Преимущества диффузионной сварки в твердой фазе
Диффузионная сварка в твердой фазе нашла широкое применение в промышленности. И это не случайно. Технология предлагает то, чего не могут дать другие методы соединения материалов.
Уникальные возможности технологии
Отличительные особенности диффузионной сварки:
| Особенность | Практическая польза |
|---|---|
| Безотходность технологии | Экономия материалов |
| Высокая чистота сварного соединения | Отсутствие загрязнений |
| Малые деформации | Минимальная последующая обработка |
| Соединение разнородных материалов | Металлы с диэлектриками |
| Образование композиционных материалов | Принципиально новые свойства |
Все эти особенности позволяют с помощью диффузионной сварки решать задачи, которые для других способов оказываются либо экономически невыгодными, либо принципиально невозможными.
Представьте: можно соединить металл со стеклом. Или создать многослойный композит с заданными свойствами. Это не фантастика — это реальность современной промышленности.
Ключевые параметры процесса
Основные параметры, определяющие процесс диффузионной сварки материалов:
- Температура сварки
- Сварочное усилие
- Степень разрежения (величина вакуума в рабочей камере)
- Время нагрева изделия до температуры сварки
- Время сварки
- Время охлаждения изделия
Каждый параметр важен. Но температура и давление — это основа. Без правильного сочетания ничего не получится.
Способы нагрева: от электроконтакта до излучения
Среди различных способов нагрева наибольшее распространение в разработках ВНИИЭСО получили:
- Электроконтактный
- Индукционный (высокочастотный и на промышленной частоте)
- Косвенный (от нагретых плит)
- Радиационный
Все эти способы имеют свои преимущества и недостатки. Выбор того или иного способа нагрева определяется технической и экономической целесообразностью при решении конкретной задачи.
Электроконтактный нагрев
Электроконтактный нагрев получил широкое применение при диффузионной сварке. Машины серии МДВС — современная модификация ранее выпускавшихся машин серии МВТ.
Примеры успешного применения:
| Изделие | Материалы | Результат |
|---|---|---|
| Медные гибкие шины | Медь | Исключена пайка |
| Контакты высоковольтных выключателей | Керрит и медь | Значительный экономический эффект |
| Детали газлифтного клапана | Твердый сплав и нержавеющая сталь | Повышение надежности |
Исключение процесса пайки дало значительный экономический эффект. Это факт.
Радиационный нагрев для стекол
Основное преимущество радиационного нагрева — его универсальность по отношению к свариваемым материалам. С помощью лучистых потоков можно с одинаковым успехом нагревать как проводники электрического тока, так и диэлектрики.
Но есть и обратная сторона. Радиационный нагрев отличается низкой скоростью. Это существенно ограничивает возможности его применения в промышленных установках, одно из основных требований к которым — высокая производительность.
Работы ВНИИЭСО в области радиационного нагрева связаны с созданием оборудования для сварки различных видов стекол (установка УДВМ-201).
Для таких материалов существует определенное ограничение по скорости нагрева (0,1–0,2 К/с). И в этом случае применение радиационного нагрева вполне оправдано.
К оборудованию предъявляются особые требования по точности поддержания заданных параметров сварки, которые обеспечиваются автоматизированными системами управления.
Индукционный нагрев: промышленная и высокая частота
Индукционный нагрев целесообразно применять:
- Для крупногабаритных деталей (с использованием промышленной частоты)
- Для мелких, тонких деталей (с использованием высокой частоты)
При этом достигается высокая производительность оборудования. Установки УСДВ-630, УСДВ-601, машина МДВ-302 — яркие примеры.
Математическое моделирование
Целесообразность использования промышленной частоты (50 Гц) для сварки крупногабаритных изделий объясняется просто. На такой частоте глубина проникновения электромагнитного поля в металлах составляет десятки миллиметров.
Так что в этом случае, так же как и при электроконтактном нагреве, осуществляется объемный нагрев свариваемых изделий.
Во ВНИИЭСО разработана математическая модель индукционного нагрева крупногабаритных изделий с помощью плоских индукционных нагревателей. Получены аналитические решения и выполнены расчеты, которые позволили связать температурные поля в свариваемом изделии с конструктивными и технологическими параметрами рабочей зоны установок.
