Шевингование-прикатывание — комбинированный процесс обработки зубчатых заготовок по методу свободного обката. Основан на срезании металла с заготовки вследствие скольжения зубьев инструмента относительно зубьев обрабатываемой заготовки за счет внеполюсного зацепления и тонкого пластического деформирования (выглаживания боковых поверхностей зубьев).
Звучит сложно? На самом деле всё логично. Два процесса в одном: сначала режем, потом выглаживаем. Результат — высокая точность и отличная шероховатость поверхности.
Комбинированная обработка: резание плюс пластическое деформирование
Почему именно комбинированный процесс? Потому что каждый метод по отдельности имеет ограничения.
Два эффекта одновременно
Шевингование снимает припуск. Прикатывание (выглаживание) улучшает качество поверхности. Вместе они дают:
- ✓ Точность 7-8 степени
- ✓ Шероховатость Rz 6,3 мкм
- ✓ Производительность 2-3 с/зуб
- ✓ Отсутствие заусенцев
Неплохо для одного прохода, правда?
Где применяется
Метод работает для зубчатых колес, полученных разными способами:
| Способ получения заготовки | Применимость | Особенности |
|---|---|---|
| Полугорячая штамповка | Отлично | Наиболее распространенный вариант |
| Точное литье | Хорошо | Требует корректировки режимов |
| Холодное деформирование | Хорошо | Высокая исходная твердость |
| Горячая штамповка | Удовлетворительно | Больший припуск на обработку |
| Порошковая металлургия | Хорошо | Специфическая структура материала |
Шевер-прикатник: режущие кромки на винтовых поверхностях
Шевер-прикатник — это не просто зубчатое колесо. Это сложный инструмент с режущими кромками.
Как устроен инструмент
Шевер-прикатник (рис. 1) представляет собой цилиндрическое зубчатое колесо, образующее с обрабатываемой заготовкой зубчатую пару внеполюсного зацепления с параллельными осями.
На боковых поверхностях зубьев шевера-прикатника образованы режущие кромки за счет пересечения стружечных канавок с рабочими боковыми поверхностями.
Конструкция инструмента обеспечивает расположение режущих кромок на винтовых поверхностях и под углом к оси инструмента.
Параметры определяют схему резания
Выбор параметров шага, количества заходов и угла наклона образующей винтовой линии определяет схему срезания припуска.
Что это значит на практике?
- ☑ Шаг канавки — как быстро идет съем материала
- ☑ Количество заходов — равномерность обработки
- ☑ Угол наклона — направление срезания стружки
Подбираете параметры — получаете нужную схему обработки.
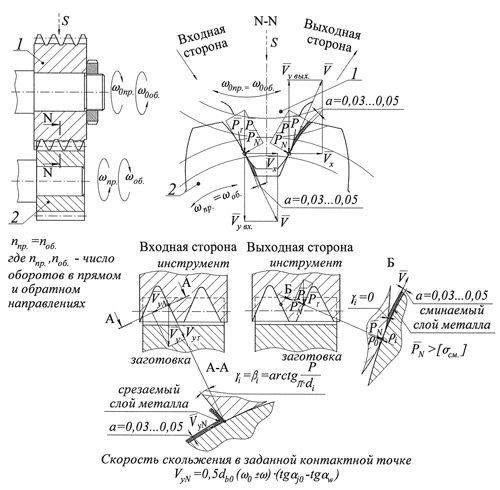
Рис. 1. Схема шевингования-прикатывания цилиндрических зубчатых колес (n, n₀ – частота вращения обрабатываемой детали и инструмента; S – периодическая подача)
Цикл обработки: 4-6 рабочих ходов и выхаживание
Общий цикл обработки состоит из быстрого подвода, формообразования, выхаживания и быстрого отвода инструмента в исходное положение.
Четыре этапа цикла
- Быстрый подвод — инструмент приближается к заготовке
- Формообразование — основная обработка
- Выхаживание — финишные проходы без подачи
- Быстрый отвод — возврат в исходное положение
Логично? Безусловно. Сначала быстро подходим, потом работаем, потом доводим до идеала и уходим.
