Проект УГАТУ-УМПО: технологическое опережение
Проект УГАТУ-УМПО запущен в рамках выполнения постановления правительства РФ № 218 «Развитие кооперации российских вузов и производственных предприятий», нацеленного на восстановление тесного взаимодействия образования, науки и производства.
Проект «Технологическое опережение» включает одно из важнейших направлений в области критических технологий — разработку и внедрение промышленных комплексов, в частности, для линейной сварки трением с целью получения облегченных неразъемных высокопрочных конструкций, таких как моноколеса (блиски) ГТД.
Вместе с тем, реализация проекта позволяет на основе тесного взаимодействия вуза и предприятия создать современную инновационную систему подготовки и переподготовки специалистов.
Тем самым формируется сумма научно-технических компетенций, необходимых для создания современного производства авиационных двигателей новых поколений.
Моноколеса (блиски): применение ЛСТ
Применение моноколес в конструкциях компрессоров газотурбинных двигателей обеспечивает существенное снижение массы узла.
Ряд зарубежных производителей авиационных двигателей (General Electric, Pratt & Whitney, Rolls-Royce и др.) освоили технологию соединения отдельно изготовленных лопаток и диска с применением процесса названного Linear friction welding (LFW) — линейной сварки трением (ЛСТ).
Что дает возможность изготовления лопаток и диска из сплавов разных марок.
Принцип линейной сварки трением
ЛСТ — разновидность сварки трением, при которой детали совершают возвратно-поступательное движение друг относительно друга.
В связи с тем, что это относительно новый способ сварки, опубликованные работы по исследованию свойств сварных соединений [1,2,3] не содержат сведений о свариваемости двухфазных титановых сплавов различного химического состава.
Имеющийся опыт применения ротационной сварки трением свидетельствует о том, что при сварке на жестких режимах нагрева удается получать соединения разнородных материалов с высокими характеристиками [4].
Режимы ЛСТ вполне можно отнести к жестким — при давлении осадки порядка 100 МПа соединение сечением нескольких квадратных сантиметров можно получить менее чем за одну секунду.
В представленной работе исследовалась свариваемость двухфазных титановых сплавов ВТ6 и ВТ8-1 между собой.
Условия проведения эксперимента
Для исследования свариваемости были использованы образцы в форме параллелепипедов высотой 35 мм и сечением 13×26 мм, изготовленные из сплавов ВТ6 по ОСТ 1 90006 и ВТ8-1 по ОСТ 1 90197.
Химический состав образцов, определенный с помощью оптико-эмиссионного спектрометра TASMAN Q4 200, приведен в табл. 1.
| Элемент | ВТ8-1, % | ВТ6, % | Элемент | ВТ8-1, % | ВТ6, % |
|---|---|---|---|---|---|
| Si | 0,15 | 0,032 | Zr | 2,051 | 0,011 |
| Mn | 0,011 | 0,0020 | Sn | 0,7 | 0,014 |
| Cr | 0,010 | 0,023 | Pb | 0,023 | 0,111 |
| Ni | 0,0092 | 0,0098 | C | 0,301 | 0,024 |
| Mo | 4,721 | 0,035 | Cu | 0,089 | 0,0086 |
| Al | 2,434 | 6,086 | Co | 0,0029 | 0,00054 |
| Fe | 0,055 | 0,241 | B | 0,0003 | 0,011 |
| V | 0,021 | 5,049 | Nb | 0,0001 | 0,0001 |
| W | 0,051 | 0,00010 | Ti | 89,61 | 88,34 |
Микроструктура материалов приведена на рис. 1, механические свойства применяемых материалов соответствовали требованиям приведенных выше отраслевых стандартов.
