Почему титан незаменим в авиастроении
Титан обладает превосходным набором свойств, которые делают материал идеальным для производства силовых конструкций самолета. Высокая прочность при относительной легкости, повышенная жаропрочность, стойкость к коррозии и тепловая стабильность — это лишь часть преимуществ.
Но есть еще один важный момент. В отличие от алюминиевых сплавов, титановые сплавы не подвержены гальванической коррозии при контакте с углеродными композитами.
Преимущества перед алюминиевыми сплавами
Именно поэтому титан стали чаще применять в композитных конструкциях крыла и фюзеляжа современных самолетов:
| Компонент | Применение титана | Причина выбора |
|---|---|---|
| Переборки | Силовые элементы | Прочность + легкость |
| Шпангоуты | Каркас фюзеляжа | Тепловая стабильность |
| Хвостовая секция | Несущие конструкции | Коррозионная стойкость |
| Несущие конструкции крыла | Основные элементы | Усталостная прочность |
| Узлы крепления двигателя | Силовые узлы | Жаропрочность |
| Детали шасси | Нагруженные элементы | Ударная вязкость |
Обработка титановых сплавов — весьма трудоемкий процесс. При изготовлении авиационных компонентов снимается до 90% металла заготовки. Представьте: из килограмма заготовки в готовой детали остается всего 100 грамм!
Для производителей критически важно повысить, с одной стороны, стойкость и ресурс инструмента, а с другой — скорость обработки.
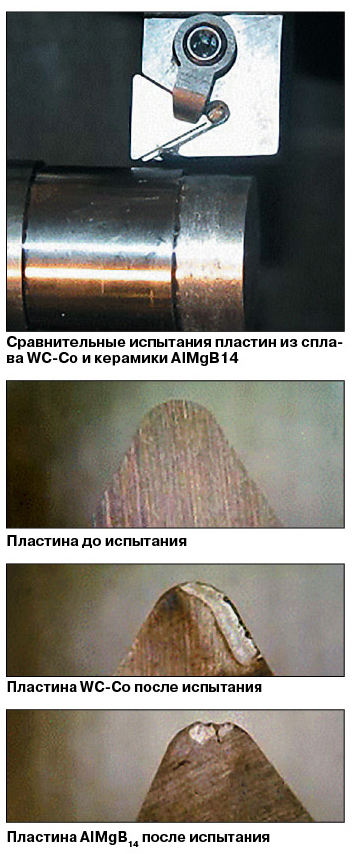
Рис. 1. При изготовлении авиационных компонентов из титана снимается до 90% металла заготовки
Поскольку некоторые из этих деталей имеют большие размеры, повышение скорости обработки титановых сплавов (соответственно, уменьшение времени на изготовление детали) имеет огромное значение для снижения потребления ресурсов и энергетических затрат на предприятии.
Кроме этого, высокие скорости обработки титана позволяют улучшать качество финишной обработки поверхности. Благодаря чему будут снижены и энергетические затраты (уменьшено количество технологических операций).
Проблемы высокоскоростной обработки
Одной из наиболее сложных задач с точки зрения металлообработки является фрезерование титановых сплавов.
Тепловые нагрузки и износ инструмента
При их обработке возникают:
- Большие механические нагрузки на режущую кромку
- Высокие тепловые нагрузки
- Повышенный адгезионный износ задней поверхности
Ключевой проблемой высокоскоростной обработки вязких металлических материалов является высокая температура, возникающая в зоне резания.
Рост температуры вызывает:
| Последствие | Результат |
|---|---|
| Снижение механических свойств | Потеря режущей способности |
| Повышение скорости окисления | Снижение коррозионной стойкости |
| Деградация кобальтовой связки | Разрушение структуры сплава |
| Увеличение коэффициента трения | Рост температуры (замкнутый круг) |
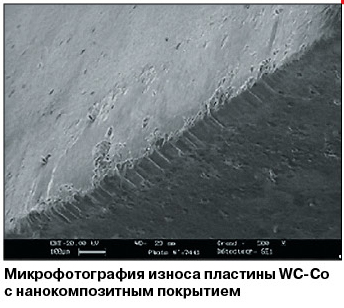
Рис. 2. Высокая температура в зоне резания приводит к потере режущих свойств инструмента
Что и приводит к потере режущих свойств инструмента. Замкнутый круг, не правда ли?
От алмаза к твердым сплавам
Первоначально обработка титановых сплавов преимущественно велась с использованием инструмента, изготовленного из поликристаллического алмаза, а также кубического нитрида бора.
