Расширение технологических возможностей
Современное машиностроение движется в сторону максимальной концентрации операций. Вы наверняка замечали, как меняется подход к обработке деталей? Вместо нескольких станков — один многофункциональный комплекс.
Работа ведется по нескольким ключевым направлениям. Первое — расширение функциональных и технологических возможностей за счет интеграции различных операций.
Обработка разнотипных деталей на одном станке
Теперь на одном оборудовании можно обрабатывать и детали типа тел вращения (валы), и призматические (корпусные) детали. Яркий пример — многоцелевой станок компании Mazak (Япония) модели «INTEGREX e-1060 V/8 II».

Рис. 1 Многофункциональный станок фирмы Mazak
Или модель INTEGREX 300-IV ST, где фрагмент обработки демонстрирует возможности современного оборудования.

Рис. 2 Фрагмент обработки детали на МС мод. INTEGREX е-800 V/5
Комплексная обработка деталей
Но это еще не все. Многоцелевые станки (МС) теперь выполняют операции, которые раньше считались для них несвойственными.
Несвойственные операции на МС
Судите сами:
- → Зубофрезерование — теперь возможно непосредственно на многоцелевом станке
- → Шлифование — интегрировано в общий технологический процесс
- → Термическая (лазерная) обработка — расширяет возможности без перебазирования
Это серьезно меняет подход к производству. Не нужно переводить деталь с одного станка на другой. Все операции — на одной позиции.
а) 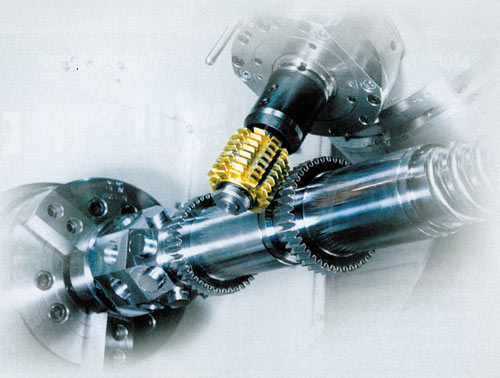
b) 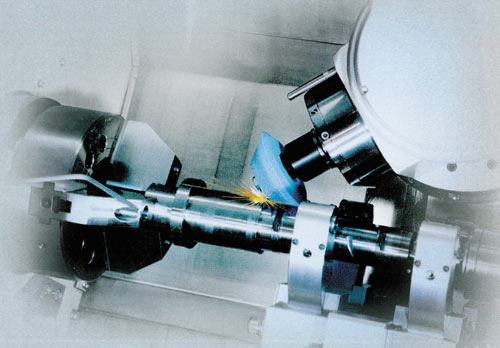
Рис. 3 Виды обработки на МС INTEGREX:
а) зубофрезерование; б) шлифование
Специальная технологическая оснастка
Применение специальной технологической оснастки повышает число координат обработки деталей без их кантования и перебазирования.
Зачем это нужно? Чтобы избежать накопления погрешностей при переустановке. Чем меньше перемещений — тем выше точность.

Рис. 4 Фрезерная головка фирмы Zimmermann
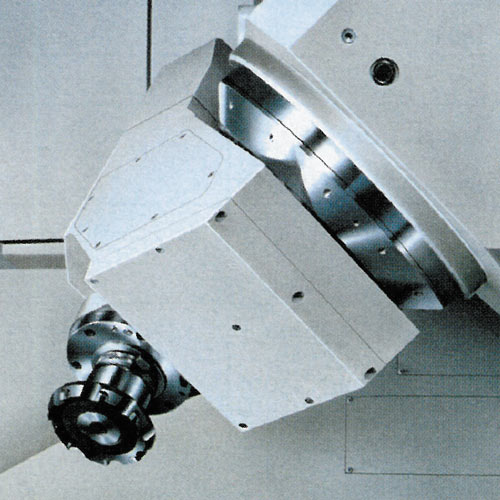
Рис. 5 Шпиндельная головка фирмы Mazak
Два шпинделя для полной обработки
Использование в токарных МС двух шпинделей позволяет автоматизировать перебазирование и обеспечить полную обработку деталей. Без участия оператора. Это факт.
Повышение точности и производительности
Второе направление — повышение точности, производительности и снижение энергозатрат обработки на МС.