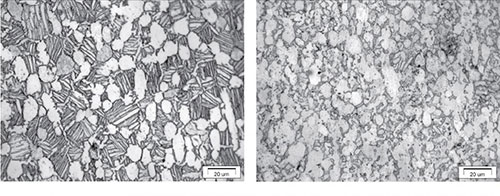
Рис. 1. Микроструктура основного металла: а – сплав ВТ8-1; б – сплав ВТ6
Параметры режима ЛСТ
Основными параметрами ЛСТ являются:
- ✦ Частота f и амплитуда a возвратно-поступательного движения
- ✦ Сварочное pСВ и ковочное pК давление
- ✦ Величина осадки h, при достижении которой прекращается возвратно-поступательное движение
На рис. 2 приведены графики изменения усилий осадки и осцилляции, а также перемещения привода машины для ЛСТ в цикле сварки.
Весь период нагрева (период действия возвратно-поступательных движений) можно разделить на стадию разогрева и осадки с нагревом.
На начальной стадии процесса ЛСТ осуществляется разогрев металла в стыке до пластического состояния, при котором начинается его выдавливание в грат.
Время разогрева, обозначенное на рис. 2 как t1, соответствует периоду с начала нагрева до появления заметной осадки.
Вторая стадия соответствует формированию грата в условиях, когда амплитудные значения усилия привода осцилляции Fа стабилизируются, а скорость осадки tg α остается постоянной до окончания нагрева.
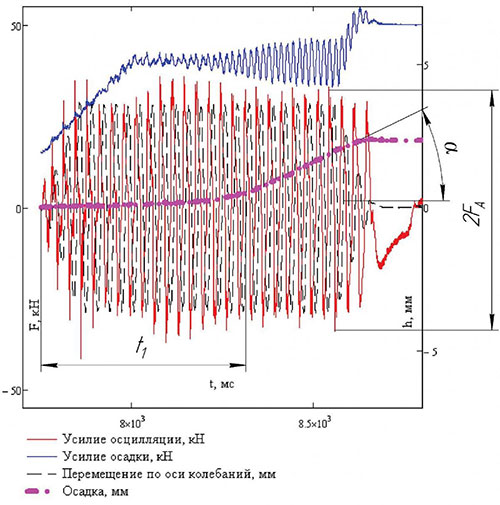
Рис. 2. Пример циклограммы процесса ЛСТ
Поскольку существенным фактором, затрудняющим сварку деталей различного химического состава, является разное сопротивление пластическому деформированию деталей в нагретом состоянии, нами была предпринята попытка оценить различия в условиях формирования соединения при сварке сплавов ВТ6 и ВТ8-1.
Оценка производилась путем сравнения значений t1, FA, и tg α, полученных при сварке ВТ6 + ВТ6 и ВТ8-1 + ВТ8-1 на одинаковом сочетании параметров режима.
Для сварки образцов были приняты значения параметров режима, приведенные в табл. 2 и опробованные ранее при сварке сплава ВТ6.
| pСВ, МПа | pК, МПа | a, мм | f, Гц | h, мм |
|---|---|---|---|---|
| 100 | 100 | 2 | 50 | 2 |
Результаты и анализ
Сравнение значений t1, FA, и tg α, усредненных по результатам трех опытов на образцах ВТ6 + ВТ6 и трех опытов на образцах ВТ8-1 + ВТ8-1 (см. табл. 3), показало, что условия формирования соединения сплавов ВТ6 + ВТ6 и ВТ8-1 + ВТ8-1 различаются незначительно.
| Материалы | t1, мс | tg α, мм/с | Fa, кН |
|---|---|---|---|
| ВТ6 + ВТ6 | 702 | 5,18 | 38,6 |
| ВТ8-1 + ВТ8-1 | 761 | 5,38 | 37,4 |
| Отклонение | |||
| 8,4% | 3,9% | -3,1% | |
А приведенные в табл. 2 параметры режима ЛСТ, скорее всего, применимы для сварки сплавов ВТ8-1 и ВТ6 между собой.
Свариваемость образцов оценивалась:
- Визуально — по наличию и форме выдавленного грата
- Путем металлографических исследований на оптическом микроскопе OLYMPUS GX51 с увеличением до ×1000
- По результатам испытания сварных соединений на растяжение с применением разрывной машины ISTRON 5982
Визуальный осмотр соединений показал удовлетворительное формирование шва.
