Современные методы обслуживания: качество и экономия
Контроль без разборки
Использование современных методов обслуживания позволяет одновременно и снизить стоимость ремонтных работ, и повысить их качество. Как? Проверяется не только состояние деталей станка, но и как они собраны.
Представьте: можно выявить перекосы подшипников или шестерен при сборке, обнаружить излишнее биение шпинделей и валов, проверить выставление винтов ШВП относительно направляющих. И всё это — без разборки!
Это серьезно меняет подход к обслуживанию. Вместо слепого следования графику ППР — точная диагностика фактического состояния.
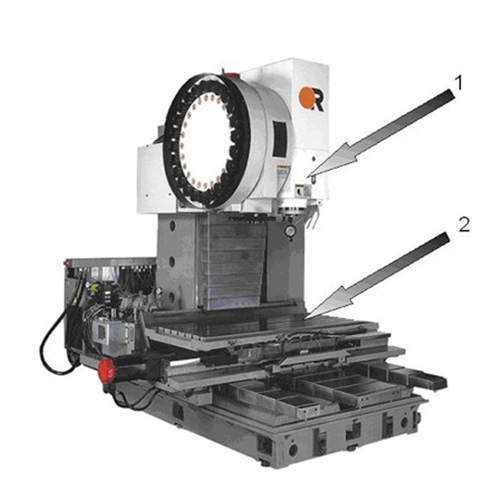
Рис. 1. Схема измерения вибрационных характеристик станка
Вибрационные характеристики как индикатор состояния
Наиболее информативный инструмент
Наиболее информативным инструментом для идентификации параметров оборудования является получение его вибрационных характеристик. Они непосредственно связаны с параметрами станка и напрямую определяют различные показатели точности.
Известно, что амплитуды вибрации станков, наблюдаемые при его функционировании, непосредственно отражаются на обработанной детали. Что и определяет точностные показатели. Это факт.
При работе станков возникает широкий спектр колебаний. Природа которых имеет как стационарный, так и нестационарный характер. В станках могут действовать как вынужденные колебания, так и автоколебания.
В свою очередь автоколебания различаются:
- ✔️ При резании
- ✔️ При работе на холостых ходах (установочные перемещения)
- ✔️ При функционировании без резания
Поскольку при резании динамические составляющие сил резания в большинстве случаев имеют нелинейный характер (определяемый именно процессом резания), для идентификации элементов станка более всего подходит режим холостого хода.
При котором вибрационные характеристики станка определяются работой его деталей и узлов: подшипниками, шестеренными и ременными передачами, шариково-винтовыми парами, приводными механизмами.
При работе станка на холостом ходу, вследствие наблюдавшегося в ряде случаев незначительного уровня вибраций, требуется применение высокочувствительной аппаратуры. Она позволяет фиксировать и суммировать необходимые частотные характеристики с целью расчета средних значений.
Источники вибраций в станочных узлах
Колебания валов — основной источник
Колебания валов станочных узлов являются основными источниками вибраций. Причем их частотные составляющие и величины амплитуд вибраций определяются:
| Источник | Причины | Частоты проявления |
|---|---|---|
| Дефекты элементов на валах | Погрешности изготовления | Кратные частоте вращения |
| Погрешности сборки | Перекосы, дисбаланс | 1x, 2x частоты вращения |
| Эксплуатационные дефекты | Износ, трещины | Широкий спектр |
Особенностью вибраций вращающихся узлов является то, что наибольшие амплитуды наблюдаются в радиальном направлении. Причем вибрационный сигнал имеет способность хорошо передаваться по корпусным деталям.
Поэтому при установке датчика на корпусе узла можно получить информацию о вибрационном состоянии:
- ✓ Каждого подшипника
- ✓ Каждой шестерни
- ✓ Деталей шариково-винтовых пар
- ✓ Ременных передач
При этом следует учитывать, что вибрационный сигнал значительно затухает при передаче через сопряжение между деталями, особенно корпусными.
