Проблема серийного производства
Дилемма современного производства
Многолетний опыт разработки технологических процессов для различных предприятий приводит к неутешительному выводу: многообразие выпускаемых станков с ЧПУ не обеспечивает достаточной производительности при обработке серий деталей.
Как только программа выпуска детали превышает возможности одного станка, решение сразу получается дорогим. Приходится приобретать несколько одинаковых станков. Это неэффективно по нескольким причинам:
- ✗ Требуется большая производственная площадь
- ✗ Станки необходимо устанавливать рядом
- ✗ Один оператор не всегда сможет обслужить несколько станков
- ✗ Расширение штата операторов — дополнительные затраты
Знакомая ситуация, не так ли?
| Проблема | Последствия | Затраты |
|---|---|---|
| Недостаточная производительность | Покупка нескольких станков | Высокие капитальные вложения |
| Большая площадь | Нерациональное использование цеха | Аренда/содержание помещений |
| Много операторов | Рост фонда оплаты труда | 33% времени специалиста |
Концепция Multicentr
Золотая середина
Конечно, серийную деталь нужно обрабатывать на многошпиндельном станке. Но здесь возникает другая проблема.
Компании, производящие многошпиндельное оборудование, конфигурируют станок под конкретную деталь. Они добиваются максимальной производительности, но снижают гибкость станка.
Получается два полюса:
- → Одношпиндельный станок с ЧПУ — очень гибкий, но не очень производительный
- → Многошпиндельные или агрегатные станки — максимальная производительность, но низкая способность к переналадке
А способность к быстрой переналадке? Тут скорее производитель станка спросит: «Вы сами сначала определитесь, что вы хотите, тогда задачи ставьте».
И решение нашлось.
Компания «Порта солюшионс» разработала и выпускает многошпиндельные фрезерные станки под названием «Multicentr». Станки выпускаются в 3-х и 5-ти шпиндельном исполнении, в нескольких типоразмерах.
Рис. 1. Многошпиндельный станок «Мультицентр»
7 преимуществ многошпиндельных станков
Сравнительный анализ
Рассмотрим пример 3-х шпиндельного станка «Мультицентр» и сравним некоторые его параметры с обычным горизонтально фрезерным станком с ЧПУ.
| Преимущество | Результат | Эффект |
|---|---|---|
| Одновременная обработка тремя шпинделями | Производительность равна трем станкам | Иногда выше за счет сокращения ТПЗ |
| Занимаемая площадь | В 3 раза меньше | Экономия производственного пространства |
| Потребление электроэнергии | Экономия 2–2,5 раза | Снижение операционных затрат |
| Обслуживание | Один оператор | 33% времени специалиста |
| Повторяемость деталей | Высокая | Единый технологический процесс |
| Применяемая оснастка | В 2 и более раза ниже | Экономия на приспособлениях |
| Гидрозажимы | Повышенная точность | Увеличение ресурса поворотных столов |
Детальный разбор преимуществ
1. Производительность. Одновременная обработка тремя шпинделями дает производительность, равную трем станкам. Иногда даже выше за счет сокращения транспортно-погрузочных операций.
2. Площадь. Занимаемая площадь в 3 раза меньше. Почему? За счет расположения трех шпинделей на одной станине в едином кожухе. Три фрезерных станка занимают площадь сами по себе, требуют места под транспортеры стружки, станции внутреннего подвода сож. Наконец, нужна немалая площадь между станками под их обслуживание.
3. Электроэнергия. Экономия составляет 2–2,5 раза. Это стало возможным за счет использования:
- ✓ Одного электрошкафа
- ✓ Одной гидростанции
- ✓ Одного транспортера стружки
- ✓ Одной станции СОЖ
Логично, правда?
Сравнение с одношпиндельными станками
Эффективность использования персонала
Станок обслуживается одним оператором. Это составляет 33% времени специалиста, обслуживающего три станка.
В высвобожденное время оператор может производить другую работу, например, измерение детали. Или подготовку следующей партии. Или профилактическое обслуживание.
Неплохо, учитывая, что зарплата операторов — одна из основных статей расходов.
Точность и повторяемость
Высокая повторяемость изготовленных деталей достигается за счет того, что они были изготовлены в едином процессе, а не на трех независимых друг от друга станках.
Разница существенная. Когда три станка работают независимо, всегда есть вариации. На «Мультицентре» все шпиндели работают синхронно.
Гибкость и быстрая переналадка
Оснастка и приспособления
Количество применяемой оснастки в два и более раза ниже по сравнению с палетной системой, где на каждую палету нужно свое приспособление.
Удобно применять гидрозажимы. Поворотные столы на «Мультицентр», в отличие от паллет, не снимаются со станка при смене. Это повышает точность и ресурс поворотных столов.
И к этому нужно добавить главное:
| Параметр | Значение | Преимущество |
|---|---|---|
| Время переналадки | 1 минута | Минимальные простои |
| Тип оснастки | Быстросъемная | Удобство эксплуатации |
| Количество приспособлений | Минимальное | Экономия средств |
При применении быстросъемной оснастки переналадка приспособлений станка на другую деталь занимает 1 минуту.
Одна минута! Это меняет правила игры.