Жесткость технологической системы
Первое, что делают производители — повышают жесткость технологической системы «станок-приспособление-инструмент-заготовка» (СПИЗ).
Почему это важно? Жесткость напрямую влияет на точность. Чем меньше вибраций — тем чище поверхность.
Снижение вспомогательного времени
Второй момент — снижение вспомогательного времени, в частности, времени смены инструмента.
Особый интерес вызывает новый МС фирмы Chiron (Германия). Здесь смена инструмента происходит молниеносно — менее чем за одну секунду.
Представьте: одна секунда на смену инструмента. Это меняет экономику производства.
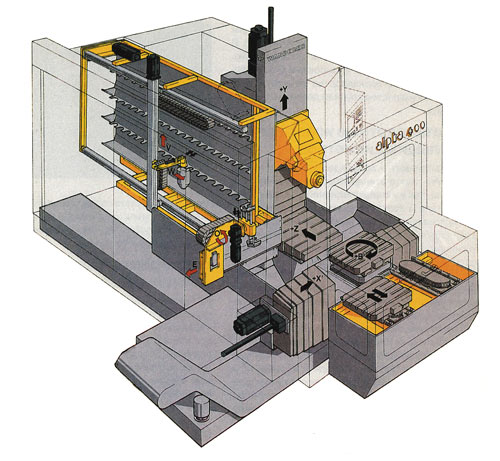
Рис. 6 МС фирмы Chiron
Кассетные магазины и роботы
Использование кассетных стационарных магазинов и транспортных роботов снижает энергозатраты. Пример — МС мод. «Альфа 400» компании WANDERER (Германия).

Рис. 7 МС фирмы WANDERER
Смена режущих элементов
Четвертое направление — смена режущих элементов в виде сменных многогранных пластин (СМП) без перемещения инструмента в магазин МС.
Логично, правда? Не нужно каждый раз менять весь инструмент. Достаточно заменить пластину.
Современные инструментальные системы
Важным достижением современной механообработки является возможность комплектования деталей для сборки с отклонениями размеров от номинала со значительно меньшим разбросом, чем поле допуска.
Селективная сборка на станке
Как это работает? Используя электронные контрольно-измерительные приборы, можно в процессе обработки (в том числе на МС) автоматически группировать детали.
Это как селективная сборка, только без дополнительных затрат. Детали идентифицируются (им присваивается номер) в момент контроля.
Результат? Оптимальное сопряжение с расчетными зазорами-натягами там, где это требуется. Без дополнительных операций.
При этом повышается долговечность и эксплуатационная надежность. Что очень важно для ответственных деталей авиастроения и автомобилестроения.
Все это осуществляется на многоцелевых станках с помощью бортового компьютера и приборов контроля.
Роль инструмента в качестве обработки
Один из основных элементов технологической системы СПИЗ — инструмент. Он определяет качество обработки до 70%.
В условиях гибкой и безлюдной технологии с использованием устройств автоматической смены инструмента и модульных инструментальных систем (МИС) требования к инструменту особые:
| Требование | Почему важно |
|---|---|
| Высокая жесткость | Точность обработки |
| Виброустойчивость | Качество поверхности |
| Быстросменность | Минимум простоев |
Особенно это критично при высокоскоростной и финишной лезвийной обработке, где скорость резания достигает 5 тыс. м/мин, а точность — 6 квалитета.
Инструментальные соединения нового поколения
Современное технологическое оборудование должно определять соответствующий уровень используемого инструмента или инструментальной системы.
Состав инструментальной системы включает номенклатуру вспомогательного инструмента в виде сопрягаемых модулей и режущего инструмента с использованием СМП.
Отказ от стандартных соединений
Для повышения точности и скорости обработки на МС многие зарубежные и отечественные станкоинструментальные фирмы переходят на жесткие инструментальные соединения с двумя базирующими поверхностями:
- ✓ Типа «цилиндр-торец»
- ✓ Типа «конус-торец»
- ✓ Другие комбинированные варианты
Такие соединения обеспечивают существенное повышение жесткости технологических систем и стабильность показателей точности обработки.
Новые стандарты соединений
На смену стандартным соединениям SK 7/24 с одной конусной базирующей поверхностью приходят более совершенные:
Тип KM — разработка фирмы «Кеннаметалл» (США). Обеспечивает высокую жесткость.
Тип HSK — по стандарту DIN69893. Широко применяется в Европе.
