высокое энергопотребление
- ✖ Нестабильность энергетических и оптических характеристик
- ✖ Большие эксплуатационные расходы
- ✖ Значительные габариты
Появление на рынке мощных волоконных лазеров расширяет технологические возможности их использования для лазерной закалки, упрочнения, легирования и наплавки в машиностроительных отраслях промышленности. Разработчиком и производителем этих лазеров, а также комплексов на их основе является компания НТО «ИРЭ-Полюс» (г. Фрязино, Московской обл.).
Главные преимущества волоконных лазеров:
| Преимущество | Характеристика | Выгода для производства |
|---|---|---|
| Высокий КПД | Практически не зависит от уровня мощности | Снижение энергозатрат |
| Регулирование излучения | По мощности, частоте и длительности импульсов | Гибкость технологических процессов |
| Передача излучения | На расстояние до нескольких десятков метров | Удобство размещения оборудования |
| Малые габариты | Компактная конструкция | Легкая интеграция в существующие линии |
| Долговечность | До 50 000 часов | Минимальные простои |
| Эксплуатационные расходы | Низкие | Снижение себестоимости |
Высокие уровни мощности волоконных лазеров (до 30 кВт) и оснащение их оптическими переключателями позволяют передавать лазерное излучение от одного источника к индивидуальным постам для выполнения однотипных или различных технологических операций. Например, резки, сварки, термоупрочнения и других. Что в производственных условиях существенно снижает капитальные затраты.
В НТО «ИРЭ-Полюс» помимо лазеров развернут выпуск лазерных комплексов для резки, сварки, наплавки и других технологических операций, необходимых в современном промышленном производстве.

Рис. 7. Лазерный комплекс для наплавки на базе волоконного лазера мощностью 4 кВт и робота Кука
Прогнозы развития до 2020 года
Перспективы отрасли
К настоящему времени выпущено значительное количество волоконных лазеров мощностью свыше 1 кВт. Которые могут быть интегрированы в технологические комплексы для использования в основном и ремонтном производстве предприятий тракторного и сельскохозяйственного машиностроения.
А последние решения директивных органов и курс на импортозамещение позволяют с оптимизмом рассматривать перспективы восстановления утраченных позиций и продвижения лазерных технологий. Кроме того, в определенной степени переход многих предприятий от крупносерийного к мелкосерийному и единичному производству способствует увеличению объема применения лазерной техники как универсальной, легкоперенастраиваемой и эффективной.
С учетом проведенного анализа, по оценкам экспертов, на тракторные заводы России и СНГ в ближайшие три-четыре года возможна поставка 8—10 лазерных комплексов для раскроя стального листа. Это могут быть Чебоксарский, Волгоградский, Онежский тракторные заводы, Курганмашзавод и другие.
Что касается лазерной сварки, то возможными потребителями лазерного оборудования являются ОАО «Ростсельмаш», Курганмашзавод, Чебоксарский тракторный завод и другие.
Перспективным представляется расширение объема применения лазерной техники для упрочнения в основном и ремонтном производстве. По мнению специалистов, количество поставляемых комплексов на период до 2020 года составит не менее 15—20 штук.
Надеемся, что приведенные скромные прогнозные оценки будут откорректированы в недалеком будущем в сторону существенного увеличения.
В. М. Журавель, д. т.н., проф., И. Ф. Буханова, д. т.н
ООО «НПЦ «Лазер-Т»
Email: gyrav@sumail.ru
Литература
- И. Ф. Буханова, В. В. Дивинский, В. М. Журавель Применение лазерного излучения для упрочнения и восстановления деталей сельскохозяйственного машиностроения//Сборник «Лазерные технологии в сельском хозяйстве». «Техносфера». 2008 г. с. 264—270.
- www.ntoire-polus.ru.