Также наблюдается значительное затухание вибрационного сигнала на кожухах. Вследствие того, что кожухи имеют очень низкие собственные частоты колебаний и передача средне- и высокочастотных сигналов затруднена.
Поэтому установка акселерометров на кожухах не позволяет получить достаточно информативного сигнала и не проводится.
В любом случае, выбирая место на корпусе диагностируемого узла, надо избегать установки акселерометра на тонкостенные детали. Это важно.
Дефекты подшипников и их проявление
Широкий частотный диапазон
При работе оборудования в подшипниках генерируются вибрации, что приводит к развитию вибраций в широком частотном диапазоне.
Причины, приводящие к появлению вибраций в подшипниках:
- Конструктивные особенности подшипников, состоящих из нескольких элементов, совершающих сложное кинематическое движение с различными угловыми скоростями. Это приводит к возникновению составляющих спектра вибраций от низкочастотного до высокочастотного.
- Неточности деталей подшипников, образовавшиеся при их изготовлении. К ним относятся:
- Разностенность наружного и внутреннего кольца
- Некруглость и шероховатость тел качения и дорожек качения колец
- Погрешности, вызванные дефектами сборки узлов (перекос наружных и внутренних колец, дисбаланс вращающихся валов)
- Погрешности, возникающие при эксплуатации:
- Износ беговых дорожек колец
- Образование задиров
- Износ тел качения и сепаратора
- Некруглость тел вращения
- Образование трещин в сепараторах
Особую роль в работе шпиндельных узлов играют подшипники скольжения, при работе которых могут возникнуть автоколебания.
Как показывает практический опыт, для шпиндельных узлов на подшипниках скольжения автоколебания возникают на частоте, равной половине частоты вращения вала.
Колебания валов и муфт
Неуравновешенность и перекосы
Значительные амплитуды вибраций наблюдаются на частотах, связанных с неуравновешенностью валов. Причинами могут быть как погрешности изготовления и сборки валов, так и дефекты, возникшие при эксплуатации.
Вышеприведенные дефекты проявляются на частоте вращения вала, а также на частотах, кратных частоте вращения вала.
При соединении валов муфтами ситуация следующая:
| Тип муфты | Характер дефекта | Частота проявления |
|---|---|---|
| С дефектами изготовления | Дисбаланс, биение | Частота вращения вала (1x) |
| Без дефектов, но с перекосом | Угловое смещение | Двойная частота вращения (2x) |
Вибрации зубчатых передач
Силы зацепления
Колебания в зубчатых передачах часто являются причиной возникновения вибраций в узлах металлообрабатывающего оборудования. Что приводит к увеличению деформаций как в самих шестернях, так и в валах, где они установлены.
Возмущаемыми причинами в зубчатых передачах являются силы, обусловленные вхождением в зацепление шестерен с отклонением расчетной точки.
Это связано как с погрешностями изготовления самих шестерен, так и с упругими деформациями системы «вал–шестерня».
Процедура диагностики: 4 часа вместо недель
Быстро и точно
Время для проведения диагностики одного станка в цехе — 2-3 часа. Это реально.
Предварительно перед испытаниями создается управляющая программа, в которую вводятся:
- ★ Параметры подшипников
- ★ Параметры шестерен
- ★ Параметры шариково-винтовых пар
- ★ Частотный диапазон для измерения вибрационных характеристик
- ★ Показатели, характеризующие динамику работы узлов и деталей станка
- ★ Опорные точки для установки акселерометра (показаны на рис. 1)
При выполнении работы используется всего один акселерометр, поочередно устанавливаемый в выбранные точки.
Затем выполняются измерения и расшифровка данных — в течение одного часа.
Суммарно в течение четырех часов выполняются все измерения и диагностика станка с выдачей экспертного заключения.
4 часа! Вместо недель простоя при традиционной разборке.
