Классы сварочных аппаратов: хобби или профи
«Какое оборудование считать профессиональным? Которое я использую в профессиональных целях!»
Знакомая цитата с интернет-форума, не правда ли? Звучит логично. Но на практике все сложнее.
Действительно, когда речь заходит о том, что называть профессиональным сварочным оборудованием, по каким критериям оценивать его принадлежность к тому или иному классу, нет единодушного мнения. И хотя приведенное высказывание не лишено здравого смысла, тем не менее, определять класс оборудования, исходя из способа его применения, не совсем правильно.
Почему возникает путаница
Ни у кого не вызывает сомнения существование хобби и профи линейки в сфере ручного инструмента, такого как, например, дрели. И практически каждый, кто хоть раз использовал их в своей работе, понимает и может объяснить разницу.
Однако для сварочного оборудования граница между «профессиональное» и «любительское» как будто размыта.
В сфере сварочного оборудования можно условно выделить три сегмента:
| Класс | Назначение | Характеристики |
|---|---|---|
| Хобби | Домашнее использование | До 200А, однофазные |
| Полупрофессиональное | Для мастеров | Средняя мощность |
| Профессиональное | Промышленность | Высокие характеристики |
С оборудованием хобби класса все более-менее понятно. Это преимущественно однофазные аппараты для ручной дуговой сварки мощностью до 200А, предназначенные для кратковременной работы в «домашних» условиях, например, в гараже или на даче.
Наибольшая путаница возникает с тем, чем отличается профессиональное оборудование от полупрофессионального, и существует ли последнее как класс вообще.

Рис. 1. Различные классы сварочного оборудования
Начнем с того, что, например, в Европе нет проблемы с идентификацией степени профессиональности сварочного аппарата, поскольку есть четкое разделение, по которому в данный разряд попадает оборудование не более десяти ведущих производителей.
При этом никому и в голову не придет использовать сварочный источник, предназначенный для мастерских, а тем более для хобби в индустриальном секторе. Тогда как в России такое происходит сплошь и рядом.
Почему?
Ответ на этот вопрос кроется в недостаточной информированности покупателей и в сознательном неправильном позиционировании зарубежными производителями своего оборудования на нашем рынке.
Практически все оборудование из-за рубежа именуется профессиональным, а названия моделей пестрят эпитетами «Супер» и «Профи», вводя потребителя в заблуждение.

Рис. 2. Профессиональное сварочное оборудование
Между тем существует ряд атрибутов, по которым можно безошибочно установить, является ли стоящий перед вами аппарат профессиональным или его можно назвать таковым условно.
Цикл нагрузки ПН%: главный показатель
Традиционно при оценке «профессиональности» сварочного оборудования используется такой показатель как цикл/период нагрузки, сокращенно ПН% (ПВ%, Х% в некоторых источниках).
Как измеряют в России и Европе
Считается, что для ручной дуговой сварки на максимальном токе он должен быть:
| Тип сварки | Минимальный ПН% | Ток |
|---|---|---|
| Ручная дуговая (ММА) | 30-35% | От 150А |
| Аргонодуговая (TIG) | 60% | - |
| Полуавтомат (MIG/MAG) | 60-100% | - |
Здесь следует оговориться, как измеряют этот ПН в РФ и Европе.
ПН определяют исходя из временного интервала:
- Либо 5 минут (в РФ)
- Либо 10 минут (в Европе)
Соответственно 30% ПН означает, что при интервале 10 мин аппарат будет непрерывно работать на указанном максимальном токе 3 минуты, а остальные семь «остывать».
При 5-минутном интервале результат будет соответственно в 2 раза меньше.