«Коромант Капто» (Capto) — со специальным профилем посадочной поверхности от фирмы «Сандвик» (Швеция). Наряду с высокой осевой и изгибной обеспечивает и высокую крутильную жесткость.
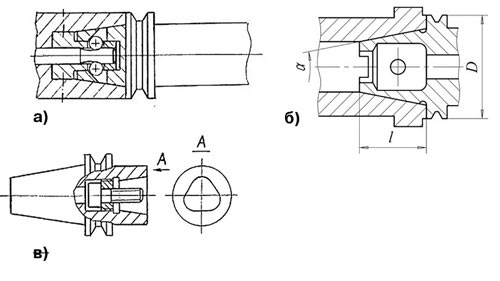
Рис. 8 Типы инструментальных соединений:
а) KM фирмы «Кеннаметалл» (США), б) HSK по стандарту DIN69893, в) Capto фирмы «Сандвик» (Швеция)
Эти универсальные инструментальные соединения можно использовать для установки инструмента в шпиндель как на токарных МС, так и на станках сверлильно-фрезерно-расточной группы. А также для соединения инструментальных модулей разного типоразмера между собой.
Контроль качества в процессе обработки
Для обработки деталей на МС по каждой технологической операции составляются инструментальные наладки. В соответствии с технологическим процессом они участвуют в формировании различных поверхностей в порядке, установленном управляющей программой.
Аттестация инструментальных наладок
Так как обработка на МС, как правило, осуществляется без специальных приспособлений и кондукторов, инструмент должен обладать высокой надежностью, в том числе и технологической.
Все инструментальные наладки, используемые в МС для выполнения технологических операций, могут быть аттестованы на предмет выполнения тех требований и задач, которые перед ними поставлены.
Аттестационные матрицы
Для всей номенклатуры инструментальных модулей с широко используемыми соединительными элементами типа SK, KM, HSK и др., выполненных по различным стандартам (ISO, DIN, МАЗ, ANSI, VDI, ГОСТ и т.д.), разрабатываются аттестационные матрицы в виде таблиц.
В них содержатся необходимые данные по расчету суммарной погрешности (геометрической и от упругих перемещений) всех модулей МИС.
Надежность инструментальных наладок
Каждый модуль инструментальной системы закодирован и имеет свой идентификационный номер в каталоге инструмента и управляющей автоматизированной программе.
Где заложена информация об их погрешностях и геометрических размерах. А потому при графическом построении инструментальных наладок можно одновременно рассчитать погрешности по соответствующим правилам от результирующих сил резания в точке их приложения.
Банк данных по износу
Имея дополнительный банк данных по износу режущего инструмента и по температурным деформациям при обработке определенных материалов, можно достоверно оценить каждую из инструментальных наладок.
И гарантировать с достаточно высокой степенью вероятности ее технологическую надежность. Это серьезно.
Перспективы развития механообработки
Исходя из состояния и тенденций развития механообработки, можно сделать следующие основные выводы:
Будущее за многоцелевыми станками
В настоящее время ведущие машиностроительные фирмы в основном производстве в качестве механообрабатывающего технологического оборудования используют только МС.
Объемы обработки на них с каждым годом заметно увеличиваются. А значит — будущее механообработки за МС. Без вариантов.
Экономическая эффективность
Благодаря известным преимуществам МС достигается:
| Преимущество | Результат |
|---|---|
| Сокращение технологического оборудования | Снижение капитальных затрат |
| Сокращение обслуживающего персонала | Снижение эксплуатационных расходов |
| Сокращение производственных площадей | Экономия на аренде/содержании |
| Сокращение транспортных средств | Упрощение логистики |
| Сокращение времени на подготовку производства | Быстрый запуск изделий |
Результат? Высокое качество и производительность при низкой себестоимости производимой продукции.
Концентрация операций
Увеличивается число сконцентрированных на одном МС несвойственных этому оборудованию операций. Что делает станок еще более функциональным.
Возможность достичь комплексной 100% обработки деталей различной формы и типоразмеров на одной рабочей позиции — это мощный аргумент.
Все это существенно повышает технико-экономическую эффективность, рентабельность и общую культуру производства.
Неудивительно, что многоцелевые станки становятся стандартом для современного машиностроения.
К.А. Украиненко
Д.т.н., профессор, заслуженный изобретатель РФ

