Проблема биения и вибраций
Упущенная важность инструментальной оснастки
Сегодня все большую популярность приобретают высокоскоростные, высокопроизводительные и высокоточные (HSC, HPC, HEC) методы обработки металлов резанием.
Производители оборудования разрабатывают все более скоростные и высокоточные станки. Производители инструмента, не отставая, создают новые материалы и сплавы для режущего инструмента.
Сейчас никого уже не удивить высокоскоростным фрезерованием закаленных материалов, нержавеющих сплавов и других труднообрабатываемых материалов.
Но, к сожалению, мало кто при разработке технологий обработки деталей уделяет большое внимание «прокладке» между станком и режущим инструментом — инструментальной оснастке!
Как часто мы слышим от технологов:
- «Да, инструмент хороший, дорогой, но стойкость его...»
- «Я-то причем, если инструмент сломался...»
- «Это оператор станка что-то не так сделал...»
Как часто, услышав это, руководители производств задумываются: вроде и станок хороший, и инструмент хороший, и оператор вроде грамотный, а результата нет.
Детали только дорожают, накладные расходы только увеличиваются, да еще и шпиндель у станка сломался!
Мало кто задумывается, как влияет биение инструмента и вибрации, возникающие в процессе резания, на:
| Параметр | Влияние биения и вибраций | Результат |
|---|---|---|
| Стойкость инструмента | Резкое снижение | Частая замена |
| Производительность | Снижение режимов | Меньше деталей |
| Качество поверхности | Ухудшение | Брак |
| Безотказность оборудования | Износ шпинделя | Дорогой ремонт |
А ведь все эти параметры взаимосвязаны и напрямую зависят от применяемой технологической оснастки.
Как, к сожалению, часто бывает, инструментальная оснастка приобретается совместно со станком. А важнейшими критериями при этом являются ее совместимость с приобретаемым оборудованием и стоимость.
Сегодня на рынке оснастки для металлообрабатывающего оборудования очень много производителей из различных уголков земного шара.

Система ER: мировой стандарт
Варианты закрепления инструмента
Мы не будем сегодня обсуждать варианты закрепления различных инструментов на различном оборудовании. Остановимся на закреплении цельного твердосплавного концевого инструмента (допустим фрезы) в фрезерном станке с шпинделем ISO40 (оправки по DIN 69871).
Существует множество вариантов закрепления:
- Цанговый зажим
- Гидравлический (гидропластовый) зажим
- Термозажим
- Прессовый зажим
- И другие
Самым распространенным на сегодняшний день является зажим инструмента с помощью цанг ER.
История стандарта ER
Система закрепления ER была разработана и запатентована компанией REGO-FIX® в 1973 году. А в 1994 году система ER стала отраслевым стандартом DIN 6499 (ISO 15488) во всем мире.
Сегодня не только компания REGO-FIX® производит ER систему закрепления концевого инструмента, но она по праву носит звание лучшего производителя ER системы в мире!

