Возрождение строгания в ЭНИМС
От печатных форм до универсальной технологии
Возрождение технологических методов строгания на качественно новом уровне показало высокую эффективность. И началось оно в ОАО «ЭНИМС». Поводом послужила конкретная задача — обработка рабочих поверхностей металлографических печатных форм.
Зачем это нужно? Такие формы необходимы для точной печати на ценных бумагах с защитой от подделок. Качество поверхностей здесь критично. Малейшие отклонения — и защита не работает.
Метод реализован на специализированном станке с ЧПУ в режиме безлюдной технологии. Используется строгальный резец оригинальной конструкции. Автоматизация процесса позволяет работать без оператора — экономия налицо.
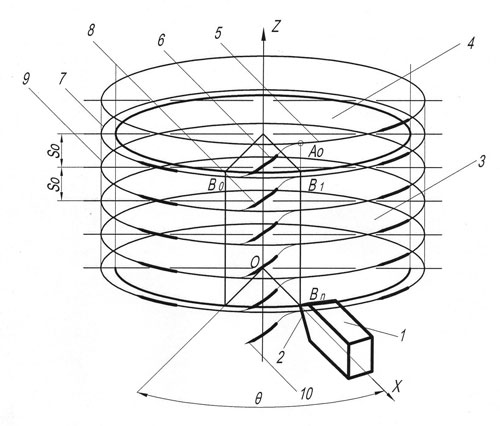
Рис. 1 Схема обработки строганием при вращательном главном движении резания
Суть нового способа обработки
Устранение холостых ходов
Цикл обработки на традиционных строгальных станках включает:
- Проход резанием
- Возвратное движение резца на холостом ходу
- Движение подачи перед очередным проходом
Половина времени тратится впустую — на возврат без резания. Это нерационально.
В новом способе строгания после движения резания выполняют управляемый поворот резца. Затем очередной проход резания делают движением в обратном направлении.
Что это дает? При реализации строгания продольными проходами резания отпала необходимость выполнять возвратные движения на холостом ходу. Резец работает в обоих направлениях.
Этот способ строгания наиболее эффективен при обработке развитых по длине поверхностей. Чем длиннее деталь — тем больше экономия времени.
Преимущества перед фрезерованием
Стабильность процесса
Высокое качество поверхностей, обработанных строганием, обусловлено возможностью обеспечить постоянную нагрузку на инструмент при отсутствии склонности к возникновению вибраций.
Почему это важно? Вибрации — главный враг точности. Особенно при обработке сложных по форме поверхностей.
Такие поверхности в настоящее время обрабатывают с помощью концевых фрез в условиях одностороннего резания. Но здесь есть проблемы:
- На устойчивость процесса значительное влияние оказывает радиальное биение режущих кромок фрезы
- Периодически изменяется толщина среза
- Необходимо снижать частоту вращения фрезы
- Производительность падает
Знакомо? Еще бы. Фрезеровщики сталкиваются с этим постоянно.
Предложенный новый способ обработки строганием конкурирует с технологией обработки сложных поверхностей посредством фрезерования. И конкурирует успешно.
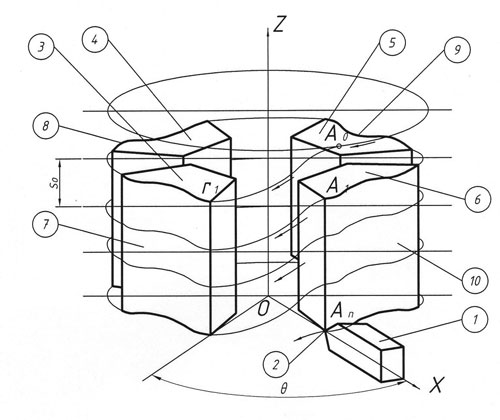
Рис. 2 Расположение заготовок на планшайбе
Вращательное движение резца
Строгание как точение
В соответствии с современной тенденцией развития технологии обработки резанием, строгание необходимо проводить при высоких скоростях резания. Что проще всего осуществить при вращательном главном движении резания.
Но здесь возникает противоречие. Вращательное главное движение резания обычно ассоциируют с токарной обработкой. А строгание — с прямолинейным главным движением.
Как будет показано ниже, и строгание можно осуществить при вращательном главном движении резания. Нужно лишь превратить движение подачи из непрерывного в осуществляемое периодически вне контакта с обрабатываемым материалом.