Конкретные результаты: станок 1М512МФ3
Реальные данные вибродиагностики
Приводятся конкретные результаты определения вибродиагностических характеристик токарно-карусельного станка мод. 1М512МФ3.
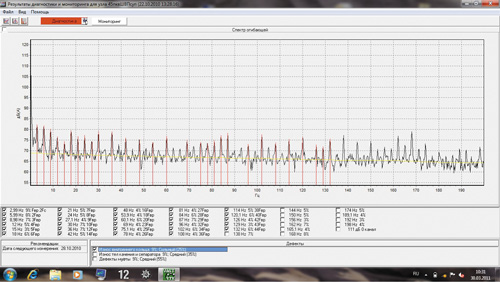
Рис. 2. График спектра вибрационного сигнала, снятого на приводе станка
По результатам вибродиагностических испытаний оценивается техническое состояние деталей без разборки станка.
На графике:
- 🔵 Синие линии — экспериментальные данные (измеренный спектр вибраций)
- 🔴 Красные линии — расчетные данные (характеризующие отдельные дефекты деталей)
Сравнение экспериментальных данных с расчетными на определенных частотах позволяет идентифицировать виды дефектов.
Величина дефектов определяется отношением значений амплитуд сигналов к среднеквадратичному значению экспериментально полученного сигнала.
Выявленные дефекты подшипника привода
Из представленных результатов на рис. 2 следует, что в подшипнике привода имеются следующие дефекты:
1. Износ беговой дорожки внутреннего кольца подшипника, характеризующийся сигналами на частотах:
| Частота | Значение | Кратность |
|---|---|---|
| Fвр×2Fc | 2,99 Гц | 2× частоты сепаратора |
| 2Fвр | 5,99 Гц | 2× частоты вращения |
| 3Fвр | 8,98 Гц | 3× частоты вращения |
| 4Fвр | 12,0 Гц | 4× частоты вращения |
| 5Fвр | 15,0 Гц | 5× частоты вращения |
| 6Fвр | 18 Гц | 6× частоты вращения |
| 7Fвр | 21,0 Гц | 7× частоты вращения |
| 8Fвр | 24,0 Гц | 8× частоты вращения |
| 9Fвр | 27,1 Гц | 9× частоты вращения |
| 10Fвр | 30,0 Гц | 10× частоты вращения |
| 12Fвр | 36,0 Гц | 12× частоты вращения |
| 14Fвр | 42,0 Гц | 14× частоты вращения |
| 16Fвр | 48,0 Гц | 16× частоты вращения |
| 18Fвр | 53,9 Гц | 18× частоты вращения |
| 20Fвр | 60,1 Гц | 20× частоты вращения |
| 23Fвр | 69,0 Гц | 23× частоты вращения |
2. Износ сепаратора на частоте Fвр×2Fc = 2,99 Гц.
Где:
- Fвр = частота вращения вала (внутреннего кольца подшипника)
- Fc = частота сепаратора
Дефект шпиндельного узла
Из представленных результатов вибродиагностических характеристик шпиндельного узла станка (показанных на рис. 3) следует, что в подшипнике шпиндельного узла имеется дефект — раковина на наружном кольце подшипника.
Определяемый вибрацией на частотах:
- Fн = 210,75 Гц
- 2Fн = 421,53 Гц
- 3Fн = 632,38 Гц
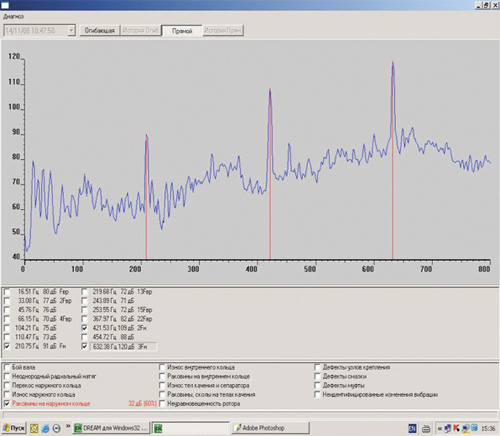
Рис. 3. График спектра вибрационного сигнала, снятого на шпиндельном узле станка
При проведенной разборке дефект, обнаруженный ранее при безразборной диагностике, полностью подтвердился.

