Почему возникают вибрации при обработке валов
При точении крупногабаритных роторов часто возникают колебания технологической системы. Это серьезная проблема, которая влияет на точность и качество обработки.
Основные причины:
| Причина | Последствие | Решение |
|---|---|---|
| Малая жесткость изделия | Деформации при обработке | Промежуточные опоры |
| Вибрации | Низкое качество поверхности | Балансировка |
Промежуточные опоры и люнеты
Для минимизации нежелательного воздействия этих причин обычно применяют промежуточные опоры (люнеты, стойки с роликами).
Решающее влияние на точность геометрических размеров и чистоту поверхности изделия оказывают:
- Определение технологической базы обработки изделия
- Конструкция промежуточных опор
- Схема установки промежуточных опор на станине
Наибольшей трудоемкостью с точки зрения выбора конструкции и мест установки люнетов, а также их настройки отличается обработка валов в центрах.
Выбор наружной поверхности вала в качестве технологической базы позволяет повысить производительность и точность обработки. Аналогом базирования валов по наружной поверхности является обработка на бесцентрово-шлифовальных станках.
Но у данного метода существуют недостатки:
| Недостаток | Влияние на процесс |
|---|---|
| Шаржирование обрабатываемой поверхности | Ухудшение качества |
| Ограниченная длина заготовки | Биение свободных концов |
| Малая глубина резания | Низкая производительность |
Характеристики жесткости и демпфирования заготовки являются переменными. Коэффициенты жесткости и сопротивления изменяются по длине заготовки, принимая минимальные значения в середине пролета.
В связи с этим наиболее интенсивные колебания возникают при обработке середины пролета ротора. Из-за чего при решении задачи оптимизации режимов резания необходимо обеспечить в первую очередь устойчивость ее обработки.
Поэтому при обработке крупногабаритных роторов почти в 100% случаях сохраняется остаточная вибрация.
Вибрация вызывает разрушение подшипников, фундамента и самой машины. Для ее устранения применяется технологический процесс, который, может быть, нельзя отнести к способам обработки.
В ходе его выполнения не происходит изменения размеров и внешнего вида изделия. Однако трудно переоценить его значение для любых деталей вращения, а крупногабаритных в особенности.
Речь идет о балансировке — устранении разности масс изделия с целью уменьшения вибрации при вращении.
Процесс относится, как правило, к деталям вращения (роторам), работающим в диапазоне от 60 об/мин и выше.
Типы дисбаланса роторов
Существуют два вида балансировки:
- Статическая — изделие балансируется на стенде либо на специальном станке с целью уменьшения явной разности масс
- Динамическая — изделие балансируется на специальном станке с целью сведения разности масс к заданному значению
В крупногабаритных роторах различают статический, моментный и динамический дисбалансы.
Статический дисбаланс
Статический дисбаланс — дисбаланс, возникающий, когда ось инерции ротора параллельна оси вращения.
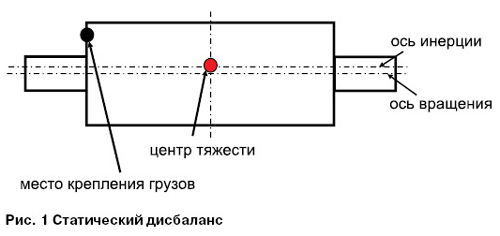
Рис. 1. Статический дисбаланс: ось инерции ротора параллельна оси вращения
Такой дисбаланс устраняется статической балансировкой на специальных стойках.
Моментный дисбаланс
Моментный дисбаланс возникает, если ось инерции ротора пересекается с осью его вращения в центре тяжести.
При этом два источника дисбаланса размещены с противоположных сторон ротора под углом 180° друг к другу.
Поскольку дисбаланс нельзя обнаружить статическим методом, ротору, имеющему такой тип дисбаланса, нужно придать некоторую угловую скорость, вращая изделие в стойках.
