Вибрации при фрезеровании — это бич любого производства. Они снижают стойкость инструмента, ухудшают качество поверхности, ограничивают режимы резания. Что делать? Менять конструкцию фрезы.
Компания GUHRING пошла нестандартным путем. Вместо того чтобы бороться с вибрациями традиционными методами, инженеры изменили саму геометрию стружечных канавок. Результат превзошел ожидания.
Фрезы Ratio с неравномерным углом подъема стружечных канавок — это не просто очередная новинка. Это технология, которая реально работает.
| Параметр | Традиционная фреза | Фреза Ratio | Преимущество |
|---|---|---|---|
| Угол наклона канавок | Равномерный | Неравномерный | Подавление вибраций |
| Подача | Базовая | +60% | Производительность |
| Вибрации | Присутствуют | Минимальные | Качество поверхности |
| Стойкость | Стандартная | Повышенная | Экономия |
Неравномерный угол наклона: технология подавления вибраций
Двойной эффект неравномерного шага
Неравные углы наклона стружечных канавок не только препятствуют возникновению двух нежелательных эффектов (резонансных вибраций и биений), но и одновременно обеспечивают следующие технологические преимущества:
★ высокую стойкость
★ значительное снижение вибраций
★ возможность увеличения подачи до 60%
★ снижение шероховатости
★ возможность работы на черновых и чистовых режимах резания
Почему это работает? Всё просто. При равномерном шаге зубьев каждая режущая кромка входит в материал через одинаковые промежутки времени. Это создает периодическую нагрузку. Возникают вибрации.
А при неравномерном шаге? Зубья входят в материал в разное время. Нагрузки не совпадают по фазе. Вибрации гасятся.
Логично? Безусловно. Но на практике это даёт колоссальный эффект.
Универсальность применения
Фрезы Ratio работают и на черновых, и на чистовых режимах. Не нужно менять инструмент при переходе от одной операции к другой.
Это экономит время. Это упрощает технологию. Это деньги.
Сравнение сил резания: Ratio против традиционных фрез
Реальные испытания
Многие клиенты уже убедились: когда фрезы традиционной конструкции с равномерным шагом сильно вибрируют, фрезы Ratio от GUHRING работают без вибраций.
Сравнение сил резания между обычной фрезой типа N и фрезой Ratio четко показывает более ровную и стабильную работу Ratio.
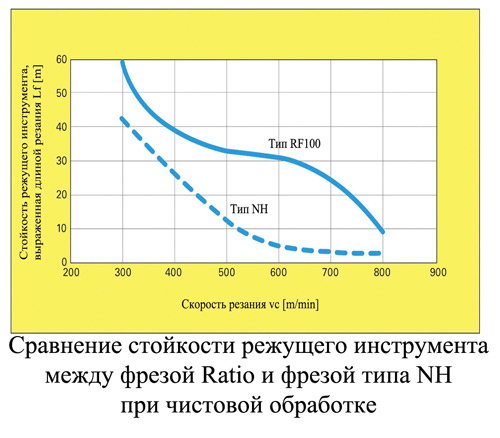
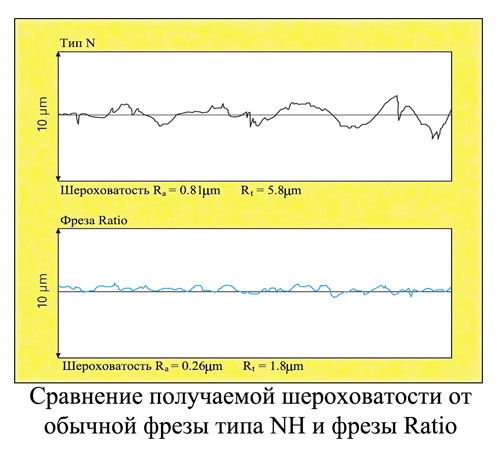
Рис. 2 Сравнение работы традиционных фрез и Ratio
И это наряду с улучшенным качеством поверхности обработанной детали также приводит к более высокой стойкости инструмента и высшей точности обрабатываемого контура.