Рабочий ход: что происходит
Цикл формообразования содержит 4…6 рабочих ходов. Каждый состоит из:
| Этап | Действие | Параметры |
|---|---|---|
| Врезание | Сближение осей | 0,03-0,05 мм |
| Прямое вращение | По часовой стрелке | K оборотов (K = z) |
| Реверсирование | Смена направления | Мгновенно |
| Врезание | Дополнительное сближение | 0,03-0,05 мм |
| Обратное вращение | Против часовой стрелки | K оборотов (K = z) |
Где K — количество полных оборотов инструмента, равное числу зубьев обрабатываемой заготовки z.
Выхаживание: доводим до идеала
1…2 хода выхаживания, каждый состоит из:
- ★ Прямого вращения (поворот на K·z оборотов по часовой стрелке)
- ★ Реверсирования
- ★ Обратного вращения (поворот на K·z оборотов против часовой стрелки)
Подача не подается. Просто крутим, чтобы улучшить качество поверхности.
Время цикла: формула расчета
Время цикла можно подсчитать по формуле:
Тц = TБП + KP · TP + KB · TB + TБО
Где:
- TБП – время быстрого подвода
- TP – время рабочего хода
- TB – время выхаживания
- TБО – время быстрого отвода
- KP – количество рабочих ходов
- KB – количество ходов выхаживания
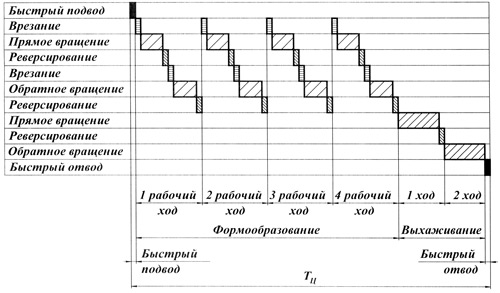
Рис. 2. Циклограмма шевингования-прикатывания (4 рабочих хода + 2 хода выхаживания)
На рис. 2 представлена циклограмма, состоящая из четырех рабочих ходов и двух ходов выхаживания.
Цилиндрические колеса: внеполюсное зацепление с параллельными осями
Экспериментальными исследованиями установлено, что можно стабильно обеспечить точность шевингования-прикатывания цилиндрических и прямозубых конических зубчатых колес средних модулей 7…8 степени.
Исходные требования
Обработка заготовок с зубьями, полученными полугорячей штамповкой в штампах с разъемными матрицами.
Производительность обработки — 2…3 с/зуб.
Неплохо для финишной обработки, правда?
Что получается на выходе
| Параметр | До обработки | После обработки | Улучшение |
|---|---|---|---|
| Точность | 12 степень | 7-8 степень | На 4-5 ступеней |
| Шероховатость | Rz 16 мкм | Rz 6,3 мкм | В 2,5 раза |
| Производительность | - | 2-3 с/зуб | Высокая |
Конические колеса: обработка при пересекающихся осях
На кафедре «Инструментальные и метрологические системы» Тульского государственного университета совместно с АК «Туламашзавод» разработаны способ, инструмент и оборудование для финишной обработки конических зубчатых колес.
Особенности конических колес
Заготовки с зубьями, оформленными на стадии получения заготовок методами:
- → Точного литья
- → Пластического деформирования в холодном состоянии
- → Полугорячего деформирования
- → Горячего деформирования
- → Порошковой металлургии
Широкий спектр методов — широкая область применения.
Схема обработки конических колес
На рис. 3 представлена схема обработки.
Инструмент 1 (шевер-прикатник) представляет собой коническое производящее колесо, сопряженное с обрабатываемым и плосковершинным (или плоским производящим колесом).
На всю глубину зубьев шевера-прикатника прорезана винтовая стружечная канавка 2.
Пересечение поверхностей стружечной канавки с боковыми поверхностями зубьев инструмента 3 образуют режущие кромки 4.