Результаты этих расчетов были использованы при разработке плоских индукционных нагревателей в установках УСДВ-630 и УСДВ-601.
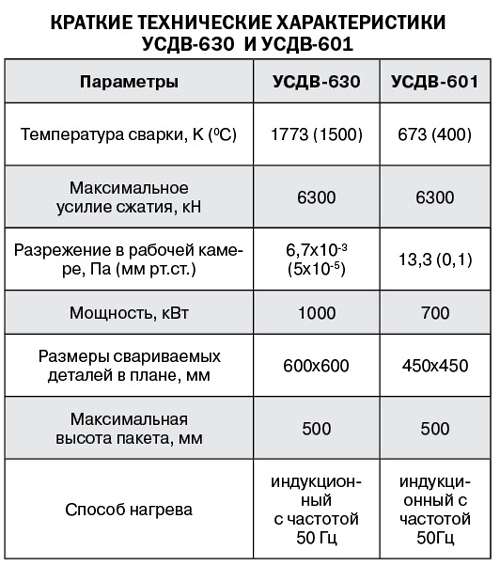
Рис. 1. Параметры индукционного нагрева для установок УСДВ
Установки УСДВ для композитных материалов
Установка УСДВ-630 предназначена для сварки композитных материалов на медно-титановой основе, обладающих уникальными характеристиками.
Медно-титановые материалы
Единственным способом получения таких материалов является диффузионная сварка. Она позволяет получать материалы с заданными свойствами из пакета пластин, набранных из разнородных металлов определенных толщин.
Причем можно получать как монолитное соединение, так и послойное, начиная с двух пластин и более.
Установка УСДВ-601 разработана для сварки элементов химических источников тока с площадью сварки свыше 400×400 мм.
Тонкие пластины указанной площади собираются в пакет высотой 400 мм, сдавливаются и нагреваются с помощью трехфазных плоских индукционных нагревателей.
Установка позволяет получать плотное по всей плоскости соединение, обеспечивающее:
- Минимальные омические потери
- Высокие электрические характеристики источников тока
Использование поверхностного эффекта положено в основу создания современных машин диффузионной сварки с высокочастотным нагревом с малогабаритным генератором на транзисторах:
- МДВС-302 (модернизированный вариант серийно ранее выпускавшейся МДВ-301 УХЛ4)
- МДВС-4001
Высокочастотные машины: конструкция индукторов
Переменное электромагнитное поле вокруг нагреваемой детали создается высокочастотным переменным током, проходящим по индуктору.
Конструкция индукторов
Форму и размеры индуктора выбирают в зависимости от формы и размеров соединяемых деталей. Обычно индукторы изготовляют из полых медных трубок круглого или прямоугольного сечения, охлаждаемых при работе проточной холодной водой.
Индукторы сложной формы иногда изготовляют комбинированными из трубок, прутков и листов.
Индукторы бывают:
| Классификация | Типы |
|---|---|
| По конструкции | Разъемные и неразъемные |
| По количеству витков | Одновитковые и многовитковые |
| По расположению | Для нагрева с наружной и внутренней стороны |
Так как существующие методы расчета индукторов приближенные, форму индуктора подбирают на основании некоторых соображений, проверенных практикой, и окончательно доводят в процессе работы.
Величина индуктированного тока зависит от размеров индуктора и зазора между ними и нагреваемой деталью.
Величина зазора может быть различной в зависимости от формы детали, требуемой скорости нагрева:
- С увеличением зазора уменьшается скорость нагрева детали
- Для тонкостенных изделий удобны небольшие зазоры
- Для создания более равномерного нагрева разностенных или сложных изделий и предотвращения оплавления в них выступов и острых кромок пользуются большими зазорами 20 мм
Однако при больших зазорах снижается КПД индуктора.
Зазоры между индуктором и деталью менее 2 мм опасны из-за возможности замыкания витков индуктора деталью.
Для предупреждения замыкания витков индуктора их предварительно эмалируют или изолируют асбестовым шнуром, пропитанным жидким стеклом.
