При этом может решаться задача позиционирования (переезд из одной точки в другую) и контурных перемещений (воспроизведение траектории с заданным отклонением по положению). Большая часть воспроизводимых механических движений носит прямолинейный характер либо складывается из совокупности линейных движений.
Вместе с тем существуют кинематические системы для обработки тел вращения — шпиндельные узлы, поворотные столы и т.п.
Позиционирование и контурные перемещения: базовые задачи
Что важнее — скорость или точность? В идеале — и то, и другое. Но на практике приходится искать компромисс.
Два типа движений
Любой станок решает две основные задачи:
- ✓ Позиционирование — быстрый переезд из точки А в точку Б
- ✓ Контурные перемещения — движение по сложной траектории с высокой точностью
Первое требует скорости. Второе — точности. А лучше бы и того, и другого сразу.
Большая часть движений — прямолинейная. Или состоит из линейных отрезков. Но есть и исключения: поворотные оси, круговые интерполяции.

Рис. 1. Поворотная ось с приводом на линейных двигателях и виброустойчивым гранитным основанием
Традиционные системы: ШВП и шестерня-рейка
На сегодняшний день в промышленности, в частности, при производстве лазерных станков применяется несколько типов кинематических систем.
Как работает классика
Традиционные системы: ШВП и шестерня-рейка
Шарико-винтовые пары и передачи типа шестерня-рейка — традиционный способ получения линейных движений. Заключается он в преобразовании вращательного движения в поступательное. В системе привода применяется электродвигатель и механический преобразователь (шарико-винтовая пара, реечная передача).
Проще говоря: мотор крутится — винт или рейка двигается. Старая, проверенная схема.
Точность и стоимость
Станки на таких приводах хорошо отработаны и находят свое применение в целом ряде высокотехнологичных отраслей.
| Параметр | ШВП | Шестерня-рейка | Линейные двигатели |
|---|---|---|---|
| Точность позиционирования | 30-50 мкм | 30-50 мкм | 1-20 мкм |
| Максимальная скорость | 200-400 мм/с | 500-800 мм/с | до 1000 мм/с |
| Ускорение | 0.5-1 g | 0.5-1 g | 2-5 g |
| Стоимость | Низкая | Средняя | Высокая |
| Износ | Есть | Есть | Отсутствует |
Точность станков с такими приводами составляет порядка 30-50 мкм. При этом возможно повышение точности за счет применения систем обратной связи, которые обеспечивают непрерывный контроль положения вала двигателя и точное позиционирование с достаточно высоким разрешением.
Стоимость таких приводов и, соответственно, станков сравнительно невысока.
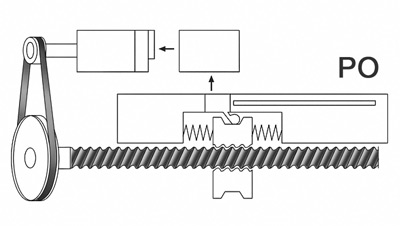
Рис. 2. Традиционная схема: управление рабочим органом через механическую передачу
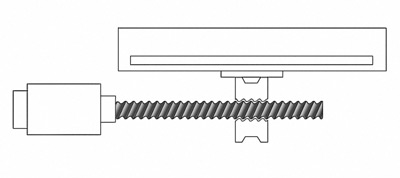
Рис. 3. Прямой привод: линейный двигатель без промежуточных передач
Недостатки классических приводов: люфты, износ, ограничения
Однако при решении задач, связанных с высокой производительностью и повышенной (порядка 1-5 мкм) точностью обработки, возникает целый ряд проблем, обусловленных устройством приводов.
Пять главных проблем
Использование различных компенсаторов далеко не всегда позволяет уйти от этих проблем. Среди недостатков выделяются:
- Нестабильность точностных параметров, обусловленная наличием в передаче люфтов (успешно компенсируется системами обратной связи)
- Пониженные скоростные и динамические характеристики (за счет механической редукции при преобразовании одного вида движения в другой)
- Склонность к механическому износу элементов (износ подшипников, ремней, ходовых винтов)
- Излом и истирание поверхности зубьев, из-за чего передача начинает проскальзывать
- Потеря эффективности движения, снижение степени безопасности работы
Понимаете масштаб проблемы? Каждый элемент передачи — это потенциальный источник погрешности.