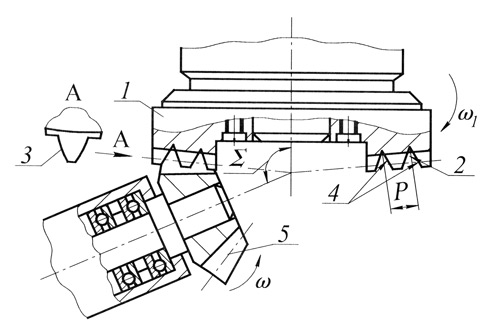
Рис. 3. Схема шевингования-прикатывания конических зубчатых колес: 1 – шевер-прикатник; 2 – стружечная канавка; 3 – боковые поверхности зубьев; 4 – режущие кромки; 5 – заготовка
Почему винтовая канавка
Процесс обработки заключается в совместной обкатке заготовки 5 и инструмента.
Так как при шевинговании коническое колесо не может иметь продольного перемещения вдоль линии, то для срезания припуска по всей длине зуба обрабатываемого колеса режущие кромки должны располагаться на каждом последующем зубе со смещением относительно предыдущего.
И должны быть наклонены под углом к образующей начального конуса.
Эти условия выполняются за счет выбора шага винтовой стружечной канавки P и параметров ее осевого профиля.
Беззазорное зацепление
Шевер-прикатник находится в беззазорном зацеплении с обрабатываемым колесом при пересекающихся осях, образуя неортогональную передачу внеполюсного зацепления.
Инструмент приводится во вращение, а заготовка обрабатываемого колеса свободно вращается на оправке.
Периодически, после совершения числа оборотов, равного или кратного числу зубьев обрабатываемой заготовки, заготовка перемещается вдоль собственной оси.
Реверс для выравнивания условий
В момент включения подачи осуществляется реверс вращения инструмента для выравнивания условий резания на входной и выходной сторонах зубьев.
Угол наклона режущих кромок для обеспечения удовлетворительных условий срезания стружки должен быть не менее 22,5°.
Частота вращения инструмента назначается в соответствии с максимальной угловой скоростью 20 с⁻¹.
Двойной эффект
В процессе обработки происходит:
- ✓ Удаление припуска с боковых поверхностей зубьев заготовки за счет срезания режущими кромками
- ✓ Тонкое пластическое деформирование (выглаживание) боковыми поверхностями инструмента
Таким образом, имеет место комбинированный процесс, что позволило назвать его шевингованием-прикатыванием, а инструмент — шевером-прикатником.
Модернизация станка 5236П: от зубострогания к шевингованию
Для реализации процесса и внедрения его в производство была проведена модернизация зубострогального станка 5236П в полуавтомат для шевингования-прикатывания.
Три ключевых изменения
Сущность модернизации заключается в следующем:
| Что было | Что стало | Зачем |
|---|---|---|
| Возвратно-поступательное движение резцов | Реверсивное вращательное движение шпинделя | Для шевингования нужно вращение |
| Жесткая кинематическая связь | Свободное вращение заготовки | Метод свободного обката |
| Ручное управление | Полуавтоматический цикл | Повышение производительности |
Полуавтомат в работе
Полуавтомат внедрен для обработки прямозубой пары колес, заготовки которых получены полугорячей штамповкой с формообразованными зубьями.
Параметры зубчатых колес:
- Модуль me = 3 мм
- Число зубьев z₁ = 13, z₂ = 20
Режимы обработки:
- Частота вращения инструмента – 160 мин⁻¹
- Подача – 0,04 мм/цикл
- Производительность процесса – 2 с/зуб
Быстро, точно, эффективно.
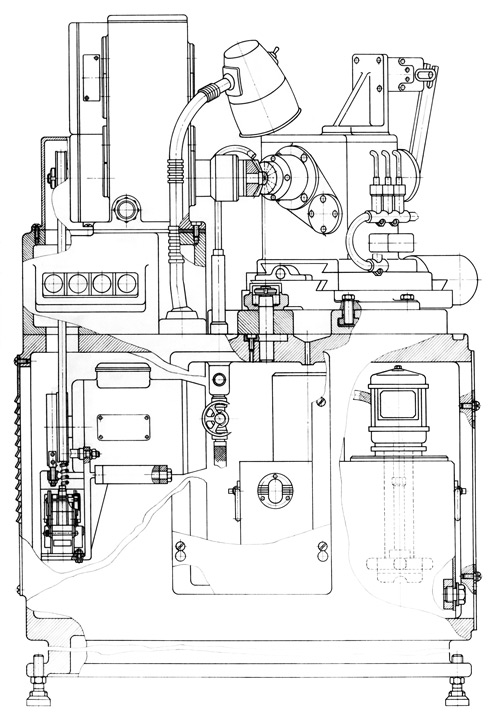
Рис. 4. Специальный станок для шевингования-прикатывания конических зубчатых колес
Результаты: от 12 степени точности к 7-8 степени
Шевингование-прикатывание обладает высокими исправляющими способностями.