Звучит убедительно? Безусловно. Когда график сил резания ровный — это стабильность. Это предсказуемость. Это контроль процесса.
Отзывы клиентов
Приятным является тот факт, что наибольшее число положительных отзывов, которые компания получает от клиентов в отношении фрез, пришлось именно на авторские фрезы Ratio с неравномерным углом подъема стружечных канавок.
Почему именно они? Потому что результат виден сразу. Не нужно ждать. Не нужно измерять сложными приборами. Вибраций нет — поверхность гладкая — инструмент живет дольше.
Это факт. Не теория, а практика.
Трехзубые фрезы RF100U: универсальное применение до 48 HRC
Расширение программы RF100
Именно поэтому компания приняла решение о дальнейшем расширении программы RF100 путем создания фрез со специализированной (оптимизированной) заточкой под различные группы обрабатываемых материалов с одновременным расширением диапазона стандартно производимых размеров.
Теперь программа фрез Ratio включает в себя такие виды фрез:
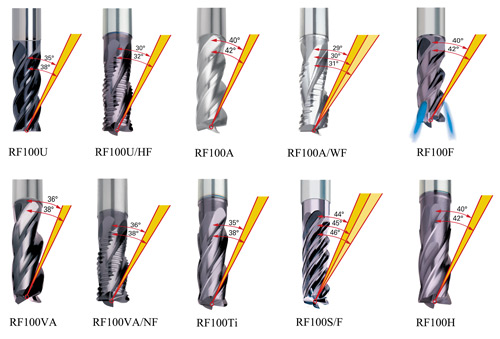
Рис. 3 Фрезы семейства RF100
Характеристики RF100U
Трехзубые фрезы универсального применения, тип RF100U.
Благодаря переменному углу подъема стружечных канавок величиной 35/38° фрезы имеют универсальное применение при:
✓ обработке пазов
✓ черновом фрезеровании
✓ чистовом фрезеровании
Обрабатываемые материалы:
☑️ стали
☑️ высоколегированные стали
☑️ термообработанные стали с пределом прочности до 1600 МПа и твердостью до 48 HRC
Преимущества трех зубьев
Появление трехзубых фрез Ratio позволило увеличить объем стружечных канавок в сравнении с четырехзубыми.
Что это даёт? Лучший отвод стружки. Меньше забивания. Возможность работы на больших глубинах.
Это позволило расширить применение этих фрез на операциях фрезерования с большими глубинами вдоль оси инструмента.
Есть над чем подумать, правда? Когда один инструмент заменяет два — это экономия.
Четырехзубые со стружкоразделителями RF100U/HF: черновая обработка
Инновационный профиль геометрии
Четырехзубые фрезы со стружкоразделительными канавками, тип RF100U/HF.
Угол подъема канавок в 30/32° в сочетании с инновационным профилем геометрии для черновой обработки способствуют образованию маленькой сегментной стружки.
Почему сегментной? Потому что длинная сливная стружка — это проблема. Она наматывается на фрезу, царапает поверхность, может сломать зуб.
А маленькая сегментная стружка? Она легко удаляется. Не мешает. Не вредит.
Снижение мощности
Такой инструмент потребляет значительно более низкую мощность по сравнению с инструментом без стружкоразделительных канавок.
Почему? Потому что стружкоразделители дробят стружку. Усилие резания распределяется. Пиковые нагрузки снижаются.
Снижение усилий резания обеспечило особо выгодное применение этих фрез при:
★ обработке пазов
★ черновом фрезеровании при больших вылетах инструмента
★ больших глубинах фрезерования
★ неблагоприятных условиях обработки (низкая жесткость фрезеруемой детали, нестабильное зажимное приспособление и др.)
Видите универсальность? Даже когда условия далеки от идеальных, фреза работает.
Фрезы RF100VA для нержавеющих сталей: отвод сливной стружки
Специальная геометрия канавок
Четырехзубые фрезы со стружкоразделительными канавками и без них со специальной геометрией канавок для вывода стружки, тип RF100VA и RF100VA/NF.