При разработке способа учтен интересный опыт. На столе продольно-строгального станка устанавливали последовательно вдоль движения резания несколько заготовок. Их обрабатывали последовательно каждым проходом резца, повышая производительность.
Логично? Безусловно. Зачем терять время, если можно обрабатывать несколько деталей за один проход?
Реализация на токарно-карусельных станках
Конструкция и компоновка
Сущность нового способа строгания отражена на рисунках. Рис. 1 иллюстрирует возможность обработки строганием при вращательном главном движении резания.
Движения подачи выполняют в пределах углового сектора с углом φ, свободным от обрабатываемого материала. А угловой сектор с углом 90°-φ представляет собой зону размещения подлежащих обработке заготовок.
При этом угловой сектор с углом φ соответствует интервалу между двумя соседними заготовками. Все продумано до мелочей.
На рис. 1 показан резец 1 с вершиной 2 в момент окончания обработки:
- Круговая траектория К относительного движения резца при разгоне до заданной частоты вращения
- Со — траектория подвода резца к заготовке
- С — траектория движений подачи на оборот So
- К1 и К2 — плоскости соответственно первого и второго проходов обработки
Заготовки 3-6 (рис. 2) должны быть установлены по кругу с интервалами между ними на планшайбе, например, токарно-карусельного станка.
Подлежащие обработке поверхности 7-10 обращены наружу. Это важно для доступа инструмента.
Технологический процесс обработки
Последовательность операций
При вращении планшайбы с частотой, соответствующей требуемой скорости резания, подводят резец в точку Г1.
В плоскости, перпендикулярной к оси вращения планшайбы, выполняют последовательную обработку деталей первым проходом.
Затем движением подачи переводят резец в плоскость второго прохода. Движением в которой выполняют второй проход обработки.
Далее аналогично выполняют последующие проходы, завершая последним проходом отделение слоя припуска с поверхностей заготовок.
Каждый проход выполняют в сочетании с управляемыми возвратно-поступательными поперечными движениями, формирующими требуемые поверхности на деталях.
Благодаря тому, что движение подачи выполняется вне контакта с заготовками, обеспечена возможность выполнять проходы в перпендикулярных к оси вращения плоскостях. То есть осуществлять обработку строганием.
Благодаря этому обеспечена идентичность обработанных поверхностей. Что было бы невозможно при обработке точением, когда траекторией относительного движения вершины резца является винтовая линия.
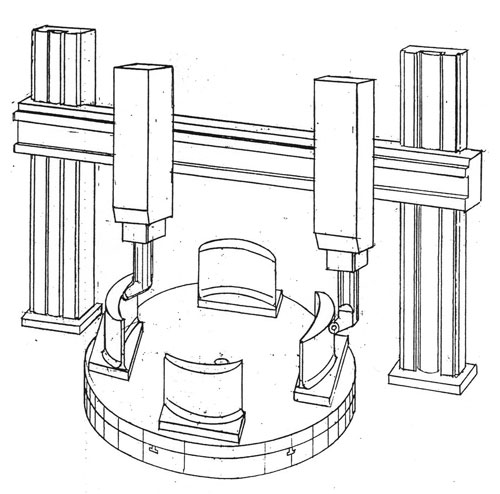
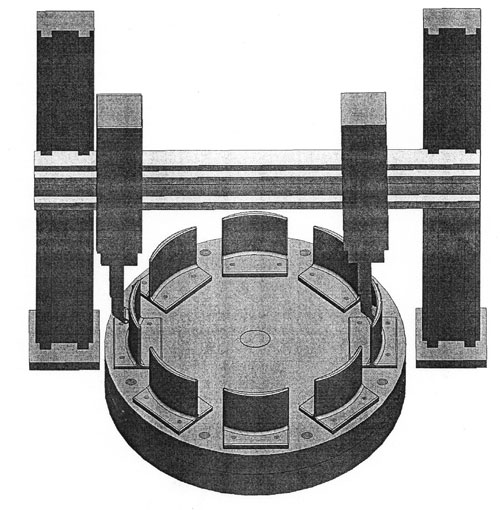
Рис. 3 Обработка двумя суппортами
Процесс удаления одного слоя припуска со всех обрабатываемых поверхностей производят при относительном движении резца по одной гладкой траектории.
При этом количество проходов обработки резанием равно числу оборотов планшайбы с заготовками.