Точность цанг REGO-FIX
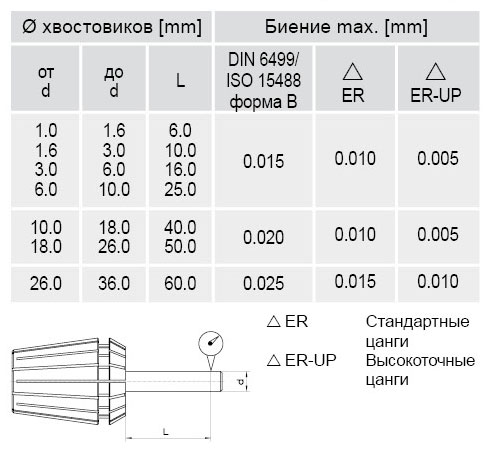
Точность систем REGO-FIX® ER гораздо выше, чем она заложена в стандарте.
| Параметр | Стандарт DIN 6499 | REGO-FIX® | Преимущество |
|---|---|---|---|
| Биение | До 10 мкм | До 5 мкм | В 2 раза точнее |
| Качество обработки | Стандартное | Прецизионное | Лучшая поверхность |
| Стойкость | Обычная | Повышенная | Дольше служит |
| Идентификация | Не всегда | Треугольное клеймо + номер партии | Полная прослеживаемость |
Только на оригинале нанесено специальное треугольное клеймо и номер партии, который необходим для идентификации продукции в процессе ее производства и эксплуатации.
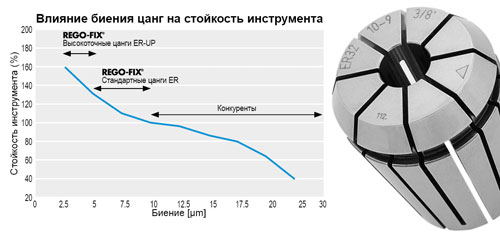
Для минимизации биения и вибраций необходимо использовать прецизионные системы закрепления инструмента.
Прецизионность — свойство всей системы закрепления инструментов: цанг, зажимных гаек и оправок.
Для достижения оптимальных результатов мы рекомендуем использовать:
- REGO-FIX® цанги
- REGO-FIX® оправки
- REGO-FIX® зажимные гайки
powRgrip: инновационная система
Разработка и патент
В 2001 году компания REGO-FIX® разработала и получила всемирный патент на инновационную систему закрепления концевого инструмента powRgrip®.
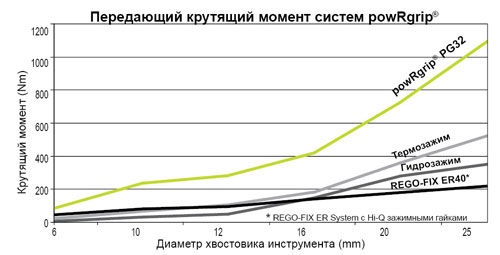
Система REGO-FIX® powRgrip® обеспечивает высокий передающийся крутящий момент и точность закрепления инструмента, которые гарантированно сохраняются минимум 20 000 циклов зажима-разжима.
Ключевые преимущества powRgrip
Зажим-разжим происходит без какого-либо нагрева и охлаждения и производится менее чем за 10 секунд.
| Характеристика | Значение | Преимущество |
|---|---|---|
| Биение зажатого инструмента | 3 мкм на вылете 3×D | Высокая точность |
| Точность осевой установки | 10 мкм | Прецизионная настройка |
| Время зажима | 10 секунд | Быстрая переналадка |
| Циклов зажима-разжима | ≥ 20 000 | Долговечность |
| Диаметр хвостовиков | 0,2 - 25,4 мм | Универсальность |
Благодаря уникальной системе регулировки обеспечивается высокая точность осевой установки — менее 10 микрон.
Система не имеет каких-либо внутренних механизмов. Зажим производится с помощью ручного (PG10 - PG25) или автоматического (PG10 - PG32) гидравлического пресса.
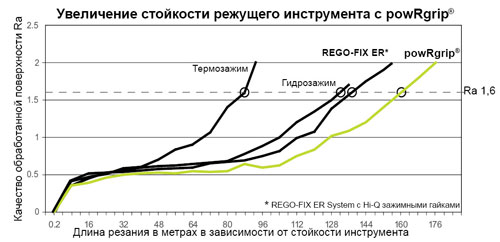
Система REGO-FIX® powRgrip® не боится работы при высоких температурах и оптимально подходит для всех видов обработки, как чистовой, так и черновой.

Жесткость и гашение вибраций
Благодаря отсутствию внутренних механизмов удалось добиться оптимальных параметров жесткости и точности сопрягаемых поверхностей:
- Оправка-цанга
- Цанга-инструмент
Что в свою очередь позволяет гасить возникающие при работе высокие вибрации.
А как известно, вибрации инструмента в процессе резания резко снижают его стойкость и повышают риск преждевременной поломки или износа инструмента.
Система REGO-FIX® powRgrip® обеспечивает высокую гибкость и позволяет зажимать хвостовики инструмента диаметром от 0,2 до 25,4 мм.
Совместимость с оборудованием
Система REGO-FIX® powRgrip® выполняется с хвостовиками:
- TC DIN 69871
- MAS BT 403
- HSK DIN 69893
- REGO-FIX® CAPTO
- Цилиндрическим хвостовиком
И может использоваться практически на любом металлообрабатывающем оборудовании.
Система REGO-FIX® powRgrip® идеально подходит для всех современных методов обработки, таких как HSC, HPC и HEC.
Применение и доверие мировых лидеров
Мировые бренды доверяют REGO-FIX
Благодаря своему качеству продукция REGO-FIX® используется во многих странах мира на самых передовых и ответственных производствах.
Качеству продукции REGO-FIX® доверяют такие известные компании как:
| Компания | Страна | Отрасль | Применение |
|---|---|---|---|
| SANDVIK COROMANT | Швеция | Режущий инструмент | Производство инструмента |
| BOEING | США | Авиастроение | Высокоточная обработка |
| WALTER | Германия | Режущий инструмент | Сборный инструмент |
| HONDA | Япония | Автомобилестроение | Серийное производство |
| CHEVROLET | США | Автомобилестроение | Массовое производство |
| WTO | Тайвань | Приводные блоки | Комплектация гайками |
Примеры применения
Так, например, компания WALTER при изготовлении сборного инструмента для закрепления концевого инструмента в основном применяет REGO-FIX® powRgrip® систему закрепления инструмента.
А практически все приводные блоки производства WTO комплектуются гайками REGO-FIX®.
Сегодня продукция REGO-FIX® доступна в полном объеме и в России.
Благодаря эксклюзивным правам и отсутствию посредников, нам удается удерживать цену на данную продукцию на достаточно низком уровне!
Это серьезно.


Директор ООО «ОТС-Технологии»
Бесихин М.Н.