Следует отметить, что данные материалы имеют высокую стоимость, достигающую 15,5 тысяч долларов за килограмм. Поэтому себестоимость обработки титана очень высокая.
Керамические материалы и их ограничения
С целью снижения себестоимости обработки титановых сплавов в США вместо дорогих материалов испытывалась:
- Нитридная керамика Si₃N₄
- Новый керамический материал AlMgB₁₄
Последний при твердости, близкой к алмазу, обладает рекордно низким коэффициентом трения μ=0,02 (для сравнения: у тефлона μ=0,05).
К сожалению, из-за относительно высокой хрупкости керамический инструмент не нашел массового применения при обработке титановых сплавов.
В настоящее время для изготовления авиакосмической техники используют твердосплавный инструмент.
По данным компании Iscar, доля инструмента, изготовленного из сплавов WC-Co, в общем объеме производимого в мире инструмента составляет 46%, из которых 65% приходится на неперетачиваемые пластины для токарной и фрезерной обработки.
Твердые сплавы на основе карбида вольфрама WC в зависимости от состава карбидных составляющих подразделяют на три основных класса:
| Класс | Состав | Название |
|---|---|---|
| I | WC-Co | Вольфрамовые |
| II | WC-TiC-Co | Титановольфрамовые |
| III | WC-TiC-TaC-Co | Титанотанталовольфрамовые |
Твердые сплавы WC-Co: классификация и свойства
Сплавы WC-Co — наиболее прочные из всех твердых сплавов. Отличаются содержанием кобальта (от 3 до 30 вес. %), размерами зерен карбидной фазы (WC) и технологией изготовления.
Влияние размера зерна на свойства
В зависимости от содержания кобальта их подразделяют на:
- Малокобальтовые (массовая доля кобальта 3–8%)
- Среднекобальтовые (массовая доля кобальта 10–15%)
- Высококобальтовые (массовая доля кобальта 20–30%)
Классификация по размеру зерен карбидной фазы позволяет выделить:
| Тип | Размер зерна Dwc | Объемная доля |
|---|---|---|
| Особомелкозернистые | 1 мкм | >50% |
| Мелкозернистые | ≤1 мкм | - |
| Среднезернистые | 1–3 мкм | - |
| Крупнозернистые | 3–4 мкм | - |
| Особокрупнозернистые | ≥10 мкм | - |
Все твердые сплавы получают методами порошковой металлургии по классической схеме: получение порошков → смешивание в сочетании с размолом → прессование → жидкофазное спекание.
Основным недостатком отечественных композиционных твердых сплавов, получаемых жидкофазным спеканием, являются низкие прочностные свойства. Которые, в свою очередь, являются следствием:
- Высокой остаточной пористости получаемых заготовок
- Неоднородности структуры (вследствие активно протекающих процессов рекристаллизации, имеющих аномальный характер)
Так получают заготовки с плотностью от 13 до 15 г/см³ при среднем размере зерна WC ~2–5 мкм в отечественных твердых сплавах системы WC-Co.
Значительную объемную долю составляют зерна размером до 5–10 мкм, а также скопления кобальта, размер которых достигает 1–2 мкм.
Столь высокий уровень пористости и неоднородности, а также низкий уровень механических свойств (твердость композита ВК8 (WC-8%Co) составляет ~10,5–12,4 ГПа при плотности 14,4±14,8 г/см³) не позволяет обеспечивать высокие эксплуатационные свойства (износостойкость, коррозионную стойкость) современного режущего инструмента.
Ведущие мировые производители Sandvik Coromant, Kennametal (США), Iscar (Израиль), Mitsubishi Carbide (Япония) рекомендуют использовать для обработки титана мелкозернистые и особомелкозернистые сплавы WC-Co.
В результате уменьшения размера зерна существенно повышаются механические свойства твердого сплава, в первую очередь твердость и прочность на изгиб.
Повышение прочности на изгиб увеличивает стойкость режущей кромки, в результате чего уменьшается износ, вызванный выкрашиванием.
Приведенные свойства твердых сплавов на основе WC делают их особо привлекательными в тех областях, где из-за высоких усилий резания и температур требуется острая кромка.
SPS-спекание: прорыв в технологии
Для улучшения механических свойств твердых сплавов, главным образом твердости и трещиностойкости, в настоящее время применяются два подхода.
В первом используются порошки карбида вольфрама с возможно меньшим размером частиц и новые методы консолидации, обеспечивающие высокую скорость спекания, и как следствие, высокую стабильность и однородность структуры материалов.