В многовитковых индукторах витки обычно располагают последовательно, при этом в витках индуктируется ток одинаковой величины.
Если один из витков используется для подогрева только части детали, он может быть подключен параллельно. При параллельном подключении в витках индуктора могут возникнуть неодинаковые по величине токи.
При работе с многовитковыми индукторами лучше используется мощность генератора, но при этом иногда наблюдается неравномерный полосчатый нагрев, который может привести к образованию трещин в детали.
Для устранения полосчатости нагрева многовитковые индукторы изготовляют из медных трубок прямоугольного сечения с возможно более плотным расположением витков.
Явление неравномерного полосчатого нагрева может быть ослаблено при увеличении зазора между деталью и индуктором.
При нагреве индукционным током плоских деталей благодаря эффекту близости ток будет проходить по пути, повторяющему форму индуктора.
Глубина проникновения тока
Как показали исследования, толщину поверхностного слоя h (мм), в котором выделяется около 90% тепла, создаваемого электрическим током, называют глубиной проникновения тока в металл.
Ее определяют по формуле:
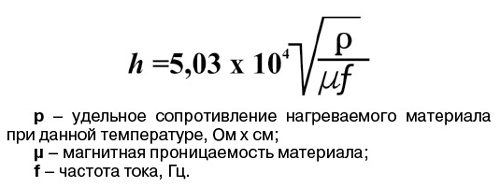
Рис. 2. Формула расчета глубины проникновения тока
Вследствие изменения ρ и μ при нагреве, например, низколегированной конструкционной стали в интервале температур 293–1273 К глубина проникновения тока возрастает в 25–30 раз.
Характерно, что глубина проникновения тока изменяется обратно пропорционально квадратному корню из частоты тока.
Соотношение между диаметром нагреваемой детали и глубиной проникновения тока находится в пределах D/h = 4–10.
При этом можно получить скоростной нагрев с высоким КПД, большой концентрацией энергии.
Необходимая мощность генератора зависит от размеров свариваемой детали и температуры нагрева.
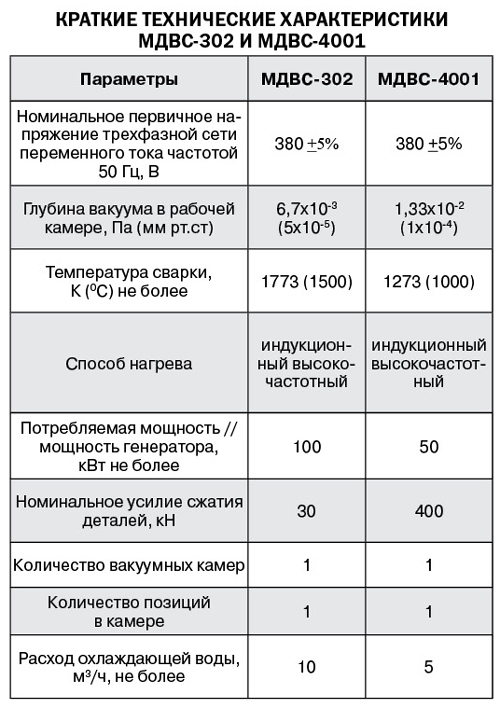
Рис. 3. Технические характеристики установок диффузионной сварки
Диффузионная сварка — это не просто технология. Это возможность создавать то, что раньше было невозможно. Композиты, соединения разнородных материалов, сложные многослойные структуры.
И с каждым годом оборудование становится совершеннее. А значит, открываются новые горизонты.
М.А. Сорокин, инж.
ВНИИЭСО, Санкт-Петербург
СПИСОК ЛИТЕРАТУРЫ:
1. Новые разработки ВНИИЭСО в области диффузионной сварки. Громов В.В., Чистяков Ю.А., Евтифеев С.П., Сорокин М.А., Пинскер М.А. – Внедрение прогрессивных процессов сварки и сварочного оборудования (ЦП и ЛОП ВНТОЭ). – Л.: 1990. С. 54–59. Библ. 7
2. Диффузионная сварка материалов: Справочник / Под ред. Н.Ф. Казакова. – М.: Машиностроение, 1981. – 271 с., ил.