Как видно из рис. 3, выдавливание грата происходит по всему периметру стыка. Форма грата идентична форме грата в соединениях ВТ6 + ВТ6 и ВТ8-1 + ВТ8-1.

Рис. 3. Фотография деталей из ВТ6 и ВТ8-1, сваренных между собой
Обмер сваренных образцов показал, что укорочение претерпели обе детали, однако осадка происходила неравномерно — в среднем на деталь из сплава ВТ6 приходится 64 % от общего укорочения при сварке.
Среди рассмотренных на циклограмме характеристик процесса сварки в наибольшей степени различаются значения t1, что, возможно, свидетельствует о более низкой температуре начала формирование грата при сварке ВТ6, и что, скорее всего, является причиной большей осадки детали из этого сплава.
Металлографический анализ
В ходе металлографического анализа были исследованы макро- и микрошлифы сварных соединений.
На макрошлифе сварного соединения отчетливо видно линию стыка и границы сварного шва (рис. 4).
Фотографии микроструктуры различных зон сварного соединения, показанные на рис. 5, демонстрируют измельчение зерен и формирование текстуры по направлению взаимного перемещения деталей при сварке.
Видимые на макрошлифе линии, ограничивающие сварной шов, представляют собой зону термомеханического влияния (ЗТМВ).
Размер ЗТМВ не превышает 200 мкм со стороны ВТ8-1 и еще меньше со стороны ВТ6.
Рост зерна в пределах ЗТМВ не наблюдается с обеих сторон от стыка.
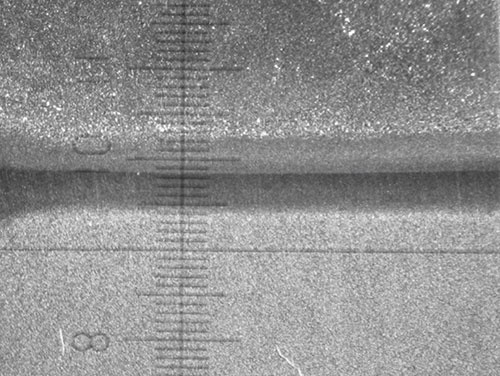
Рис. 4. Макроскопическое строение соединения
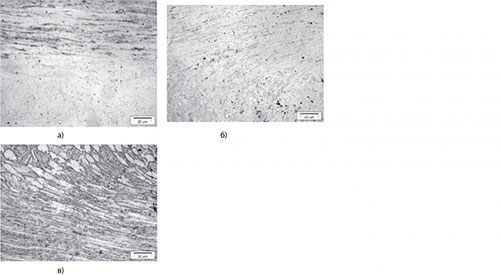
Рис. 5. Фотографии различных зон сварного соединения: а — зона стыка; б — ЗТМВ со стороны ВТ6; в — ЗТМВ со стороны ВТ8-1
При изучении линии стыка с увеличением ×1000 (рис. 5, а) не обнаружено пор и окисных пленок.
Наблюдаемая на макрошлифе четкая линия стыка представляет собой набор межзеренных границ, по одну сторону от которой располагаются зерна с химическим составом, соответствующим ВТ6, а по другую сторону — с химическим составом, соответствующим ВТ8-1.
Испытания на растяжение
Испытания сварных соединений на растяжение проводились в соответствии с методикой, изложенной в ГОСТ 6996.
Размеры и форма образцов соответствовали типу XXIV указанного стандарта, эскиз которого показан на рис. 6.