Рис. 4. Раковины на наружном кольце двухрядного подшипника с цилиндрическими роликами, определенные при вибродиагностике и подтвержденные при разборке станка
По результатам проведенных испытаний возможно представление итоговых результатов:
- В виде таблицы дефектов каждой детали
- В графическом виде (схемы состояния)
Сравнение методов: ППР vs диагностика по состоянию
Два станка — разные дефекты
Схемы состояния деталей токарно-карусельного станка модели 1М512МФ3 № 1 и 1М512МФ3 № 2 приведены на рис. 5 и 6.
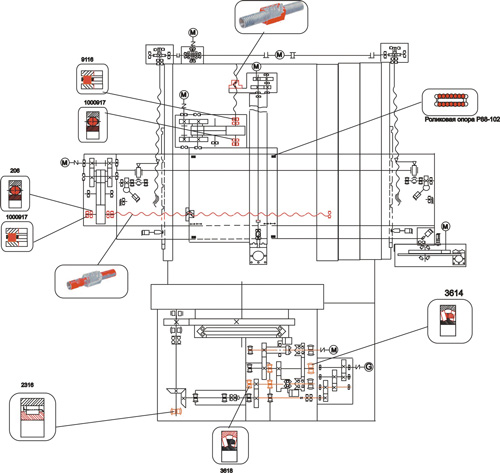
Рис. 5. Схема состояния деталей станка мод. 1М512МФ3 № 1
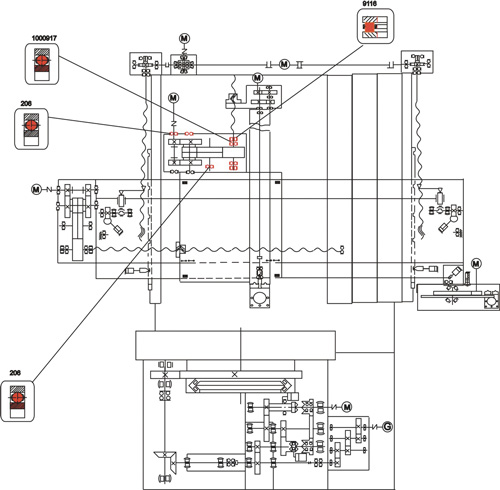
Рис. 6. Схема состояния деталей станка мод. 1М512МФ3 № 2
В качестве критерия на основе статистических данных принята допустимая величина износа 10%. Детали, имеющие износ более 10%, подлежат замене. Другие, имеющие меньший износ, допустимы к работе.
Станок 1М512МФ3 № 1
Как видно из схемы состояния деталей, имеются следующие дефекты:
- ✖️ В поворотном столе: износились подшипники 3614, 3618 и 2316
- ✖️ В продольном приводе: износился винт ШВП и шарики, подшипники 206 и 1000917, роликовые опоры Р88-102
- ✖️ В вертикальном приводе: износилась гайка и шарики ШВП, подшипники 9116 и 1000917
Станок 1М512МФ3 № 2
Из схемы состояния деталей следует:
- ✖️ В вертикальном приводе: износились подшипники 9116 и 1000917, установленные на винте ШВП
- ✖️ В редукторе привода: износ подшипников 206
Разница в объеме работ
Из проведенных испытаний следует, что для станков моделей 1М512МФ3 № 1 и 1М512МФ3 № 2, подошедших по времени согласно графику выполнения планово-предупредительного ремонта (ППР) к проведению капитального ремонта (то есть полной разборки станков), реально необходимо выполнить только ограниченный объем работ.
Так, для станка 1М512МФ3 № 2 необходимо ремонтировать только один вертикальный привод.
