Почему жидкое сырье актуально сегодня
Требования качества диктуют новые подходы
Приготовление печных атмосфер для газовой цементации из жидких исходных компонентов — керосина, метанола, триэтаноламина, синтина — стало известно практически одновременно с применением твердых карбюризаторов. Но вот что интересно: спустя десятилетия этот метод не просто сохранился, а остается востребованным в современной промышленности.
Первый опыт работы с такими процессами автор получил еще во второй половине 70-х годов прошлого века, работая цеховым инженером на ГПЗ-2 в Москве. Электропечь Ц105, капельница, секундомер — так это начиналось.
Во всех примерах, которые мы рассмотрим ниже, автор принимал непосредственное участие: разрабатывал, производил, запускал в эксплуатацию. Или всё вместе.
Что же привлекает промышленность XXI века в жидком углеводородном сырье, когда кругом доступные газообразные углеводороды и развитая техника управляемой газовой цементации?
По мнению автора — прежде всего, всеобщий рост требований к качеству цементованного слоя. А это следствие роста требований к долговечности деталей машин.
До недавнего времени многих производителей вполне устраивал «подсиненный» излом закаленного образца-свидетеля для определения толщины слоя и напильник для контроля твердости поверхности. Инфраструктура таких предприятий была ориентирована либо на древесный уголь с гидроксидом бария, либо на керосин (120 капель в минуту в СНГ), либо на метанол (200 мл в час в остальном мире).
Но времена меняются. Всё больше производителей сталкиваются с заказчиками, требующими регламентированных параметров: цементитной сетки, остаточного аустенита, микротвердости на определенном расстоянии от поверхности.
Общеизвестный факт: таким требованиям может удовлетворять только управляемая газовая цементация.
Под управляемой газовой цементацией будем понимать процессы в печных атмосферах состава, управляемого косвенными методами определения углеродного потенциала. Естественно, с калибровкой прямых методов — фольговой пробой.
Но есть и другая сторона медали. Сейчас значительно ужесточены требования по безопасности и формализации применения газообразных углеводородов в промышленности. Особенно это касается вновь организуемых или реконструируемых производств.
Проще говоря: если у вас с давних пор в цехе есть природный газ низкого или среднего давления, «цена вопроса» запуска управляемой газовой цементации с применением газообразных углеводородов — одна. Если нет — стоимость проектных и разрешительных мероприятий превысит стоимость основного технологического оборудования.
Другая проблема — моральная неготовность персонала большинства реконструируемых и вновь создающихся предприятий к работе с горючими газами. В этом много как субъективных, так и объективных факторов.
Всё перечисленное в совокупности влияет на управленцев при принятии решения о пути реализации управляемых процессов газовой цементации.
Эволюция технологий: от СТАР3 до КРПА
Первые отечественные разработки
Первая известная автору отечественная попытка реализации управляемой газовой цементации с жидкими носителями была осуществлена в московском НИИТавтопроме на рубеже 70–80-х годов XX века. Установка УЖКА имела модули подачи жидкостей с определением расхода с помощью ротаметров и планировалась к применению с установками РЕОКС для косвенного определения углеродного потенциала по содержанию СО₂.
Опробованные принципы управления печной атмосферой были положены в основу при создании установок СТАР3. Во второй половине 80-х — начале 90-х годов эти установки были запущены на московском ММПП «Салют», ступинском предприятии «Аэросила» и в Инструментальном производстве «ВСМПО» (Верхняя Салда).
Как видим, несмотря на профиль института, управляемая газовая цементация с приготовлением атмосферы из жидких углеводородов в автопроме применения тогда не нашла. Это и естественно: автопром работал на механизированных и автоматизированных печных агрегатах, преимущественно импортных.
В то же время отрасли, ограниченные в приобретении импортного оборудования и в применении сетевого природного газа из мобилизационных соображений, продемонстрировали готовность к принятию данной техники.
Принцип работы СТАР3
Основной принцип работы установки СТАР3: измерение содержания СО₂ в печной атмосфере и добавка воды к керосину или синтину при снижении содержания СО₂ ниже заданного. Требуемое содержание СО₂ определялось установленным для данного процесса углеродным потенциалом и температурой.
Установка сопровождалась специально разработанными таблицами определения углеродного потенциала по измеренным температуре и содержанию двуокиси углерода.
Газоанализатор имелся один для обслуживания трех точек с циклом 90 секунд на точку. Блок газоотбора имел компрессор и трехпозиционный клапан, переключавший точки контроля. Одновременно переключался выходной сигнал газоанализатора на соответствующий контур регулирования.