Они наилучшим образом подходят для обработки нержавеющих марок конструкционных сталей, обычно дающих сливную стружку при обработке.
Почему именно нержавеющие стали? Потому что они вязкие. При обработке дают длинную, тягучую стружку. Которая наматывается на фрезу.
Специальная геометрия канавок решает эту проблему. Стружка отводится эффективно. Не застревает. Не мешает.
Два исполнения
RF100VA — со стружкоразделительными канавками
RF100VA/NF — без стружкоразделителей
Почему два варианта? Потому что разные задачи требуют разных решений.
Со стружкоразделителями — для грубой черновой обработки. Без — для более чистовой, когда важно качество поверхности.
Логично? Вполне. Гибкость — это всегда хорошо.
RF100A для алюминия: полированная передняя поверхность
Предотвращение наростообразования
Трехзубые фрезы с полированной передней поверхностью со стружкоразделительными канавками и без них, тип RF100A и RF100A/WF.
В первую очередь фрезы предназначены для фрезерования пазов, чистовой и черновой обработки деталей из сплавов на основе алюминия.
Почему полированная поверхность? Потому что алюминий — материал липкий. Он склонен к налипанию на режущую кромку. Образуется нарост.
Нарост — это плохо. Он меняет геометрию резания. Ухудшает качество поверхности. Может оторваться и вырвать кусок режущей кромки.
Полированная поверхность в сочетании с геометрией предотвращают образование нароста и обеспечивают хороший отвод стружки из зоны резания.
Обработка длинностружечных материалов
Это особенно важно при обработке длинностружечных материалов и цветных сплавов.
Что это значит на практике? Можно работать на высоких подачах. Без риска забивания канавок. Без ухудшения качества.
Это факт. Полировка — это не просто красота. Это функциональность.
RF100F с внутренним подводом СОЖ: защита режущей кромки
Специальная геометрия с охлаждением
Четырехзубые фрезы с неравномерным углом подъема и внутренним подводом СОЖ, тип RF100F.
Специально разработанная геометрия стружечных канавок в сочетании с углом подъема спирали в 40/42° обуславливают наилучшие условия применения данных фрез при:
✓ фрезеровании пазов
✓ черновой обработке
✓ чистовой обработке
Обрабатываемые материалы: малоуглеродистые стали и другие длинностружечные материалы с пределом прочности до 850 МПа и твердостью до 25 HRC.
Радиальный выход каналов
Кроме всего прочего, фрезы с внутренним подводом СОЖ отличаются от обычного инструмента своей значительно более высокой стойкостью к износу при фрезеровании с высокими подачами.
Благодаря радиальному выходу каналов для подвода СОЖ под углом 64°, реализованному на фрезах RF100F, обеспечивается защита наиболее чувствительной области режущей кромки.
Почему именно 64°? Потому что этот угол обеспечивает оптимальное направление потока СОЖ прямо на режущую кромку.
Направленный поток СОЖ полностью исключает образование нароста на режущей кромке.
Это серьёзно. Когда СОЖ подается точно туда, где нужно — это эффективность. Это стойкость. Это качество.
RF100Ti для титановых сплавов: обработка ВТ6
Оптимизация для титана
Фрезы инновационной конструкции для обработки титановых сплавов, тип RF100Ti.
Благодаря оптимизации углового радиуса на зубе фрезы путем нанесения специальной подточки данные фрезы обеспечивают:
☑️ хорошее дробление стружки
☑️ высокую производительность
☑️ одновременно высокие показатели стойкости
☑️ точность обработки
☑️ надежность протекания процесса
При фрезеровании высокотехнологичных титановых сплавов, например, таких как сплав ВТ6.
Почему титан — это сложно
Титановые сплавы — это вызов для любого инструмента. Они плохо проводят тепло. Стружка плохо дробится. Материал склонен к наклепу.
Обычные фрезы быстро изнашиваются. Вибрации. Низкое качество поверхности.