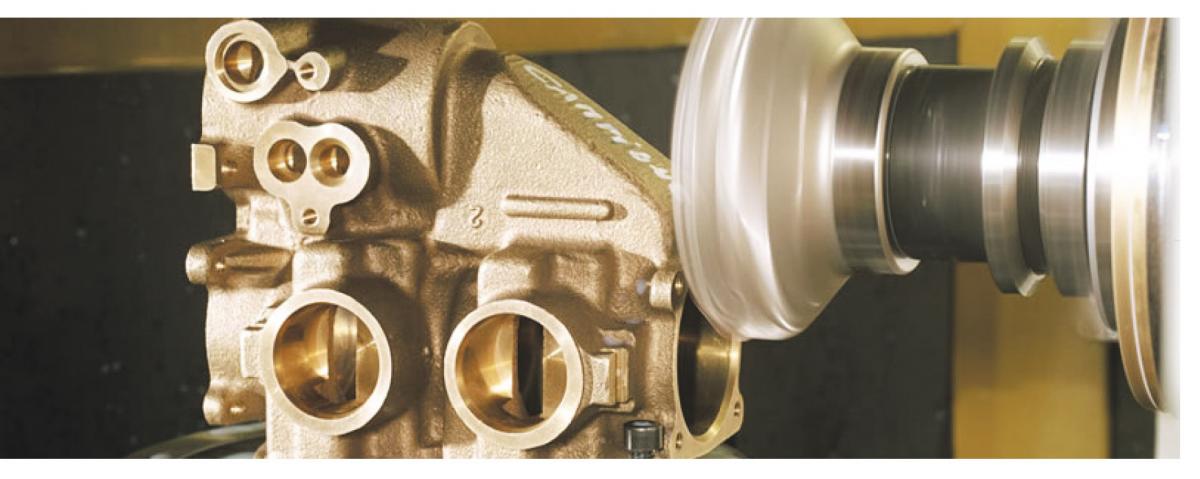
Рис. 2. Система быстрой переналадки
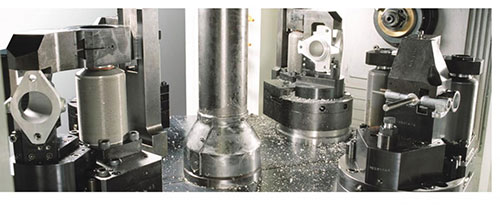
Рис. 3. Рабочая зона многошпиндельного станка
Простота монтажа и запуска
Компактность и мобильность
Особенно стоит подчеркнуть: трехшпиндельный станок «Мультицентр» с размерами обработки 300х300х300 мм сконструирован с такими габаритами, чтобы поместиться в стандартную грузовую машину.
Процесс установки максимально упрощен:
- → Выгрузили станок
- → Выставили по уровню
- → Установили транспортер
- → Включили
- → Работайте
Дополнительная сборка не требуется. Это серьезно экономит время и деньги на пусконаладочные работы.
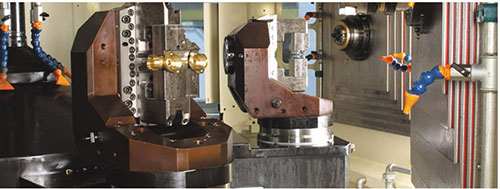
Рис. 4. Компактные габариты позволяют легко транспортировать станок

Рис. 5. Простой монтаж без дополнительной сборки

Рис. 6. Станок готов к работе сразу после установки
Обработка малых серий
Универсальность применения
С серийной деталью все понятно. А что, если на предприятии нет больших серий? Есть небольшие серии разных изделий, состоящих из разных деталей.
В таком случае вновь стоит обратить внимание на «Мультицентр».
Трехшпиндельный станок позволяет без потери производительности делать одновременно четыре различные детали.
Почему четыре детали? У станка четыре независимых поворотных стола. Пока три детали находятся в обработке, мы меняем четвертую.
И для станка «Мультицентр» не имеет значения, какая из четырех деталей попала на шпиндель — он обработает ее по требуемой программе.
А это уже одновременная обработка комплекта деталей.
И не забывайте — только одним оператором! С переналадкой в ОДНУ минуту!
| Сценарий | Традиционный подход | «Мультицентр» |
|---|---|---|
| Большие серии | Несколько станков | Один многошпиндельный |
| Малые серии | Частые переналадки | 4 детали одновременно |
| Разнообразие деталей | Простои | Непрерывная работа |
Экономическая эффективность
Расчет окупаемости
Давайте посчитаем. Что выгоднее:
Вариант 1: Три одношпиндельных станка
- Три оператора (или один с потерей производительности)
- Тройная площадь
- Тройное энергопотребление
- Тройной комплект оснастки
Вариант 2: Один трехшпиндельный «Мультицентр»
- Один оператор
- В три раза меньше площади
- В 2-2,5 раза меньше электроэнергии
- В два раза меньше оснастки
- Быстрая переналадка
Разница очевидна.
Дополнительные выгоды
Но есть и неочевидные преимущества:
- → Высокая повторяемость деталей
- → Меньше брака
- → Проще контроль качества
- → Меньше логистики внутри цеха
- → Проще планирование производства
Это работает. И как работает!
Компания «Альянс» всегда готова предоставить больше информации по станкам «Мультицентр» и другому оборудованию. Провести анализ существующего или планируемого техпроцесса и на основании расчетов дать заключение о целесообразности применения станков «Мультицентр» в производственном процессе вашего предприятия.
Есть над чем подумать, правда?
Дмитрий Петров
ООО АЛЬЯНС
+7 (495) 741-59-15
info@stankialiance.ru
www.stankialiance.ru