Энергетические потери
Задумывались ли вы, сколько энергии тратится впустую?
В системах с преобразованием движений за счет механической редукции только порядка 5% кинетической энергии содержится в элементах, линейно перемещающихся. А 95% — это кинетическая энергия вращающегося ротора электродвигателя и присоединенных к нему элементов.
Эту энергию нужно набирать и компенсировать при разгоне-торможении системы. Представьте: 95% энергии крутится вхолостую!
Неэффективно? Безусловно.
Линейные двигатели: прямой электромагнитный привод
Кардинальное решение изложенных выше проблем возможно за счет применения линейных двигателей (ЛД), реализующих прямой электромагнитный привод без преобразования видов движения.
Принцип работы
Это позволяет создавать технологическое оборудование с существенно улучшенными эксплуатационными характеристиками, а зачастую и новыми свойствами.
Более того, целый ряд технологических задач не может быть качественно решен с использованием других типов приводов.
Линейные двигатели позволяют избавиться от преобразователей вращательного движения в поступательное, снижающих точность, быстродействие и долговечность оборудования.
Отсутствие износа
В ЛД нет соприкасающихся частей, подверженных износу. Таким образом высокие точностные характеристики линейного двигателя остаются неизменными.
Это критически важно. Представьте: станок работает год, два, пять — точность не падает. Потому что нечему изнашиваться.
Вследствие сравнительно малой величины статического усилия ЛД имеют габариты и массу, не превышающие аналогичные показатели приводов на ШВП.
Преимущества ЛД: точность 1-5 мкм и скорость до 1000 мм/с
За счет реализации технологии прямого электромагнитного привода кинематические системы на основе ЛД обладают существенно лучшими динамическими характеристиками.
Энергоэффективность
При этом их мощность и установленная мощность силовых элементов систем управления (сервоусилителей) на порядок меньше показателей аналогичных традиционных систем.
Почему так происходит?
Всё просто: нет вращающихся масс — нет потерь на их разгон и торможение. Вся энергия идет непосредственно на перемещение рабочего органа.
Динамические характеристики
| Характеристика | Традиционные системы | Линейные двигатели | Преимущество |
|---|---|---|---|
| Ускорение | 0.5-1 g | 2-5 g | В 3-5 раз выше |
| Скорость | 200-500 мм/с | до 1000 мм/с | В 2 раза выше |
| Точность | 30-50 мкм | 1-20 мкм | В 5-30 раз выше |
| Повторяемость | ±10 мкм | ±1-2 мкм | В 5-10 раз лучше |
| Энергопотребление | 100% | 30-40% | Экономия 60-70% |
Когда ЛД незаменимы
Наибольший технико-экономический эффект достигается при производстве оборудования, в котором нет механической реакции рабочего инструмента, либо она мала.
Это комплексы обработки листовых материалов, реализующие:
- ☑ Лазерную резку
- ☑ Плазменную резку
- ☑ Газокислородную резку
- ☑ Гидроабразивную резку
- ☑ Электроэрозионную обработку
- ☑ Тонкое фрезерование
- ☑ Прецизионную механическую резку
Области применения: от лазерной резки до микрообработки
Такие привода наиболее активно применяются при решении задач, требующих высокой точности и производительности.
Семь основных направлений
Конкретные применения:
- → Прецизионная обработка
- → Резка и раскрой листовых материалов
- → Скрайбирование (нанесение рисок)
- → Термораскалывание
- → Сверление отверстий
- → Микрофрезерование
- → Обработка тонкопленочных элементов
- → Резка композитов
Впечатляет список? Еще бы. От макро до нано — один двигатель.
Почему именно эти области
Лазерная резка требует высокой скорости и точности одновременно. ЛД дают и то, и другое.