RF100Ti решает эти проблемы. Специальная подточка оптимизирует резание. Стружка дробится. Тепло отводится.
Не всё так просто, как кажется. Но результат говорит сам за себя.
Многозубые RF100S/F: финишная обработка с качеством поверхности
Чистовая обработка с шириной до 0,3xD
Многозубые фрезы для чистовой и финишной обработки с шириной фрезерования до 0,3xD, тип RF100S/F.
Благодаря большому углу подъема винтовой линии у этих фрез обеспечивается чрезвычайно высокое качество обрабатываемой поверхности.
Что это значит на практике? Меньше следов от зубьев. Более гладкая поверхность. Меньше необходимости в дополнительной обработке.
Это важный фактор на этапах окончательной обработки поверхностей детали.
Универсальная геометрия режущего клина
Геометрия режущего клина у фрез является универсальной, что позволяет одинаково успешно производить обработку:
★ низкоуглеродистых мягких сталей
★ цветных металлов
★ чугунов
★ высоколегированных сплавов
Прочная сердцевина
Кроме этого, данные фрезы имеют более прочную и жесткую сердцевину в сравнении с четырехзубыми и трехзубыми фрезами.
Почему это важно? Потому что много зубьев — это больше нагрузки на сердцевину. Если она слабая — фреза будет вибрировать. Точность упадет.
А здесь сердцевина усиленная. Жесткость высокая. Точность обработки контура — на уровне.
Это факт. Конструкция продумана до мелочей.
RF100H для закаленных материалов: до 60 HRC
Инновационная конструкция режущего клина
Фрезы для обработки закаленных материалов, тип RF100H.
Инновационная конструкция режущего клина в сочетании с увеличенной сердцевиной для этих фрез обеспечивают возможность стабильной обработки:
✓ на черновых переходах с глубинами фрезерования вплоть до 1xD в материалах твердостью до 54 HRC
✓ при чистовой обработке боковых поверхностей детали с осевой глубиной фрезерования практически равной длине режущей кромки фрезы до 2,5xD для материалов твердостью до 60 HRC
Два режима для разных твердостей
Видите разницу? Для материалов до 54 HRC можно работать на черновых режимах с глубиной до 1xD.
А для материалов до 60 HRC — на чистовых, с глубиной до 2,5xD.
Почему так? Потому что чем тверже материал, тем осторожнее нужно быть. Меньше глубина — меньше нагрузка на кромку.
Но даже при 60 HRC фреза работает. Это впечатляет.
| Тип фрезы | Зубья | Угол наклона | Применение | Твердость |
|---|---|---|---|---|
| RF100U | 3 | 35/38° | Универсальная | До 48 HRC |
| RF100U/HF | 4 | 30/32° | Черновая | Стандартная |
| RF100VA | 4 | Специальный | Нержавеющие стали | Стандартная |
| RF100A | 3 | Полированная | Алюминий | Цветные металлы |
| RF100F | 4 | 40/42° | С СОЖ | До 25 HRC |
| RF100Ti | Специальная | Оптимизированный | Титановые сплавы | ВТ6 |
| RF100S/F | Многозубая | Большой | Финишная | Универсальная |
| RF100H | Усиленная | Специальный | Закаленные материалы | До 60 HRC |
Комплексное решение задач
С такой подборкой компания GUHRING в полной мере может заявить о готовности разрешить любое техническое задание клиента по задачам обработки с помощью концевых фрез с наибольшей выгодой для клиента.
При этом обеспечиваются как технические требования, предъявляемые к механической обработке, так и необходимая производительность процесса.
Есть над чем подумать технологам, которые ищут надежный инструмент для сложных задач.
![]()
ООО «Гюринг»
111397, г. Москва, Зеленый проспект, 20
Тел. (495) 989 47 87
Факс (495) 989 47 97
info@guhring.ru
www.guhring.ru
Сервисный центр
603064, г. Нижний Новгород, ул. Новикова Прибоя, 4
Тел./Факс (831) 272 70 51