Рис. 3. Цикл нагрузки (ПН%) в зависимости от сварочного тока
Особое внимание следует обратить на температуру, при которой происходило измерение ПН.
Европейские нормативы предписывают указывать при 40°С и статической нагрузке. На большинстве псевдо-профессиональных аппаратах указывается только ПН при 20-25°С и в реальном режиме сварки, который менее нагруженный.
Неудивительно, что отдельные пользователи чувствуют, что аппарат слабее, чем указано на корпусе, и искренне считают, что для электрода ⌀4 мм требуется 350А ручник, а для сварки проволокой ⌀1,6 мм обязательно 500А полуавтомат, а лучше на 600-700А, чтобы с запасом.
В той же Западной Европе, за исключением в составе автоматизированных систем, практически не используют полуавтоматы мощностью более 350А и проволоку более ⌀1,2 мм, решая проблему проплавления, скорости и качества за счет использования газовой смеси, импульсных режимов и специальных процессов контроля дуги.
Напротив, наши бывшие коллеги по соцлагерю, как и в России, тяготеют к большим токам про запас.
Конструкция: класс изоляции и защита IP
Конструктивное исполнение аппарата говорит о многом. Давайте разберемся.
Нагревостойкость изоляции трансформатора
Класс нагревостойкости электротехнического изделия отражает максимальную рабочую температуру, свойственную ему при номинальной нагрузке и других условиях.
Согласно существующим нормативам (в России ГОСТ 8865-93) выделяют 9 классов нагревостойкости изоляции электротехнических изделий.
| Класс | Температура | Применение |
|---|---|---|
| B | 130°С | Хобби оборудование |
| F | 155°С | Полупрофессиональное |
| H | 180°С | Профессиональное |
| C | >180°С | Индустриальное |
Для профессионального оборудования не применяется класс ниже H (180°С), тогда как для хобби B — обычная практика.
По сути класс нагревостойкости изоляции прямо влияет на ПН и может служить косвенным признаком, позволяющим распознать недостоверно указанные данные ПН, если производитель слукавил.
Класс защиты по IP
Характеризует степень защиты аппарата и условия его применения (на открытом воздухе, в укрытии, т.е. в помещении).
Для профессиональных аппаратов обычно должен быть не ниже 21S или 23S.
Эргономика и внешние интерфейсы
Под термином «эргономика» понимается, что сварочный аппарат удобен и безопасен в использовании.
В общем случае это означает:
- Отсутствие острых углов
- Удобство считывания информации с панели
- Разумный минимум рукояток регулировки и кнопок
В отношении вида дисплея при его наличии нет однозначных рекомендаций, допустимо использовать как светодиодный, так и жидкокристаллический.
При этом последний наиболее оправдан для сложных аппаратов, подобных мультисистемам и аргонодуговым аппаратам для сварки алюминия, отличающимся обилием функций и настроек.

Рис. 4. Панель управления сварочного аппарата
Внешние интерфейсы
Наличие в линейке производителя аппаратов с различными современными интерфейсами:
| Интерфейс | Возможности |
|---|---|
| Подключение к ПК | Управление и мониторинг |
| Интеграция в автоматизированные системы | Промышленное применение |
| Подключение цифровых горелок | Расширение функционала |
| Программное обеспечение | Настройка с компьютера |
Кто-то может возразить, что во многих случаях эти примочки не требуются.
Это справедливо, однако присутствие таких интерфейсов говорит об общем уровне развития технологии производителя.
Как для современных компьютеров наличие разъема USB является практически стандартом, так и для отдельных типов сварочных аппаратов наличие внешних интерфейсов становится если не обязательным, то, по крайней мере, ожидаемым атрибутом.