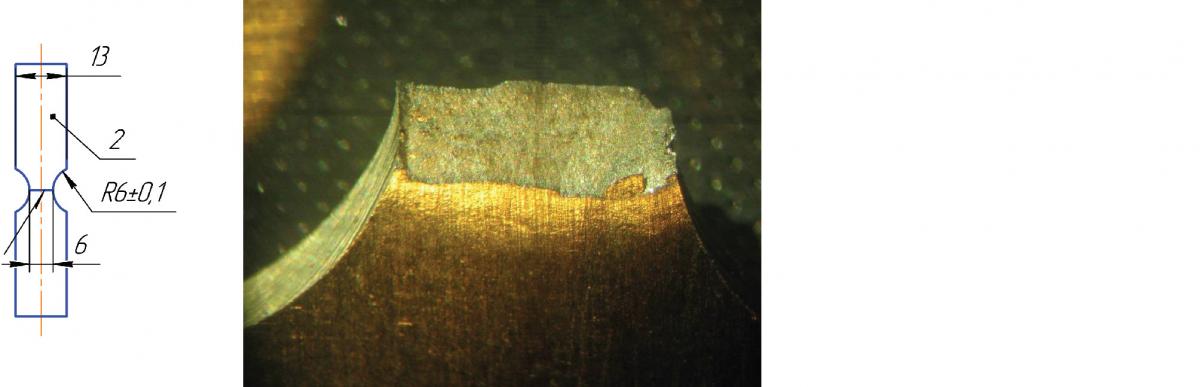
Рис. 6. Эскиз образца типа XXIV по ГОСТ 6996 и фотография излома
В дополнение к испытаниям сварных соединений были испытаны образцы, изготовленные из основного металла — сплава ВТ8-1, по форме идентичные сварным.
Несмотря на то, что минимальное сечение образца располагалось в плоскости стыка, все образцы разрушились по ЗТМВ со стороны ВТ8-1 (рис. 4 б), со средним значением предела прочности 1194 МПа.
Что оказалось несколько выше, чем у основного металла (1150 МПа).
Повышение предела прочности сварных соединений по сравнению с основным металлом может объясняться не только структурными изменениями при сварке, но и тем, что разрушение при испытании сварных соединений и основного металла происходило в сечениях, имеющих разную площадь.
Выводы
Свариваемость сплавов ВТ6 и ВТ8-1 между собой хорошая. Сварные соединения обладают высокой статической прочностью.
На линии стыка в сварном соединении не обнаружено дефектов типа окисных пленок и пор.
Рост зерна в пределах ЗТМВ при ЛСТ с обеих сторон сварного стыка не наблюдается.
Размер ЗТМВ не превышает 200 мкм со стороны ВТ8-1 и еще меньше со стороны ВТ6.
| Параметр | Значение | Примечание |
|---|---|---|
| Предел прочности сварных соединений | 1194 МПа | Выше основного металла |
| Предел прочности основного металла ВТ8-1 | 1150 МПа | Базовое значение |
| Размер ЗТМВ (ВТ8-1) | ≤200 мкм | Без роста зерна |
| Размер ЗТМВ (ВТ6) | 200 мкм | Меньше чем ВТ8-1 |
| Доля осадки ВТ6 | 64% | От общего укорочения |
| Давление осадки | 100 МПа | Жесткий режим |
А. Ю. Медведев, В. М. Бычков,
А. С. Селиванов, С. П. Павлинич,
С. Х. Даутов, А. В. Супов
Литература
- Designing experiments to study welding processes: using the Taguchi method A. Vairis, M. Petousis. Journal of Engineering Science and Technology Review 2 (1) (2009) 99–103.
- Process optimization for linear friction welding of Ti6Al4V. P. Wanjara, C. Booth-Morrison, E. Hsu, M. Jahazi / Proceedings of the 7th International conference on trends in welding research, may 16–20, 2005, Callaway Gardens resort, Pine Mountain, Georgia, USA. P 885–860.
- Linear Friction Welding of Ti-6Al-4V: Processing, Microstructure, and Mechanical-Property Inter-Relationship. P. Wanjara, M. Jahazi / Metallurgical and materials transactions A, Volume 36A, august 2005, 2149–2164.
- Вилль В. И. Сварка металлов трением. — 2-е изд., перераб. и доп. — Л.: Машиностроение, 1970–175 с.