В течение одной из 4,5 минут установка подавала на одну из печей добавку воды по некоему «релейно-импульсному закону» регулирования. Затем регулирование прерывалось для обслуживания следующих печей.
Блок подач работал по принципу выдавливания жидкостей в трубопроводы к печам за счет давления воздуха над зеркалом жидкости в резервуарах.
Установки комплектовались аппаратурой производства ГДР и собирались на Луцком автомобильном заводе в УкрССР. После 1991 года и то, и другое стало проблематичным.
Проблемы монокомпонентного метода
Как показала практика, так называемый «монокомпонентный метод» косвенного определения углеродного потенциала имел низкую степень сходимости с прямым методом — фольговой пробой.
Помимо периодической калибровки газоанализатора поверочными газовыми смесями требовалось иметь информацию о реальной температуре в рабочем пространстве печи от контрольной термопары. Всё это не исключало необходимости периодической обработки фольговой пробы для компенсации всех погрешностей.
В варианте прерывистого управления углеродным потенциалом не обеспечивалось стабильного во времени процесса поддержания углеродного потенциала на требуемом уровне. Значительные проблемы вызывала необходимость аккуратной работы с отбором пробы газа на анализ — завышенное содержание паров воды зачастую выводило газоанализатор из строя.
Однако, хотя и со значительными трудностями, установки СТАР3 обеспечили значительное повышение качества цементации. На ММПП «Салют» и «Аэросила» в конце 90-х годов была проведена их модернизация с переходом на отечественную аппаратуру, увеличением количества газоанализаторов до трех (каждая печь — свой канал измерения и управления) и установкой ПИД-регуляторов непрерывного действия.
Непрерывный процесс измерения и управления составом печной атмосферы стабилизировал поддержание углеродного потенциала во времени процесса.
Установки КРПАЖ(А)
Следующий этап отечественного процесса в данном направлении был обусловлен особенностями развития российского машиностроения в новых условиях начала XXI века.
Установки КРПАЖ(А) с учетом опыта СТАР3 изначально проектировались как одноточечные, обслуживающие одну печь газовой цементации. Вместо нагнетаемого резервуара были применены подающие насосы. В остальном реализован «монокомпонентный» принцип. Изначально использовалась только отечественная комплектация.
После преодоления «детских болезней» установки стали достаточно надежным средством косвенного контроля и управления углеродным потенциалом печной атмосферы.
Как и ожидалось, основной спрос обеспечили вновь создающиеся и реконструируемые предприятия. У большинства из них отсутствуют развитая инженерная инфраструктура и персонал с опытом работ в сфере управляемой газовой цементации. В то же время практически у всех — современные сложные технические условия и требования к качеству цементованного слоя.
Ограничения монокомпонентного метода
Выявленные проблемы
Практика Компании «Накал» по комплектации выпускаемых электропечей установками КРПАЖ(А) в 2005–2008 годах в полной мере раскрыла ограничения, накладываемые «монокомпонентным» методом косвенного определения углеродного потенциала печной атмосферы.
Изменение реальной температуры печи на 10°С вносит погрешность в косвенное определение углеродного потенциала при постоянном содержании СО₂ до 0,15% С. Компенсировать эту погрешность можно либо введением ежедневного анализа фольговой пробы (что достаточно трудоемко), либо автоматическим измерением температуры вычислителем углеродного потенциала.
Проблемы инфракрасных газоанализаторов
Инфракрасные газоанализаторы обладают рядом особенностей в эксплуатации:
- ✗ При попадании в прибор влажной пробы газа (точка росы более +20°С) пары воды конденсируются в измерительных колонках, и прибор обычно выходит из строя. Вследствие этого требуется постоянный контроль со стороны персонала за работой аппаратуры и подключение/отключение шлангов отбора пробы газа в строго регламентированные моменты.
- ✗ Требуется тонкая фильтрация пробы газа от сажи и пыли.
- ✗ Длина газопровода транспортировки пробы газа существенно влияет на инерционность контура регулирования.
- ✗ Незначительная негерметичность линии отбора пробы газа приводит к «прихватыванию» атмосферного воздуха и искажению показаний газоанализатора, что вносит уже значительную погрешность.
Физико-химия процесса
Физико-химия процесса перехода углерода в железо при газовой цементации определяется окислительно-восстановительными реакциями и соотношениями СО/СО₂ и Н₂/Н₂О. Измерение одного компонента из четырех недостаточно полно отражает процесс.