Рис. 5. Внешние интерфейсы профессионального оборудования
Функциональность и синергетика
Прежде всего, речь идет о минимальном наборе специальных сварочных функций, позволяющих управлять динамикой сварочной дуги, ее зажиганием и стабильностью, и облегчающих работу сварщика.
Как правило, для ряда процессов, например, аргонодуговой сварки алюминия, существует джентльменский набор функций, вроде регулировки баланса и смешанного переменного/постоянного тока, который обязательно присутствует в оборудовании для профессионального и индустриального использования.
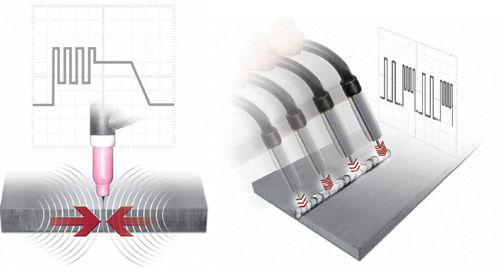
Рис. 6. Функциональная панель сварочного аппарата
Синергетика
Под синергетикой понимается набор сварочных программ (синергетических кривых), позволяющих облегчить настройку и работу аппарата.
Наиболее часто синергетика применяется для полуавтоматической сварки в среде инертных/активных газов, когда путем нажатия одной-двух кнопок можно оптимально настроить все сварочные параметры.
И если для стандартной сварки МИГ/МАГ выбор аппарата с ручной настройкой или синергетической зависит от предпочтения и квалификации сварщика, то для режима импульсной сварки и сварки на двойном импульсе наличие синергетики обязательно.
Имеются примеры оснащения синергетикой аппаратов и для ручной дуговой сварки.
Автоматическая коррекция параметров
Для полупрофессиональных аппаратов и даже для хобби также имеет место присутствие синергетики, однако, с небольшой, но ощутимой разницей.
Основное отличие состоит в том, что синергетические кривые для профессионального оборудования автоматически корректируются, исходя из изменяющихся условий процесса сварки:
- Неоднородность защитного газа
- Положение горелки
- Пространственное положение
- Скачки напряжения в сети
- Вылет проволоки
- Чистота свариваемого материала
Это происходит посредством интерактивной обратной связи.
Для неиндустриальных аппаратов кривые раз и навсегда жестко определены и применимы только для «идеальных» условий, в которых они были получены.
Естественно в реальных условиях такие кривые могут давать далекие от оптимальных настройки и часто скорее мешают, чем помогают сварщику.
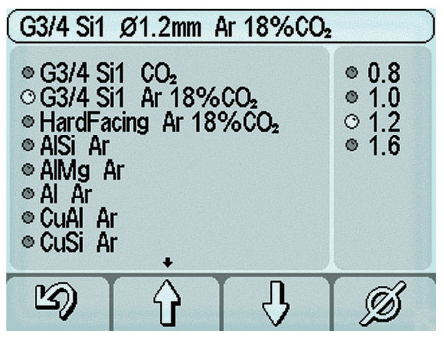
Рис. 7. Синергетические программы сварки
Цена профессионального оборудования
Для профессиональных сварочных аппаратов она не может быть низкой.
И дело не в жадности производителя или торгующей организации.
Просто для профессионального оборудования издержки не ограничиваются только затратами на производство.
Для развития и выпуска новых моделей необходимо:
| Статья расходов | Влияние на цену |
|---|---|
| НИОКР | Значительное |
| Инвестиции в разработки | Существенное |
| Тестирование и сертификация | Среднее |
| Качественные компоненты | Высокое |
Эти расходы ложатся на серийно выпускаемые изделия, увеличивая их конечную цену.
Итоги: что действительно важно
Подводя итоги, хотелось бы подчеркнуть, что несоответствие сварочного оборудования упомянутым критериям не означает, что вы получите некачественный шов.
Поскольку настоящий профессионал способен достичь результата и на посредственном аппарате.
Однако в рамках промышленного производства правильный выбор класса оборудования позволит:
- Повысить производительность
- Увеличить надежность
- Улучшить качество
- Снизить требования к мастерству сварщика
Что особенно актуально в настоящее время в связи с повсеместным недостатком квалифицированных кадров.
Выбирайте с умом. Не гонитесь за большими токами и красивыми названиями. Смотрите на реальные характеристики: ПН% при 40°С, класс изоляции, наличие функций, качество сборки.
Профессиональное оборудование — это не просто маркетинг. Это надежность, стабильность и результат.
Максим Макаров
Директор по продажам в России
Компания Selco s.r.l.
m.makarov@selcoweld.com