Микрообработка? Точность в единицы микрон — без проблем.
Тонкопленочные элементы? Никакого износа, никакого загрязнения частицами трения.
Российские производители: ЭСТО, ВНИТЭП и белорусский Ruchservomotor
На сегодняшний день из российских производителей лазерного оборудования линейные двигатели в составе станков используют всего два производителя:
Три игрока на рынке
| Производитель | Город | Источник ЛД | Применение |
|---|---|---|---|
| ЭСТО – Лазеры и аппаратура ТМ | Зеленоград | Собственное производство | Станки для резки и раскроя |
| ВНИТЭП | Дубна, МО | Siemens | Прецизионное оборудование |
| Ruchservomotor | Беларусь | Собственное производство | Станки для резки и раскроя |
ЭСТО – Лазеры и аппаратура ТМ, г. Зеленоград (ЛД собственного производства)
ВНИТЭП, г. Дубна, МО (ЛД производства компании Siemens)
Производство линейных двигателей освоил и белорусский Ruchservomotor. Он оснащает ими свои станки для резки и раскроя.
Импортозамещение или свои разработки
ЭСТО пошла путем собственных разработок. Это сложно, но дает независимость.
ВНИТЭП использует Siemens. Надежно, проверено, но зависит от импорта.
Белорусы выбрали свой путь — собственное производство.
Какой подход лучше? Время покажет.
Технические характеристики: сравнение систем на разных основаниях
Основные технические характеристики кинематических систем производства ЭСТО – Лазеры и аппаратура ТМ на линейных двигателях на различных основаниях (стальных или виброустойчивых гранитных) для прямолинейных или поворотных перемещений приведены в таблице.
Четыре типа систем
Основные технические характеристики координатных систем на линейных двигателях:
| Тип | Портал | На граните | Крестовые | Поворотные |
|---|---|---|---|---|
| Рабочий ход, мм (макс) | 1250×2500 | 1500×3000 | 1500×6000 | 400×800 |
| Точность позиционирования | 10-20 мкм | 1-5 мкм | 5-10 мкм | 0,0006° |
| Скорость (макс) | 500-1000 мм/с | 1000 мм/с | 500 мм/с | 360°/с |
| Основание | Сталь | Гранит | Сталь/Гранит | Гранит |
| Применение | Универсальное | Прецизионное | Раскрой листов | Обработка тел вращения |
Гранит или сталь: что лучше
Обратите внимание на точность:
- ★ Портал на стали: 10-20 мкм
- ★ На граните: 1-5 мкм
Разница в 4-5 раз! Почему?
Гранит виброустойчив. Он гасит вибрации, не деформируется от перепадов температур. Это критически важно для прецизионной обработки.
Но гранит дороже. И тяжелее.
Выбор зависит от задач. Для раскроя металла с точностью 50 мкм — сталь подойдет. Для микрообработки — только гранит.
Поворотные оси
Отдельно стоит упомянуть поворотные системы.
Точность 0,0006° — это меньше одной двухтысячной градуса! Скорость 360°/с — полный оборот за секунду.
Для чего это нужно?
Обработка сложных пространственных деталей. Пятикоординатная обработка. Когда нужно повернуть заготовку под точным углом.
Крестовые столы
Рабочий ход до 1500×6000 мм — это серьезно.
Лист металла 3×6 метров? Без проблем.
Точность 5-10 мкм на такой длине — impressive.
Скорость 500 мм/с — баланс между производительностью и точностью.
Что выбрать
Зависит от задач:
- Портал — универсальное решение для большинства задач
- На граните — для прецизионной обработки, когда важна каждая микрон
- Крестовые — для раскроя больших листов
- Поворотные — для сложной пространственной обработки
А можно комбинировать. Портал на граните с поворотной осью — это уже пятикоординатный станок.
Технологии не стоят на месте. Линейные двигатели — это не будущее. Это настоящее.
О.А. Рокачевский, А.Л. Кудрявцева
ЭСТО – Лазеры и аппаратура, г. Зеленоград