Поскольку в атмосферах, приготовленных, например, из керосина и воды, содержание СО и Н₂ (а это основные компоненты печной атмосферы) существенно меняется в широких пределах, значительные изменения содержания основных компонентов вносят дополнительную погрешность.
Корректировать её можно только фольговой пробой или установкой дополнительных газоанализаторов и вычислителя.
Выход нашей страны на международный промышленный рынок и стабилизация экономики привели к тому, что нам стали доступны приборы и аппаратура, выпускаемые в ведущих промышленных странах мира.
Если 30–40 лет назад инженер занимался подбором отечественного аналога, то сейчас выгоднее применять импортный аналог либо устройство. При близких ценах зарубежная контрольно-измерительная техника во многих случаях превосходит отечественную.
Кислородный зонд: точность против эмпирики
Поиск надежного решения
Компания «Накал» в течение ряда лет ведет работу по поиску надежных средств контроля и управления печными атмосферами на зарубежном рынке. Мы исходим из того, что должны идти тем же путем, что и ведущие зарубежные печестроители.
Если более 30 лет самым надежным средством косвенного контроля признан кислородный зонд, то нам необходимо найти надежного поставщика качественных и долговечных устройств.
С точки зрения достоверности результатов измерения следует отметить несколько моментов.
Ссылки некоторых коллег на бóльшую «научность» работы с СО₂, чем с О₂, ввиду термодинамически выведенных формул вычисления углеродного потенциала для первого и лишь эмпирических зависимостей для второго, представляются несколько некорректными.
И то, и другое, по большому счету — эмпирика. Термодинамика рассматривает и действует в стабильных, стационарных системах. По всей совокупности знаний о предмете можно с уверенностью сказать: печи с управляемыми атмосферами являются нестабильными объектами кинетики. А в этом случае термодинамика, увы, применима очень ограниченно.
Основная реакция массопереноса
Естественно, мы предполагаем, что основная вероятностная реакция массопереноса на границе раздела «газ–металл» при газовой цементации выглядит так:

Основным карбюризатором, обеспечивающим переход углерода в твердый раствор, является окись углерода. Водород играет роль газа-транспортировщика. Реакция обратима, и ее направление определяется соотношениями СО/СО₂ и Н₂/Н₂О.
В общедоступной литературе можно найти формулы, разработанные разными авторами. По большому счету все они очень похожи.
Например:

Формула расчета углеродного потенциала для кислородного зонда, где:
- Ср – расчетное содержание углерода,
- СО – содержание окиси углерода, % об.,
- Е – ЭДС ТЭЯ, мВ,
- t – температура, °С.
Или:

Формула расчета углеродного потенциала для инфракрасного газоанализатора, где:
- Ср – расчетное содержание углерода,
- СО – содержание окиси углерода, % об.,
- СО₂ – содержание двуокиси углерода, % об.,
- t – температура, °С.
Преимущества кислородного зонда
Соотношения СО/СО₂ и Н₂/Н₂О, определяющие состояние и направление окислительно-восстановительных процессов, наиболее полно и динамически отражаются через парциальное давление (содержание) кислорода в печной атмосфере.
При динамических процессах значительно изменяется содержание СО при постоянном СО₂, тем самым меняется углеродный потенциал. В то же время результаты измерения газоанализатора остаются постоянными, а ЭДС твердоэлектролитной ячейки кислородного зонда вследствие изменения парциального давления кислорода меняется.
Таким образом, кислородный зонд является более тонким инструментом, в большей степени отслеживающим состояние печной атмосферы.
Для этой цели на рынке имеется масса кислородных зондов погружного, выносного, комбинированного типов и L-зондов. В течение ряда лет наша Компания закупала, тестировала на собственном термическом производстве и затем оснащала серийные печи кислородными зондами разных производителей.
Окончательное предпочтение в настоящее время отдано аппаратуре предприятия SSi (США).
Кислородные зонды погружного типа данного предприятия имеют ряд серьезных достоинств, которые не удалось реализовать никому:
- ✔ зонд малочувствителен к вибрации, ударам на оборудовании рядом с зондом|
- ✔ нечувствителен к резким перепадам температуры|
- ✔ при размещении в крышке реторты шахтной печи без ущерба выдерживает многократные открывания и закрывания крышки при температурах печи 800–950°С.