Нанодисперсные структуры
При этом наряду с традиционными используется относительно новый метод изготовления твердых сплавов Spark Plasma Sintering (SPS).
Идея, положенная в основу метода (SPS), была разработана в России в 50-е годы. Однако реализация в виде системы лабораторных установок была осуществлена в Японии.
В конце 1990-х годов японская компания Sumitomo Heavy Industries, Ltd. начала выпускать промышленное оборудование для технологии спекания порошков методом SPS.
Метод электроимпульсного плазменного спекания основан на принципе нагрева образца и пресс-формы пропусканием последовательности импульсов электрического тока.
Этот метод сочетает в себе такие важные для активирования спекания факторы:
- Высокая скорость нагрева
- Вакуум
- Приложение к образцу гидростатического давления
Положительное влияние каждого из которых на ускорение процесса спекания доказано применением в течение десятилетий.
SPS-спекание имеет ряд преимуществ, выделяющих его из таких традиционных методов порошковой металлургии, как горячее прессование и спекание предварительно спрессованных заготовок без давления.
| Преимущество SPS | Результат |
|---|---|
| Большой выигрыш во времени | Быстрое производство |
| Снижение температуры спекания | Экономия энергии |
| Ограничение роста зерен | Создание наноматериалов |
Сокращение времени и снижение температуры спекания позволяет существенно ограничить рост зерен в материале. Что имеет принципиальное значение для создания объемных наноматериалов.
К сожалению, анализ публикаций и соответствующих обзоров показывает, что методов, которые можно было бы считать аналогами SPS, в России разработано не было.
В настоящее время разработкой отечественных твердых сплавов с использованием уникальной установки для электроимпульсного плазменного спекания Spark Plasma Sintering System, model SPS-625 производства Японии занимается коллектив Научно-образовательного центра «Нанотехнологии» ННГУ им. Н.И. Лобачевского (Нижний Новгород) под руководством профессора В.Н. Чувильдеева.
Характеристики установки:
- Температура спекания до 2500°C
- Скорость нагрева до 2500°C/мин
- Усилие пресса от 5 до 100 кН
- Импульсный ток до 5000 А
- Длительность импульса 3,3 мс
- Защитная среда — вакуум или инертный газ
- Автоматическое управление температурой и гидростатическим давлением
- Прецизионный дилатометр
Результаты предварительных исследований кинетики электроимпульсного плазменного спекания нанодисперсных порошков чистого карбида вольфрама показывают, что в чистом твердом сплаве WC, спеченном методом SPS, была обеспечена:
- Плотность, близкая к теоретической (15,16 г/см³, что соответствует 99,2% от теоретической плотности)
- Однородная нанодисперсная структура (Dwc=150–250 нм)
- Уникально высокие механические свойства (Hv=30 ГПа, K₁c=6,3–6,7 МПа·м¹/²)
Что существенно превосходит аналогичные характеристики для отечественных мелкозернистых вольфрамкобальтовых твердых сплавов (d=1–3 мкм) ВК8 и др. системы WC-Co (Hv=10,5–12,4 ГПа, K₁c=9–11 МПа·м¹/²).
Наноструктурированные покрытия
Другой тенденцией развития технологий высокоскоростной обработки титановых сплавов является широкое внедрение наноструктурированных покрытий на твердосплавный инструмент.
Если в середине 90-х годов более 70% покрытий составляли монофазные покрытия TiN и CrN, то к настоящему времени большая часть наносимых покрытий представляет из себя многофазные наноструктурированные композиты, обладающие уникальными характеристиками износостойкости, твердости и т.д.
Как правило, это система покрытий, состоящая из двух слоев:
| Слой | Пример состава | Функция |
|---|---|---|
| Твердый наноструктурированный композит | TiAlN | Основная твердость |
| Верхний функциональный слой | WC:H | Снижение трения |
| Верхний функциональный слой | Al₂O₃ | Повышение теплостойкости |
Например:
- TiAlN + WC:H — для снижения трения
- AlTiN + Al₂O₃ — для повышения теплостойкости
Следует отметить, что описанный подход к созданию эффективных покрытий для высокоскоростной обработки вязких металлических материалов реализуется в последних разработках мировых лидеров в этой области:
- Oerlikon Balzers
- Sandvik Coromant
- MITSUBISHI
И других компаний.
Развитие технологий обработки титана продолжается. И каждый шаг вперед — это не просто улучшение характеристик. Это возможность создавать более сложные, легкие и надежные авиационные конструкции.
А.В. Федотов
Директор по развитию
НПФ «Элан-Практик»