А что будет при традиционном подходе?
В случае «социалистического» принципа работ (то есть полной разборки станков на узлы с последующей разборкой на детали) мы получим значительный список дефектных подшипников.
Почему? Потому что демонтаж выполняется в основном ударным методом. И подшипники, которые вполне могли работать, приходят в негодность.
Автор неоднократно убеждался: узлы станка вращались, даже обеспечивали необходимую точность. А при проведении необдуманной разборки оказывалось, что в подшипниках сломаны сепараторы, деформированы их кольца, а также проявились задиры на посадочных поверхностях в разобранных узлах.
Всё это — результат разборки узлов на детали с помощью выколоток.
Но зато с бумажной отчетностью все в порядке — объем работ освоен.
Знакомо, правда?
Экономический эффект: экономия 75% затрат
Цифры говорят сами за себя
Таким образом, вместо полной разборки станков, при применении метода обслуживания по фактическому состоянию требуется лишь частичный разбор тех узлов, где имеются дефектные детали, и устранение конкретных неисправностей.
То есть реально необходимый объем работы составляет не более 25% по сравнению с затратным методом, согласно ППР.
| Показатель | Традиционный ППР | Диагностика по состоянию | Экономия |
|---|---|---|---|
| Объем работ | 100% | 25% | 75% |
| Время простоя | Недели | Дни | До 80% |
| Количество заменяемых деталей | Все по графику | Только дефектные | Значительная |
| Риск повреждения исправных узлов | Высокий | Отсутствует | — |
| Возможность планирования | По графику | Заранее по результатам диагностики | Удобнее |
Также сокращается время ремонта, так как:
- ✓ Не требуется разбирать исправные узлы
- ✓ Можно заранее заказать требующиеся для замены комплектующие
Таким образом, переход на систему обслуживания оборудования по техническому состоянию позволяет получить существенный экономический эффект.
Это работает. И работает хорошо.
Переход на обслуживание по фактическому состоянию
Современный подход к обслуживанию
Вибродиагностика — это не просто модное слово. Это реальный инструмент, который позволяет:
- ★ Снизить затраты на ремонт до 75%
- ★ Сократить время простоя оборудования
- ★ Повысить качество ремонтных работ
- ★ Избежать повреждения исправных узлов при разборке
- ★ Планировать закупку комплектующих заранее
- ★ Получать объективную информацию о состоянии оборудования
Вместо слепого следования графику ППР — точная диагностика фактического состояния. Вместо полной разборки — точечный ремонт только дефектных узлов.
Есть над чем подумать. Особенно если у вас парк станков исчисляется десятками.
Экономия в 75% — это не шутки. Это реальные деньги.
Савинов Ю.И.
к.т.н., начальник лаборатории
«РусТрейнИнжиниринг» Трансмашхолдинга
E-mail: y.savinov@tmholding.ru
Список литературы:
- В.И. Клягин, Ф.С. Сабиров. Типовая система технического обслуживания и ремонта металлорежущего и деревообрабатывающего оборудования. М.: Машиностроение, 1988г. 672 стр.
- Ю.И. Савинов, Определение параметров механических систем станков. Станки и инструмент, №10, 2010 г., стр. 8-10.
- А.В. Барков, Н.А. Баркова, А.Ю. Азовцев, Мониторинг и диагностика роторных машин по вибрации: Изд. Центр СПбГМТУ, 2000 г. 159 стр.
- Ю.И. Савинов, Снижение стоимости ремонтных работ станков и повышение их качества. Оборудование и инструмент для профессионалов, №2, 2009 г., стр. 56-59.
- Ю.И. Савинов, С.В. Шаронов, Патент на изобретение № 2399033, Способ определения люфтов в приводе станка, зарегистрировано 10.09.2010 г.
- Ф.М. Диментберг и др. Вибрации в технике: Справочник, Москва, Машиностроение, 1980 г., Том 3, 544 стр.