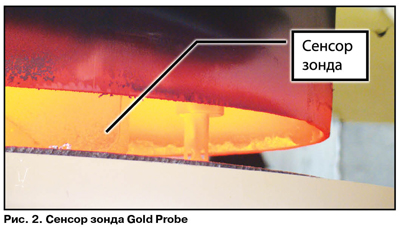
В течение года зонд Gold Probe производства SSi находится в эксплуатации на печи СШЦМ-6.6/9,5 в термическом производстве Компании и успешно подтвердил все заявленные достоинства.
Новый принцип регулирования
Принцип регулирования: керосин — постоянная подача, вода как добавка для снижения углеродного потенциала — не обеспечивает точного регулирования. Кроме того, установка с таким принципом регулирования достаточно сложна в наладке и эксплуатации.
Прерывание подачи воды ведет к резкому уменьшению объема вырабатываемой атмосферы, гаснет свеча дожига атмосферы, нужны специальные устройства для обеспечения ее горения и т.п.
По опыту работы с установками СТАР и КРПА был сделан вывод о необходимости принципиально нового подхода: формировать печную атмосферу, осуществляя постоянную подачу углеводорода (например, керосина) и воды.
При этом соотношение углеводород/вода задавать с некоторым превышением максимально необходимого углеродного потенциала. Контур регулирования в этом случае будет предназначен для снижения потенциала атмосферы путем повышения парциального давления кислорода.
Наиболее простой вариант — добавка воздуха.
Модульный комплекс МППА-SSi-12
Конструкция и компоненты
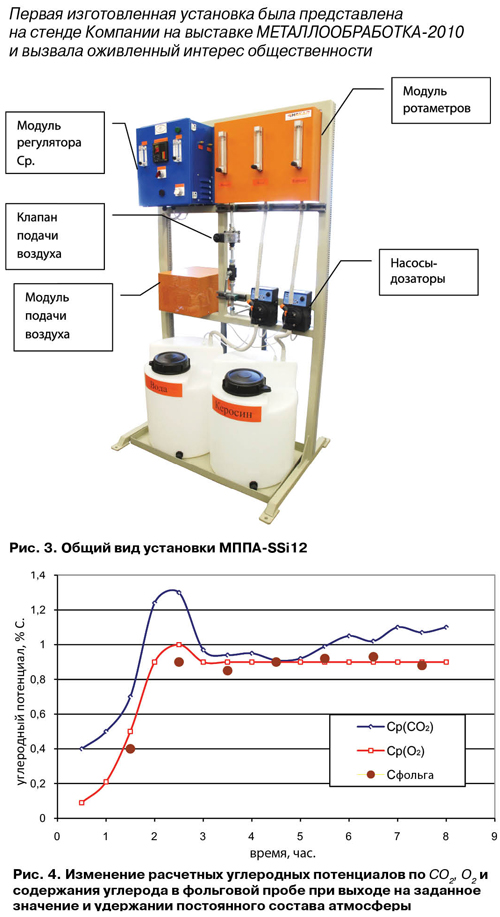
Таким образом, был создан автоматизированный модульный комплекс приготовления управляемых эндотермических печных атмосфер на основе углеродсодержащих жидкостей модели МППА-SSi-12.
Комплекс предназначен для дозирования и подачи технологических жидкостей в цементационные шахтные электропечи с автоматическим регулированием углеродного потенциала изменением расхода добавки воздуха.
Основные черты нового комплекса:
- Конструктив на раме. Для обеспечения удобства ремонта и ликвидации утечек выбран конструктив на раме.
- Насосы-дозаторы и ротаметры. Установка имеет простые и надежные насосы-дозаторы Etatron (Италия) и ротаметры, градуированные для применяемых жидкостей, фирмы KROHNE (Германия).
- Постоянная подача. Вода и углеводород подаются постоянно, регулирующая углеродный потенциал добавка — воздух.
- Подача воздуха. Воздух подается собственным микрокомпрессором Microwood (Италия), подача в печь — через электромагнитный клапан Kroem Schroeder и ротаметр с регулировочным вентилем KROHNE (Германия).
- Кислородный зонд. Регулятор углеродного потенциала использует как первичный преобразователь кислородный зонд погружного типа с чувствительным элементом — твердоэлектролитной ячейкой (ТЭЯ) из диоксида циркония и термопарой Gold Probe производства SSi.

- Вторичный преобразователь. Вторичный преобразователь AC20 (SSi) по измеренным значениям ЭДС ТЭЯ и температуры вычисляет прогнозируемый углеродный потенциал печной атмосферы и дает команду на управление клапаном добавки воздуха. Закон регулирования — ПИД.

