Методы дорнования и редуцирования
Высокоэффективные процессы получения полых деталей
В последнее время интенсивное развитие получили методы редуцирования и дорнования. Обладающие широкими технологическими возможностями и высокими технико-экономическими показателями.
Редуцирование относится к числу высокоэффективных процессов получения полых ступенчатых деталей типа втулка.
Комбинирование методов дорнования и редуцирования основано на совмещении обработки отверстия дорном с редуцированием наружной поверхности жесткой фильерой.
Процессу свойствен ряд особенностей — фильера имеет такую внутреннюю поверхность, что наружная поверхность отверстия получает после обработки свойства внутренней поверхности фильеры при высокой точности и малой высоте неровностей.
| Параметр | Дорнование | Редуцирование | Комбинированный метод |
|---|---|---|---|
| Обрабатываемая поверхность | Внутренняя | Наружная | Обе поверхности одновременно |
| Инструмент | Дорн | Жесткая фильера | Дорн + фильера |
| Точность | Высокая | Высокая | Максимальная |
| Шероховатость | Малая | Малая | Минимальная |
| Производительность | Средняя | Средняя | Высокая |
Роль смазочных материалов
Критичность выбора смазки
Отметим важную роль смазывающего материала для проведения операции обработки поверхности комбинированными методами.
При обработке отверстий методами дорнования и редуцирования неправильный выбор смазки может резко ухудшить качество обрабатываемой поверхности. Привести к понижению стойкости инструмента и увеличению силы дорнования.
Отсутствие смазки в процессе дорнования приводит к налипанию металла на поверхность дорна. Что может вызвать его заклинивание.
При выборе смазочного материала необходимо исходить из условия получения наилучшей чистоты обработанной поверхности.
Для этого смазочный материал хотя бы частично должен устранять непосредственный контакт между дорном и поверхностью отверстия обрабатываемой детали. То есть поддерживать трущиеся поверхности на расстоянии друг от друга.
Традиционные смазочные материалы
Как правило, при дорновании применяются:
- Жирные кислоты
- Соединения глицерина с пальмитиновой кислотой
- Эмульсия Укринол
- Эмульсия Аквол-2
- Масло МР-1 (для омедненных поверхностей)
Но есть и более современные решения.
Композиция на основе масла И-40 с присадкой «Валена»
В данной работе рассмотрено воздействие композиции на основе масла И-40 с добавлением металлоплакирующей маслорастворимой присадки «Валена» (ТУ 0257-001-17368431-05) на качество трубной заготовки.
Обрабатываемой методом комбинированного дорнования и редуцирования по наружной и внутренней поверхностям.
Металлосодержащая маслорастворимая композиция представляет собой густую пасту темно-зеленого цвета.
Кинематическая вязкость при 100°С составляет 15 мм²/с.
Правильно подобранный смазочный материал способен:
- Уменьшить параметр Ra обработанной поверхности
- Снизить коэффициент трения
Экспериментальное исследование
Методика исследования
В работе проведена серия экспериментов по определению влияния процентного содержания присадки на качество поверхности и шероховатость.
За начальную концентрацию принята 10% доля присадки в общем объеме смазочной композиции, вводимой в зону трения при дорновании.
Также проведены испытания с композицией в 15%, 20% и 30% содержанием металлоплакирующей присадки «Валена».
Режимы деформирования разделяют на три категории:
| Режим | Характеристика | Нагрузка | Условия |
|---|---|---|---|
| Легкий | Минимальные усилия | Низкая | Оптимальные |
| Средний | Умеренные усилия | Средняя | Рабочие |
| Тяжелый | Максимальные усилия | Высокая | Экстремальные |
Результаты: снижение износа и усилий
Как показал эксперимент, для снижения величины износа применение комбинированных методов обработки металлов давлением, осуществляемых при различной концентрации металлоплакирующей присадки «Валена», возможно при всех трех режимах деформирования.

