Проблема традиционного программирования станков с ЧПУ
В последнее время стало актуальным создание графических помощников, предназначенных для облегчения программирования циклов обработки. Почему? Потому что работа с кодами ISO требует высокой квалификации и отнимает много времени.
Предлагаемые мировыми производителями систем ЧПУ системы цехового программирования не исключают необходимости использования подготовительных и вспомогательных M и G-функций в ходе технологической обработки детали. Это серьезно.
В результате — нехватка квалифицированного обслуживающего персонала, сложность многостаночного обслуживания, зависимость от программистов ЧПУ. Знакомо?
Что такое оперативная система управления (ОСУ)
В качестве нового подхода в области систем цехового программирования выступает решение под названием «оперативная система управления» (ОСУ). В основе системы лежит идея оперативного создания программ обработки детали путем простого ввода параметров непосредственно с чертежа.
Оперативная система управления — решение, которое позволяет сохранить простоту работы на уровне универсального фрезерного и сверлильно-расточного оборудования с УЦИ, при равных возможностях обработки со станком с ЧПУ, позволяя обрабатывать заготовки деталей сложных плоскостных и пространственных форм. Кроме того, при необходимости ОСУ может работать в режиме станка с УЦИ.
В результате в полной мере решается проблема нехватки квалифицированного обслуживающего персонала, а также появляется возможность многостаночного обслуживания в отличие от универсального оборудования.
Данное решение разработано на базе системы ЧПУ Mitsubishi Electric и предназначено для горизонтальных и вертикальных фрезерных станков.
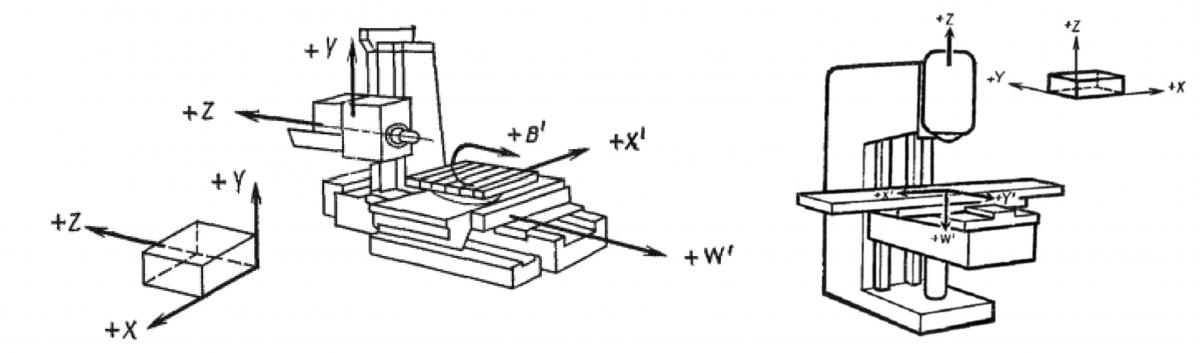
Рис. 1. Интерфейс оперативной системы управления
Интерфейс ОСУ специально разрабатывался для создания управляющих программ путем ввода параметров непосредственно с чертежа в стандартные технологические циклы обработки (полное исключение работы оператора с системой ЧПУ в кодах ISO):
- ✓ Торцевое и контурное фрезерование
- ✓ Обработка всех типов карманов
- ✓ Винтовая интерполяция
- ✓ Набор сверлильно-расточных циклов
Циклы содержат все необходимые параметры обработки и работают с учетом радиуса инструмента.
ОСУ ориентирована на модели фрезерных станков с ЧПУ (УЦИ) — 6Р13Ф1(Ф3), ГФ2171(C5), 65А60(80/90)Ф1(Ф4), FSS400(500)CNC; продольно-фрезерных станков — 6М610Ф1(Ф3/Ф4); горизонтальных обрабатывающих центров — ИР-320(500/800), ИС-500(800); горизонтально-расточных станков — 2А620(622/636/637/656), а также их аналоги.
Интерфейс ОСУ включает следующие три основные группы меню:
- → Подготовка и наладка
- → Программирование
- → Мониторинг и диагностика
Режим наладки: ручное управление и маховички
Один из экранов наладки позволяет перемещать режущий инструмент в ручном режиме. При этом на панели оператора отображаются значения координат, частоты вращения шпинделя, подачи, нагрузка по осям.
В режиме наладки возможно управление инструментом с помощью маховичков с дискретностью перемещения до тысячных долей миллиметра. Данная функция полезна при изготовлении простых единичных деталей, где не требуется перемещение инструмента по сложной траектории в режиме интерполяции.
В случае необходимости перемещения инструмента в заданную точку или на определенное расстояние оператор может воспользоваться подрежимом «Выход в точку» (Режим MDI).

Рис. 2. Автоматический режим
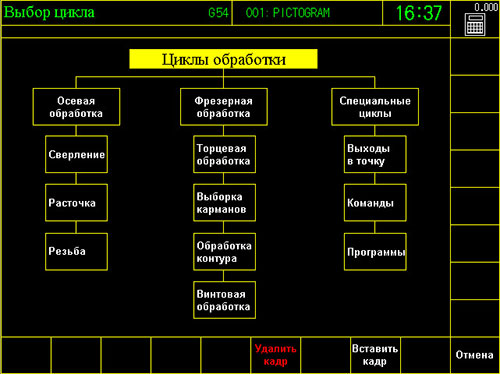
Рис. 3. Циклы обработки
Графический конструктор программ: циклы обработки
Создание управляющей программы осуществляется в так называемом «графическом конструкторе программ», в котором в наглядной форме пошагово отображается процесс создания программы.
Выбирая необходимый цикл, оператор покадрово задает параметры обработки детали, а также такие характеристики, как режимы фрезерования, конечный контур (с учетом коррекции на радиус), вводит данные для автоматического расчета фасок и скруглений на внешних и внутренних углах контура детали. При этом величины параметров обработки отображаются на эскизе соответствующего цикла.
Для удобства оператора система позволяет хранить и копировать на USB-накопитель до 120 технологических управляющих программ.