Что удалось достичь
При исходной точности ниже 12 степени по ГОСТ 1758-81 достигнута точность 7...8 степени.
Шероховатость обработанной поверхности уменьшилась с Rz = 16 мкм до Rz = 6,3 мкм.
Впечатляет? Еще бы. Четыре-пять ступеней точности за одну операцию!
Для серийного производства
Для серийного производства конических зубчатых колес среднего модуля разработан технический проект специального станка (рис. 4).
Это не просто модернизация существующего оборудования. Это новое решение, заточенное под конкретную задачу.
Преимущества метода
- ★ Высокая производительность (2-3 с/зуб)
- ★ Точность 7-8 степени
- ★ Отличная шероховатость (Rz 6,3 мкм)
- ★ Комбинированный эффект (резание + выглаживание)
- ★ Возможность обработки колес, полученных разными методами
- ★ Относительно простое оборудование (модернизация существующих станков)
Есть ли недостатки? Конечно. Метод требует специальных инструментов (шеверов-прикатников). Не для всех типов колес подходит. Но там, где работает — показывает отличные результаты.
Кафедра ИМС ТулГУ: 90 лет в области зуборезного инструмента
Кафедра «Инструментальные и метрологические системы» Тульского государственного университета была основана в 1931 году.
История и предпосылки
Предпосылками для организации кафедры явилась возросшая потребность развивающейся машиностроительной промышленности Центрального региона России в инженерно-технических работниках.
Которые могли бы:
- → Создавать новые конструкции инструментов для обеспечения прогрессивных технологических процессов
- → Разрабатывать режимы эксплуатации обрабатывающих инструментов
- → Изготавливать штамповую оснастку
Задачи актуальны и сегодня, не так ли?
Сегодняшний день
В настоящее время кафедра «Инструментальные и метрологические системы» является научно-педагогическим коллективом, способным решать самые сложные задачи в области проектирования любого металлорежущего инструмента.
В ее составе работают:
- ☑ 8 докторов наук, профессоров
- ☑ 13 кандидатов наук, доцентов
21 ученый — серьезный потенциал.
Научные интересы
Круг научных интересов кафедры весьма широк. Однако в ее деятельности особое место занимает зуборезный инструмент.
Проектирование и изготовление которого вызывает массу трудностей и требует от проектировщика большого количества знаний и глубокой инженерной интуиции.
Сотрудниками кафедры разработаны современные методики проектирования и изготовления таких зуборезных инструментов, как:
| Тип инструмента | Особенности | Применение |
|---|---|---|
| Червячные фрезы с винтовым затылованием | Современная конструкция | Нарезание зубьев |
| Сборные червячные фрезы | Различные конструкции | Экономия материала |
| Шеверы-прикатники | Комбинированная обработка | Финишная обработка |
| Долбяки | Для специфических требований | Специальные изделия |
Исследования продолжаются
Исследования, направленные на совершенствование конструкций и методов проектирования зуборезного инструмента, продолжаются.
90 лет — это не повод останавливаться. Это база для новых открытий.
Д.т.н. Е.Н. Валиков
К.т.н. В.А. Белякова
ГОУ ВПО «Тульский государственный университет»
Кафедра «Инструментальные и метрологические системы»
Почтовый адрес: 300600, Тула, пр. Ленина, 92, ТулГУ каф. ИМС
Местонахождение: 300600, Тула, пр. Ленина, 84 (2-й учебный корпус ТулГУ, аудитории 212, 213, 214, 215, 217)
Телефон/Факс: (4872) 33-25-38
E-mail: imstulgu@pochta.ru
Сайт: http://ims.tsu.tula.ru

