Проблема сверления малых отверстий
Получение глубоких отверстий малого диаметра — одна из самых сложных задач в современном производстве, особенно когда речь идет об аэрокосмической технике. Тут всё ясно: требования к качеству запредельные, а материалы — одни из самых трудных для обработки.
Технологические сложности
Глубокие отверстия выполняют критически важные функции: обеспечивают охлаждение лопаток турбин, деталей горячей части двигателей, теплообменников, а также используются в форсунках для впрыска топлива в камеру сгорания.
Суть проблемы заключается в следующем: при обработке резанием отверстий диаметром 0,1–3 мм в коррозионно-стойких, жаростойких и жаропрочных материалах с отношением длины к диаметру 5–50 технологическая надежность остается невысокой. Что это значит на практике?
Вероятность заклинивания или поломки осевого инструмента слишком велика. Это повышает издержки производства за счет дополнительных операций по извлечению инструмента или появления неисправимого брака. Для глубокого сверления малых отверстий требуется специальное оборудование, но даже оно не всегда справляется с проблемами вывода стружки, подводом смазочно-охлаждающей среды и уводом оси.
Электроэрозионная прошивка
Один из перспективных альтернативных методов — электроэрозионная прошивка. Это бесконтактная обработка, которая исключает брак детали вследствие поломки инструмента в отверстии. Звучит убедительно, не так ли?
Преимущества метода
Скорость обработки зависит от теплофизических свойств материала и мало связана с его механическими характеристиками. Это серьезное преимущество, особенно когда приходится работать с жаропрочными сплавами.
Электроэрозионная прошивка обеспечивает:
- ★ получение отверстий диаметром до 0,025 мм
- ★ отношение длины к диаметру до 10–50
- ★ в ряде случаев — до 100
Впечатляет, правда?
В новых конструкциях газотурбинных и жидкостно-реактивных двигателей используют детали, для обработки которых требуются пяти- и шестикоординатные электроэрозионные прошивочные станки. Технологию и оборудование предлагают зарубежные компании: Winbro Group, Beaumont, MJ Technologies, Sarix SA, но стоимость импортных машин высока.
Станок ЭП-310 П
В развитие национальной стратегии импортозамещения на предприятии ФГУП «НПО «Техномаш» разработан, изготовлен и испытан 4–6-координатный электроэрозионный станок для прошивки отверстий малого диаметра ЭП-310 П.

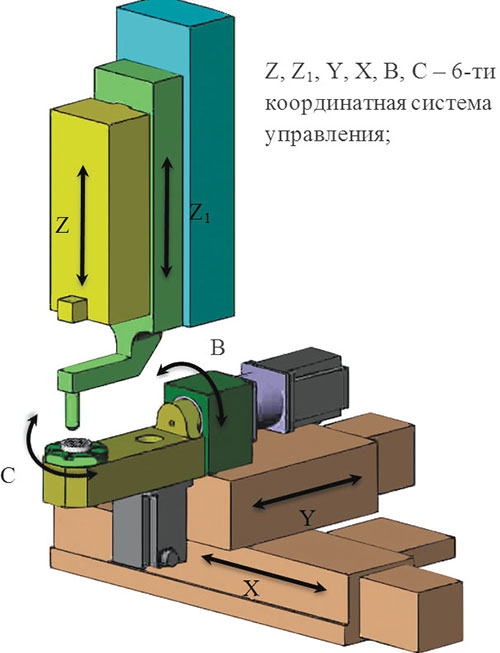
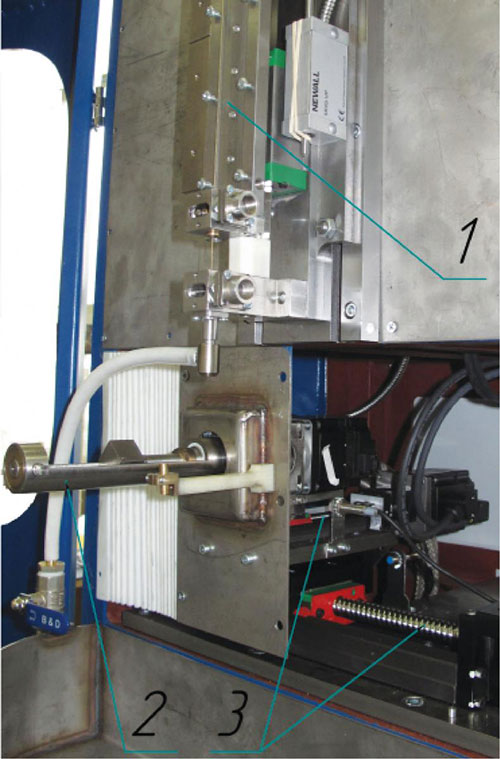
Рис. 1. Общий вид (а), основные оси (б) и зона обработки (в) станка ЭП-310 П.