Рис. 4. Экраны программирования
Ввод параметров с чертежа без расчетов
При разработке редактора управляющих программ большое внимание было уделено информативности и легкости восприятия интерфейса. Формирование конечного контура детали выполняется путем ввода координат по чертежу детали на отдельном рабочем экране. В результате вероятность ошибки программирования сводится к минимуму благодаря визуализации конечного контура.
В частности, при фрезеровании прямоугольного или круглого кармана в качестве основного параметра оператор задает конечный размер кармана, а также при необходимости угол наклона.
Наличие встроенных шаблонов для сверлильных циклов позволяет рассчитать различные варианты сеток отверстий (круговых, прямоугольных, радиусных и наклонных) без применения дополнительных расчетов в CAM/CAD приложениях. В результате на экране программирования обработки достаточно ввести количество отверстий и параметры начальной точки.
Для программирования цикла винтовой интерполяции оператор задает начальную и конечную высоту отверстия и диаметр интерполяции. Циклы торцевой обработки требуют ввода с чертежа параметров начальной точки и направления фрезерования.

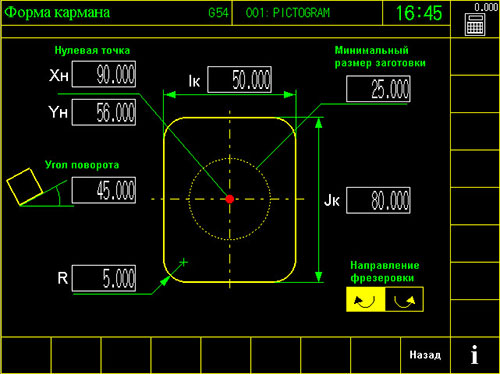
Рис. 5. Ввод параметров с чертежа
Виртуальное фрезерование и диагностика
Для безопасной отработки составленной управляющей программы предусмотрен режим симуляции обработки с визуальным отображением траектории движения инструмента без перемещения рабочих органов станка. Таким образом, функция «виртуального фрезерования» позволяет выявить и оперативно устранить ошибки в управляющей программе еще до начала фактической обработки.
Это серьезно. Ошибка в программе может стоить дорого — испорченная деталь, сломанный инструмент, простой оборудования. Виртуальная проверка исключает такие риски.
Для удобства диагностики состояния цифровых входов и выходов контроллера системы ЧПУ существует интерфейсное окно, которое в режиме реального времени отображает состояние узлов и механизмов станка.
Совместимость с отечественными станками
ОСУ ориентирована на широкую гамму отечественных станков. Вот основные модели:
| Тип оборудования | Модели станков |
|---|---|
| Фрезерные станки с ЧПУ (УЦИ) | 6Р13Ф1(Ф3), ГФ2171(C5), 65А60(80/90)Ф1(Ф4), FSS400(500)CNC |
| Продольно-фрезерные станки | 6М610Ф1(Ф3/Ф4) |
| Горизонтальные обрабатывающие центры | ИР-320(500/800), ИС-500(800) |
| Горизонтально-расточные станки | 2А620(622/636/637/656) |
Это важно. Не нужно покупать новые станки — можно модернизировать существующее оборудование.
Преимущества ОСУ для производства
Что дает внедрение оперативной системы управления?
Во-первых, отпадает необходимость в квалифицированных программистах ЧПУ. Операторы, работавшие на универсальных станках с УЦИ, могут быстро освоить ОСУ.
Во-вторых, появляется возможность многостаночного обслуживания. Один оператор может работать с несколькими станками — не нужно постоянно контролировать процесс, как на универсальном оборудовании.
В-третьих, сокращается время на подготовку производства. Не нужно разрабатывать управляющие программы в CAM-системах — достаточно ввести параметры с чертежа.
В-четвертых, минимизируются ошибки программирования. Визуализация контура, встроенные шаблоны, автоматический расчет — все это снижает человеческий фактор.
Практика показывает: внедрение ОСУ повышает эффективность производства на 30–50%. Это факт.
Сотрудничество с ООО «ЭНСИ-ТЕХ»
Нашим клиентам мы предлагаем удаленно оценить удобство работы с оперативной системой управления. Для этого по сети Internet организуется подключение обучающего стенда с оперативной системой к VNC-клиенту (удаленный рабочий стол).
Потенциальный пользователь может создать и протестировать программу обработки детали, осуществить наладку, ознакомиться с рабочими циклами и т. д.
В качестве дополнительной технической поддержки ОСУ проводятся 1–2 дневные обучающие семинары, в ходе которых организуются практические занятия на обучающем стенде, а также проводится ознакомление с основными принципами работы ОСУ посредством обучающих видео.
На сегодняшний день рядом станкозаводов России и Беларуси оперативная система управления используется в серийном производстве фрезерных станков. Мы приглашаем к сотрудничеству станкостроительные предприятия, заинтересованные во внедрении данного решения.
ООО «ЭНСИ-ТЕХ»
Авторизованный дистрибьютор Mitsubishi Electric CNC
Москва, ул. Б. Новодмитровская, 14, стр. 2, офис 213
Тел. (495) 748-01-91, факс (495) 748-01-92