Следует отметить, что этот тип дисбаланса исправляется добавлением или удалением массы в двух местах.
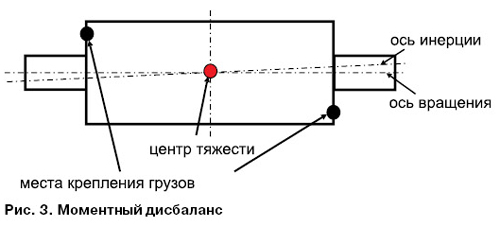
Рис. 3. Моментный дисбаланс: ось инерции пересекается с осью вращения в центре тяжести
Динамический дисбаланс
При изготовлении или ремонте крупногабаритных роторов редко возникает статический или моментный дисбаланс в чистом виде.
Как правило, металлообработчики сталкиваются с динамическим дисбалансом, при котором ось инерции скрещивается с осью вращения.
Данный тип дисбаланса может быть исправлен коррекцией масс в двух плоскостях, перпендикулярных к оси вращения.
При динамическом дисбалансе угловое положение статического дисбаланса относительно дисбаланса пары находится в диапазоне от 0° до 180°, не достигая граничных значений этого диапазона.

Рис. 4. Динамический дисбаланс: ось инерции скрещивается с осью вращения
Статическая балансировка на стойках
Статический дисбаланс устраняется статической балансировкой на специальных стойках.
Процесс выглядит так:
- Ротор шейками вала устанавливается на стойки, выверенные по горизонтали
- Ротор поворачивается тяжелой стороной вниз
- На торцы ротора подбираются и ставятся свинцовые грузы веса, исключающего непроизвольный поворот изделия в стойках
- После достижения результата свинцовые грузы меняют на стальные такого же веса
- Грузы приваривают или привертывают к торцам ротора

Рис. 2. Статическая балансировка ротора на специальных стойках
Динамическая балансировка на станках
Для качественной динамической балансировки крупногабаритного ротора еще в процессе механической обработки следует соблюдать определенные правила.
Прежде, чем приступить к динамической балансировке изделия, необходимо задать программу динамической балансировки.
Как правило, к балансировочным станкам прилагаются программы динамической балансировки типичных конфигураций роторов, поэтому остается лишь задать параметры для данного изделия.
Параметры программы балансировки
Основными параметрами являются:
| Параметр | Обозначение | Значение |
|---|---|---|
| Длина бочки ротора | A | По чертежу |
| Межопорное расстояние | A1 | По чертежу |
| Диаметр | D | По чертежу |
| Радиус размещения грузов (левый) | R1 | По конструкции |
| Радиус размещения грузов (правый) | R2 | По конструкции |
| Рабочее число оборотов | - | По ТУ |
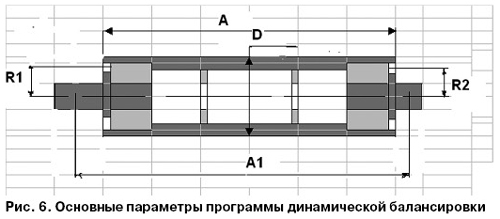
Рис. 6. Параметры программы динамической балансировки
По завершению механической обработки и отработке программы динамической балансировки изделие устанавливается на станок для динамической балансировки.
Процесс балансировки:
- Шейки устанавливаются на ролики стоек, при необходимости используются промежуточные опоры
- На торцы шеек изделия крепятся шаблоны
- С помощью датчиков снимается информация о вибрации изделия
- Изделие приводится во вращение электродвигателем через ременной привод
- Данные с датчиков поступают в компьютер, где уже задана программа балансировки данного изделия
- На дисплей компьютера выводятся значения масс уравновешивающих грузов справа и слева
- Грузы указанных масс крепятся к изделию и проводится новый цикл балансировки
- Циклы повторяются до тех пор, пока значения уравновешивающих масс не достигнут заданных технической документацией

Рис. 7. Станок для динамической балансировки: 1 — роликовые стойки, 2 — промежуточные опоры, 3 — датчики вибрации, 4 — электродвигатель
Методы коррекции дисбаланса
Когда значения уравновешивающих масс определены, проводится завершающая часть балансировки — коррекция массы.