Технические характеристики
| Параметр | Значение |
|---|---|
| Диаметры прошиваемых отверстий, мм | 0,1 – 3 |
| Максимальные габариты детали (диаметр, мм) | 30 (исполнение 1) / 50 (исполнение 2) |
| Максимальные габариты детали (длина, мм) | 100 (исполнение 1) / 20 (исполнение 2) |
| Количество управляемых координат | 4 / 5-6 |
| Габаритные размеры станка (Д×Ш×В), мм | 610×900×1650 |
| Ёмкость бака, л | 40 |
| Рабочая жидкость | Вода техническая, очищенная |
| Электрическая сеть | 3-х фазная |
| Напряжение питания, В | 380 |
| Частота питающего напряжения, Гц | 50 |
| Напряжение между электродами, В | 20 – 160 |
| Ток обработки, А | 1 – 10 |
| Длительность импульса, мкс | 1 – 30 |
| Частота следования импульсов, кГц | 1 – 100 |
Модульная конструкция
При проектировании станка использован модульный принцип, позволяющий на одной базе монтировать от 3 до 7 унифицированных координатных осей. Это серьезно расширяет возможности оборудования.
Станок предназначен для прошивки торцевых отверстий (расположенных как параллельно, так и под углом к оси детали) и тангенциальных отверстий малого диаметра в деталях типов «диск» и «цилиндр». В зависимости от исполнения делительный механизм выполняет функцию поворота вокруг оси Z (ось С) и (или) оси У (ось В).
Перемещение по осям X и Y обеспечивается сервоприводами с шарико-винтовой передачей. В качестве приводного элемента для перемещения электрода-инструмента (ЭИ) по оси Z используется линейный двигатель, который имеет точность перемещений на порядок выше обычных приводов и обеспечивает высокую скорость процесса эрозии благодаря осцилляции электрода-инструмента.
Система управления и приводы
В станке ЭП-310 П применен линейный привод SGLGW-30A080C и сервопривод управления SGDV-R90A15A фирмы YASKAWA. Для осей В и С — круговой привод SGMAV 02A и сервопривод управления SGDV-1R6A11A той же фирмы.
Электроэрозионная головка станка обладает адаптивной функцией поддержания заданного межэлектродного промежутка. Зажим ЭИ осуществляется электромагнитами либо пневматическими зажимами. Зажимы работают попеременно, что позволяет перехватывать ЭИ — то есть компенсировать износ инструмента и при необходимости использовать ЭИ, подаваемый из бухты.
Станок оснащён автономным баком на 40 литров и замкнутой системой водоподготовки, обеспечивающей очистку рабочей жидкости от шлама. Это важно.
Циклограмма работы
Циклограмма работы при обработке изготовления системы отверстий, расположенных на одной окружности детали типа «втулка» (У = const), показана на рисунке 2.
На интервале времени 0–1–2 осуществляется касание электродом детали и отвод его на заданный начальный зазор. Участок 2–3 соответствует процессу прошивки отверстия. На участке 3–4 ЭИ выводится из отверстия и отводится на заданное расстояние от детали, затем на участке 4–5 осуществляется его перемещение по оси X в позицию правки.
На этой позиции ЭИ подается на правильный диск (5–6–7), с него снимается заданный припуск и осуществляется отвод ЭИ в верхнее положение (7–8). Во время выстоя ЭИ по оси Z (8–9) рабочая головка, перемещаясь по оси Х, возвращается на рабочую позицию. На участке выстоя ЭИ (4–5) обрабатываемая деталь поворачивается по оси В, и по возвращении ЭИ в рабочую позицию цикл повторяется.