Количество деталей, обрабатываемых за один постанов, определяется:
- Их размерами
- Диаметром планшайбы
- Интервалами между заготовками
Интервалы должны быть достаточными для гладкого соединения отрезков пути резания в проходах обработки с помощью отрезков холостого хода. А также для гладкого соединения последовательно выполняемых проходов с помощью отрезков движения подачи.
При обработке на станке с двумя суппортами, оснащенными шпиндельными головками, возможна совмещенная по времени обработка поверхностей, обращенных как наружу, так и вовнутрь.
Используют два инструмента, например, в виде расточных резцов (рис. 3). Два инструмента работают одновременно — производительность удваивается.
Области применения метода
От турбинных лопаток до закаленных деталей
Областью применения рассматриваемого способа строгания является обработка деталей малых и средних размеров в условиях серийного производства.
В частности, возможна обработка поверхностей пера турбинной лопатки. Сложная форма? Не проблема для нового метода.
При высокой жесткости приводов возможна обработка деталей из закаленных заготовок. Твердые материалы — не препятствие.
Предпочтительным является использование паллет при установке на станок подлежащих обработке деталей. Что сокращает время работы, повышает производительность и снижает себестоимость обработки.
Паллеты — это быстро и удобно. Пока одна партия обрабатывается, на другой паллете уже устанавливают следующие заготовки.
Совмещение строгания и фрезерования
Гибридная технология
Возможна обработка строганием в сочетании с фрезерованием. Комбинирование методов дает дополнительные преимущества.
Так, например, боковые поверхности детали (рис. 4) следует обработать строганием после фрезерования показанной слева выемки.
Выемка необходима для выполнения движения подачи. Без нее инструмент не выйдет из зоны резания.
Фрезерованием делают то, что фрезерование делает лучше. Строганием — то, что строгание делает лучше. Логично?
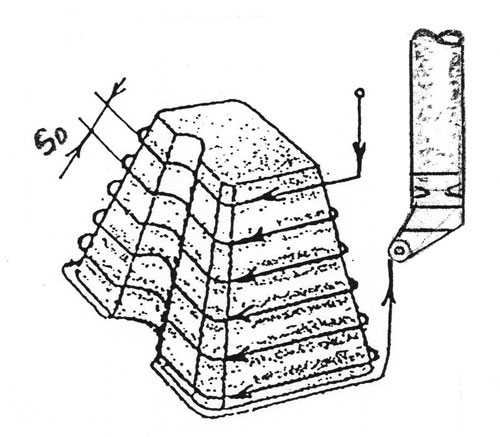
Рис. 4 Комбинированная обработка
| Операция | Метод | Преимущество |
|---|---|---|
| Выборка выемки | Фрезерование | Сложная форма за один проход |
| Боковые поверхности | Строгание | Высокое качество, отсутствие вибраций |
| Чистовая обработка | Строгание | Постоянная нагрузка на инструмент |
Экономическая эффективность
Где выгода
Давайте посчитаем. Что дает новый метод строгания?
Во-первых, устранение холостых ходов. Резец работает в обоих направлениях. Время обработки сокращается почти вдвое.
Во-вторых, обработка нескольких заготовок за один проход. Чем больше деталей на планшайбе — тем выше производительность.
В-третьих, высокое качество поверхностей без дополнительной доводки. Меньше операций — меньше затрат.
В-четвертых, возможность работы в безлюдном режиме. Ночью станок работает без оператора. Утром детали готовы.
В-пятых, снижение требований к квалификации оператора. Процесс автоматизирован, ЧПУ все контролирует.
Но есть и ограничения. Метод эффективен для серийного производства. Для единичных деталей настройка может занять больше времени, чем сама обработка.
Также требуются специальные станки или модернизация существующих. Инвестиции нужны.
Однако опыт показывает: окупаемость быстрая. Особенно при больших объемах производства.
Смайловская М.С., генеральный директор, д.э.н.
Гатовский М.Б., заведующий лабораторией, к.т.н.
ОАО ЭНИМС
Список литературы:
- Эстерзон М.А. Возрождение строгания. Журнал по металлообработке «Стружка» №1, 2007 г., стр. 34-40
- Эстерзон М.А. Технология и оборудование для изготовления металлографических печатных форм «ИТО» №6, 2004 г., стр. 17-20
- Гатовский М.Б., Эстерзон М.А. Резец для станочной обработки, патент РФ № 2179094
- Эстерзон М.А., Петухов И.Я. Способ обработки изделий строганием, патент RU 2 282 524 C2
- Гатовский М.Б. Способ обработки изделий строганием RU 2009113718А