- Блок М1500. Вторичный преобразователь установлен в одном блоке М1500 SSi с микрокомпрессором подачи воздуха (газа сравнения для кислородного зонда), управляющими реле и сигнализацией.

Результаты промышленных испытаний
Методика испытаний
Испытания проводились в термическом подразделении компании «Накал» на электропечи СШЦМ-6.6/9,5. Установка размещена в условиях, соответствующих производственным.
Определение науглероживающей способности атмосферы — углеродного потенциала — осуществлялось весовым методом фольговой пробы. Как образцы использовалась лента стальная холоднокатаная сталь 08КП толщиной 0,1 мм. Средний размер навески составлял 500 мг.
Измерение состава печной атмосферы проводили с помощью трехкомпонентного газоанализатора PGA3500 производства ф. SSi (США) (СО, СО₂, СН₄) и газоанализатора водорода ИВА-1В (производитель НПО «Химавтоматика», Москва).
Образцы-свидетели разных марок сталей, цементованные в процессе испытаний, подвергали исследованию микроструктуры и микротвердости цементованного слоя на поперечных шлифах.
Цели и методика испытаний:
- → наработка на отказ отдельных элементов установки (установка запускалась 5 дней в неделю по 8 часов в день непрерывной работы)|
- → точность поддержания углеродного потенциала во времени процесса|
- → управляемость углеродным потенциалом (испытывалась возможность управления и диапазон углеродного потенциала).
Анализ результатов
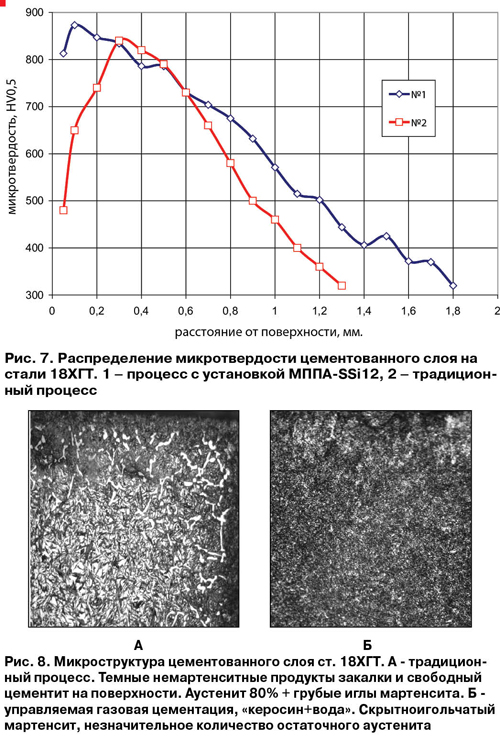
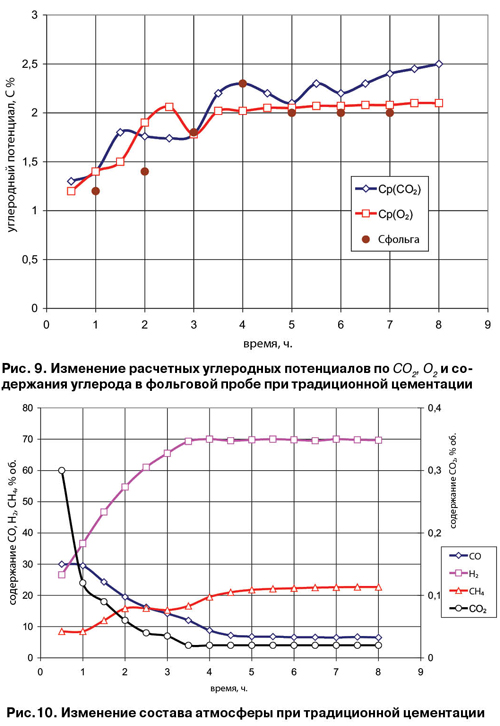
Как видно из графиков, стабилизация атмосферы по основным компонентам — СО и Н — достигается через 3 часа после пуска, и их концентрация составляет 30% и 43% соответственно.
Концентрация остаточного метана снижается с 11% до 6,8% объемных.