Рис. 1 Зависимость величины износа от концентрации металлоплакирующей присадки за время Т. Легкий режим
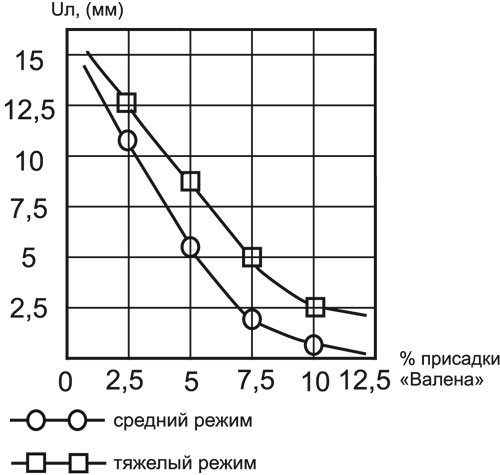
Рис. 2 Зависимость величины износа от концентрации металлоплакирующей присадки «Валена»
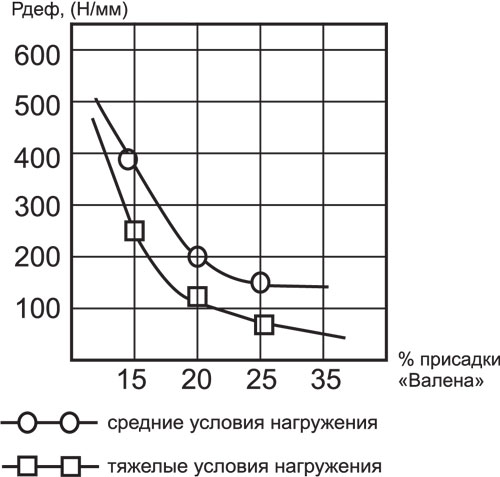
Рис. 3 Зависимость усилия деформирования от концентрации металлоплакирующей присадки «Валена»
Количественные результаты
Для легкого и среднего режимов повышение концентрации металлоплакирующей присадки «Валена» по ТУ 0257-001-17368431-05 влияет на уменьшение величины износа Uл:
- ✓ Для легкого режима — на 20%
- ✓ Для среднего режима — на 15%
Для тяжелых условий работы узлов трения, какими являются комбинированные методы обработки металлов давлением, с увеличением концентрации металлоплакирующей присадки «Валена» усилия существенно снижаются:
| Концентрация присадки | Снижение усилий | Эффект |
|---|---|---|
| 15% | 10% | Заметное улучшение |
| 25% | 20% | Существенное снижение |
| 30% | 28% | Максимальный эффект |
Что следует из графика на рис. 1, 2.
Эффект безызносности
Для легких режимов снижение величины износа обеспечивает снижение расхода масляной составляющей смазывающей композиции.
Для среднего режима в связи с более интенсивным проявлением эффекта безызносности кроме снижения износа следует отметить, что в периоде до появления задиров увеличивается в 3-5 раз ресурс работы сопряжения.
Таким образом, эксперимент подтверждает целесообразность применения металлоплакирующей присадки «Валена» при различных режимах нагружения трибосопряжений.
Применение в производстве
Производство многофункциональных втулок
Процессы дорнования и редуцирования широко применяются в производстве.
Они позволяют получить высокую точность, например, при изготовлении многофункциональных втулок, применяемых в сельскохозяйственных машинах.
Качество внутренней и внешней поверхностей деталей такого типа целесообразно улучшать обработкой комбинированными методами совместного редуцирования и дорнования с применением металлоплакирующей присадки «Валена».
| Преимущество | Результат | Выгода |
|---|---|---|
| Снижение износа на 20% | Увеличение стойкости инструмента | Экономия на замене |
| Снижение усилий до 28% | Меньшая нагрузка на оборудование | Увеличение срока службы |
| Улучшение качества поверхности | Меньше Ra | Лучшее качество изделий |
| Ресурс в 3-5 раз выше | Дольше без задиров | Меньше простоев |
Рекомендации по внедрению
На основе проведенных исследований можно дать следующие рекомендации:
- Для легких режимов — использовать концентрацию 10-15% для экономии масляной составляющей
- Для средних режимов — оптимальная концентрация 15-20% для максимального ресурса
- Для тяжелых режимов — применять концентрацию 25-30% для максимального снижения усилий
Это факт.
Анастасия Вячеславовна Бодарева
Московский государственный технический университет им. Н.Э. Баумана
кафедра «Технологии обработки материалов»
Литература:
- Д.Н. Гаркунов, В.Г. Бабель, С.М. Мамыкин, Э.Л.Мельников, В.С. Гаврилюк. Новые направления в триботехнике и их использование в повышении износостойкости механизмов и машин. М.: Издательство МСХА, 2007. 58 с.
- Н.Н. Зубков, И.Г. Кременский, С.Г. Васильев. Восстановление изношенных поверхностей с использованием металлорежущего оборудования. М.: Машиностроение, 2001. – 415 с.
- В.В.Кудинов В.В. Плазменные покрытия.– М.: Металлургия, 1977.– 184 с.
- Ю.Г. Проскуряков, В.Н. Романов, А.Н. Исаев. Объемное дорнование отверстий. М.: Машиностроение, 1984. – 223 с.
- Ас. № 2277579. Маслорастворимая противоизносная металлоплакирующая присадка «Валена».
"