Существует два способа коррекции:
| Способ | Метод | Применение | Преимущества |
|---|---|---|---|
| Добавление массы | Крепление груза, сварка | Когда позволяет конструкция | Точность |
| Удаление массы | Сверление, фрезерование | Когда добавление невозможно | Надежность |
Добавление массы
Добавление массы может выполняться путем крепления груза при помощи резьбы.
В таком случае на торцевых поверхностях ротора выполняются резьбовые отверстия, в которые закручиваются балансировочные болты. Масса головки такого болта равна массе уравновешивающего груза.
Применение этого способа гарантирует точность балансировки.
Однако для крупногабаритных изделий часто значения уравновешивающих масс довольно высоки (например, для изделия — до 2 кг).
Поэтому используется добавление веса способом сварки, то есть нанесением расплавленного металла на поверхность ротора в нужном месте.
При этом должны быть приняты меры для предотвращения температурной деформации и повреждения ротора.
Часто добавление груза невозможно из-за конструктивных особенностей узла, в котором применяется изделие. Груз в процессе эксплуатации может повредиться, отскочить и т.д.
Удаление массы
В таких случаях применяют наиболее эффективный метод коррекции дисбаланса — удаление массы.
Удаление массы может осуществляться:
- Сверлением на определенную глубину
- Фрезерованием
Применение метода требует дополнительных операций, а для крупногабаритных роторов — часто использования станков глубокого сверления или тяжелых обрабатывающих центров (при фрезеровке).
Таким образом, ясно, что при изготовлении крупногабаритных роторов с самого начала технологического процесса нужно стремиться к минимизации всех видов дисбаланса.
Правила качественной балансировки
Для качественной динамической балансировки крупногабаритного ротора еще в процессе механической обработки следует соблюдать следующие правила:
| Правило | Параметр | Цель |
|---|---|---|
| Правильно выбрать технологическую базу | Рабочая поверхность для длинномерных изделий | Точность обработки |
| Минимизировать радиальное биение | До 0,03 мкм | Снижение вибраций |
| Контролировать конусность | Не более 0,02 мкм на пог. м | Равномерность |
| Уравновешивать детали противоположных пазов | Высверливание отверстий | Для сложных изделий (фрез, мельниц) |
| Проводить промежуточную статическую балансировку | В процессе обработки | Контроль дисбаланса |

Рис. 5. Уравновешивание деталей противоположных пазов путем высверливания отверстий
Для длинномерных изделий за базу нужно принимать только рабочую поверхность.
Выводы:
- При изготовлении крупногабаритных роторов почти в 100% случаях нельзя устранить вибрации путем механической обработки
- Эксплуатация изделия с неустраненными вибрациями приводит сначала к разрушению подшипниковых опор, затем станины, и итогом становится выход из строя всего оборудования
- Минимизировать вибрации, чтобы их влиянием при эксплуатации изделия можно было пренебречь, возможно только путем балансировки ротора
- Балансировка крупногабаритных роторов является обязательной частью технологического процесса изготовления изделия
Балансировка — это не просто дополнительная операция. Это необходимость, которая определяет надежность и долговечность всего оборудования.
Инвестиции в качественную балансировку окупаются многократно:
| Преимущество | Результат |
|---|---|
| Снижение вибраций | Увеличение срока службы подшипников |
| Точная балансировка | Минимальный износ станины |
| Качественная коррекция | Надежная работа оборудования |
Инж. А.Л. Зельдович
Директор ООО МИПФ «Инженерная техника»
В статье использованы фотографии оборудования ООО МИПФ «Инженерная Техника» и изделий, изготавливаемых или ремонтируемых предприятием.