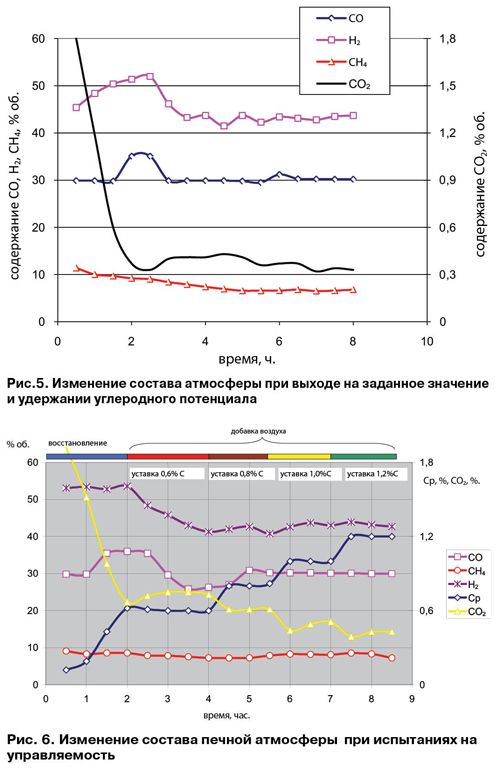
При удерживаемой величине расчетного по О₂ углеродного потенциала 0,9% С содержание углерода в образцах фольговой пробы во времени процесса колеблется в пределах 0,85–0,93% С, что соответствует погрешности метода.
В то же время расчетный по СО₂ углеродный потенциал в течение выдержки все более и более отклоняется от результатов анализа фольговой пробы. Через 5,5 часа отклонение составило 0,2% С, что является неприемлемым.
При испытаниях на управляемость углеродным потенциалом установлено, что изменение углеродного потенциала в пределах 0,6–1,2% С производится изменением уставки регулятора без изменения оператором величин расходов технологических газов и воздуха.
Для сравнения был проведен аналогичный по температурам и временам выдержки процесс с традиционной подачей керосина (90 капель в минуту).
Сравнение микроструктуры
На рисунках приведены результаты исследования микротвердости образцов стали 18ХГТ, цементованных:
| Параметр | Образец №1 (управляемый) | Образец №2 (традиционный) |
|---|---|---|
| Температура цементации | 920°С | 920°С |
| Углеродный потенциал | Ср=0,9%С | Керосин 90 кап/мин |
| Выдержка | 6 часов | 6 часов |
| Нагрев под закалку | 820°С | 820°С |
| Закалка | в масле И20А, 50°С | в масле И20А, 50°С |
| Отпуск | 180°С, 2 часа | 180°С, 2 часа |
Результаты анализа микроструктуры управляемого и неуправляемого процессов газовой цементации с применением керосина как технологической жидкости приведены на рисунках.
Как видно из приведенных результатов исследований, существенным отличием двух процессов является микроструктура поверхностного слоя и определяемое ей распределение микротвердости.
Наличие значительного количества свободного цементита снижает концентрацию углерода в окружающем его твердом растворе. Это, в свою очередь, уменьшает закаливаемость стали и обеспечивает меньшую твердость.
Отличительными чертами традиционной атмосферы является высокая концентрация остаточного метана, достигающая 23% об., и высокая науглероживающая способность — более 2% С вес. Именно эти два параметра обеспечивают полученную дефектную микроструктуру.
Преимущества новой технологии
Ключевые выводы
Создан принципиально новый метод создания печной атмосферы для газовой цементации путем непрерывной подачи нормируемого количества воды и керосина с управлением углеродным потенциалом добавкой воздуха.
Что это дает?
- ★ Промышленность получает надежное и простое в эксплуатации изделие.
- ★ Обеспечивается стабилизация и значительное повышение качества цементуемых деталей.
- ★ Бюджетные расходы на оборудование.
- ★ Точность поддержания углеродного потенциала в пределах погрешности метода.
- ★ Управляемость в широком диапазоне (0,6–1,2% С) без вмешательства оператора.
Инновационная политика Компании «Накал» обеспечила получение очередного прорывного решения в области термообработки.
Теперь у производителей есть выбор: продолжать работать по старинке с напильником и «подсиненным» изломом или перейти на современный уровень контроля качества. Решение за вами.
В.Я. Сыропятов
Главный специалист по термообработке
ЗАО «НакалПром»
Действительный член Ассоциации
Металловедов России «РАСМЕТ»
Компания ЗАО «Накал Промышленные печи»
Россия, 141506 Московская обл.,
Солнечногорск, ул. Революции, 3
Тел.: +7 (495) 988-40-47, 988-40-48, 994-18-86
Fax: +7 (4962) 64-94-44
Email: nakal@nakal.ru
www.nakal.ru