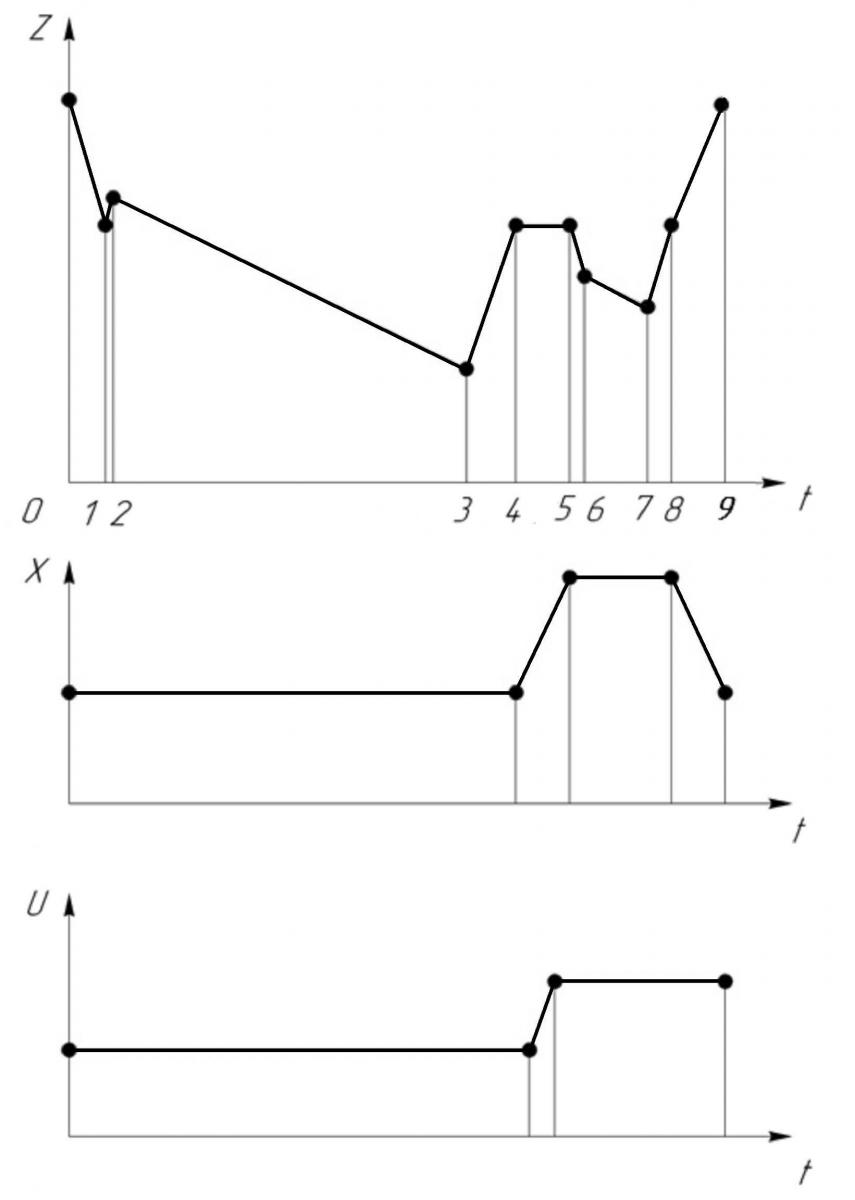
Рис. 2. Циклограмма работы станка ЭП-310П.
При необходимости изготовления нескольких рядов отверстий вдоль оси детали в циклограмму вводят перемещение по оси У на расстояние, равное шагу между рядами.
Прошивку отверстий под углом к оси осуществляют путем установки изделия на столик (рис. 1, б), наклона его оси на заданный угол с помощью координаты В и последующего деления с применением координаты С. Использование осей В и С позволяет также фрезеровать конус в торце изделия стержневым электродом-инструментом.
Возможности оборудования
Использование сменной навесной вращающейся головки позволяет выполнять операции электроэрозионного фрезерования с получением 3D-полостей в малогабаритных деталях или узких фигурных пазах.

Рис. 3. Тангенциальные отверстия.
Таким образом, электроэрозионный станок ЭП-310 П обеспечивает широкий спектр операций и переходов при изготовлении систем малых отверстий различной формы и сечения. В дисковых и цилиндрических деталях он способен конкурировать по производительности и качеству с зарубежными станками при отпускной цене примерно в 2 раза ниже.
| Характеристика | ЭП-310 П | Зарубежные аналоги |
|---|---|---|
| Количество координат | 4–6 | 5–6 |
| Диаметр отверстий, мм | 0,1–3 | 0,025–3 |
| Отношение L/D | до 50 | до 100 |
| Стоимость | Базовая | В 2 раза выше |
| Производительность | Высокая | Высокая |
Перспективы развития
Станок адаптирован для масштабирования и изменения массогабаритных размеров при ориентировании на детали иных габаритов и может обеспечиваться различными опциями по необходимости: число осей, вращение инструмента, прокачка рабочей жидкости через тело трубчатого инструмента.
На основе результатов проведенных в организации НИР базовая модель станка может быть использована для создания интегрированных станочных систем для комбинированной обработки:
- ✔ электроэрозионно-электрохимической
- ✔ электроэрозионно-ультразвуковой
- ✔ электрохимико-ультразвуковой
Это открывает серьезные перспективы. Практика показывает: комбинированные методы обработки позволяют добиться результатов, недоступных для каждого метода по отдельности.
А. Н. Королев, Б. П. Саушкин
ФГУП "НПО "Техномаш"
Литература
- Наукоемкие технологии машиностроительного производства. Физико-химические методы и технологии./Под ред. Б. П. Саушкина – М.: Издательство Форум. 2013. 928 с.
- Электроэрозионная обработка изделий авиационно-космической техники./Под ред. Б. П. Саушкина.– М.: Изд-во МГТУ им. Н. Баумана. 2010. – 437 c.
- Саушкин Б. П. Электроэрозионная обработка: состояние и перспективы. Ч. 2. Прошивка отверстий./Ритм, 2012, № 9.– С. 20–24.

