Интенсивность изнашивания алюминиевых сплавов
Факторы, влияющие на износ
В статье рассмотрены процессы, влияющие на изменение интенсивности изнашивания алюминиевого сплава АМг6. Исследован характер образования изношенной поверхности при прокатке. Приведены способы уменьшения износа алюминиевых сплавов:
- ✓ Применение смазочной композиции с металлоплакирующей присадкой на медной основе «Валена»
- ✓ Подвод в трибосопряжение ионизированного воздуха
- ✓ Использование этих способов в комплексе
В качестве входных параметров учтены тяжелые условия работы реверсивного прокатного стана 160. Частые пуски, остановки и реверсирование отрицательно влияют на состояние поверхностного слоя валков, а следовательно, и проката.
Методика экспериментальных исследований
Оборудование и материалы
Для экспериментов выбрали пару трения: ролик из стали У8А – алюминиевый образец прямоугольной формы с контактной площадкой.
Серия измерений была проведена на машине трения МТ-10. Основные характеристики:
| Параметр | Значение |
|---|---|
| Частота вращения ролика | 500 об/мин |
| Рабочая нагрузка | 594 Н |
| Время испытаний под нагрузкой | 60 с |
Один из возможных методов снижения интенсивности изнашивания сопряженных пар – введение в зону трения металлоплакирующей присадки на основе меди «Валена» (ТУ-025-17368431-05). Она создает на основе самоорганизации наночастиц защитные медные пленки, уменьшающие износ трибосопряжений.
Схема установки
В схеме установки образца в машине трения ролик погружен в ванну с композицией базового масла и присадки «Валена».

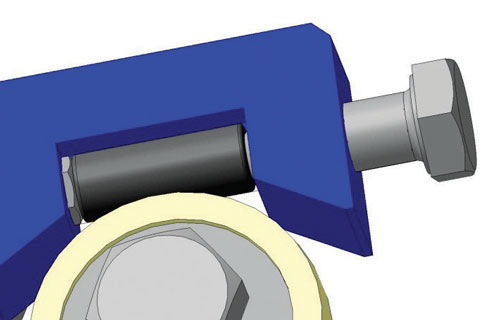
Рис. 1. Схема установки образца в машине трения
В процессе работы поверхность ролика покрывалась материалом образца (налипание алюминия), в масле появлялись продукты износа. Преобладал, как правило, адгезионный износ. На поверхности пятна контакта имелись глубокие задиры, поверхность ролика покрывалась материалом образца.
Защитные окисные пленки и металлоплакирование
Механизм защиты поверхности
Основной задачей эксперимента было снижение износа и температуры в зоне контакта. Эффективным способом борьбы с образованием изношенной поверхности является образование на них окисных защитных пленок, препятствующих схватыванию обрабатываемого и инструментального материалов.
Например:
- → При резании ювенильные поверхности образуются в процессе разрушения обрабатываемого материала
- → При прокатке – в процессе разрушения окисной пленки валками прокатного стана
Медная пленка, образовавшаяся на поверхности ролика, препятствовала интенсивному изнашиванию образца. В ходе эксперимента удалось достигнуть отсутствия налипания алюминия.
Результаты экспериментальных исследований
Линейный износ образцов
Результаты эксперимента – значение линейного износа (Uл, мм) и вид композиции приведены в таблице и соответствуют концентрации присадки «Валена» 2,5%.
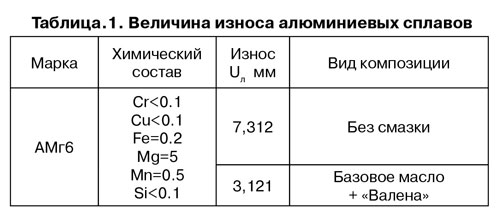
Таблица 1. Значения линейного износа при различных композициях смазки
Температурная стойкость композиций
Сравнительные характеристики по термостойкости для сплава АМг6 дают возможность определить значение и характер изменения температуры при различных композициях.
Наряду с композицией базового масла с металлоплакирующей присадкой «Валена» была испытана композиция со смазкой для прокатки Blasfom.
| Композиция | Температура (60 с) | Эффективность |
|---|---|---|
| Базовое масло + «Валена» | 46°С | Высокая |
| Blasfom | 79°С | Средняя |
Наивысшая температурная стойкость установлена для материала АМг6 в композиции базового масла и металлоплакирующей присадки «Валена» – 46°С по сравнению с 79°С для Blasfom на 60 секунде с начала процесса трения при повышенной нагрузке.
Разница существенная. Почти в два раза!
Спектральный анализ отработанного масла
В результате проведения эксперимента были отобраны пробы базового масла до и после испытания, которые были подвергнуты спектральному анализу на оптическом эмиссионном спектрометре Spectroil M с целью определения химического состава частиц алюминиевых сплавов, поступающих в масло при износе пар трения.
Spectroil M позволяет количественно определить присутствие элементов, находящихся в виде небольших частиц суспензии, или растворенных в минеральных или синтетических нефтяных продуктах.
Анализ результатов данных о пробах масла показал:
- ☑ Фактическая концентрация элементов Si, Na незначительна
- ☑ Концентрация элементов Pb, Cu, Ni, Fe не превышает 18 ррм
- ☑ Содержание элемента меди в пробах отработанного масла не превысило 585 ррм для композиции базового масла с добавлением присадки «Валена» в стандартной пробе до истирания
- ☑ Не превысило 463 ррм в пробе отработанного масла для алюминиевого сплава АМг6
Что это дает? Спектральный анализ позволяет оценить по отработанному маслу элементный состав пробы и сделать выводы о характере изнашивания и возможных путях его снижения за счет добавления различных компонентов в зону сопряжения деталей узла.
Практические рекомендации
Оптимальная концентрация присадки
Сравнительные исследования смазочных композиций показали, что оптимальной по износостойкости и температуростойкости для АМг6 является композиция базового масла с добавлением металлоплакирующей присадки на медной основе «Валена» в рекомендуемой концентрации от 2,5 до 5% в зависимости от условий работы материала.
Для композиции с металлоплакирующей присадкой «Валена» в сравнении со смазкой для прокатки Blasfom получена значительная разница температуры нагрева рабочей поверхности.
Преимущества применения
Использование присадки «Валена» дает несколько преимуществ:
- Снижение температуры в зоне контакта почти в 2 раза
- Отсутствие налипания алюминия на ролик
- Образование защитной медной пленки
- Уменьшение адгезионного износа
- Снижение образования задиров
Важно понимать: концентрацию нужно подбирать индивидуально. Для разных условий работы материала оптимальная дозировка может отличаться.
Спектральный анализ отработанного масла – мощный инструмент диагностики. Он показывает, какие именно элементы и в каком количестве попадают в смазку. Это помогает понять механизм износа и подобрать правильную стратегию защиты.
Бодарева Анастасия Вячеславовна
Кафедра «Технологии обработки металлов» (МТ-13)
МГТУ им. Н.Э. Баумана
Литература:
- Д.Н. Гаркунов, Э.Л. Мельников, В.С. Гаврилюк. Триботехника. М.: МГТУ им. Н.Э.Баумана, 2008. – 308 с.
- Д.Н. Гаркунов. Триботехника. Износ и безызносность. Учебник для вузов. М.: Издательство МСХА, 2001. – 614 с.
- Елисаветин М.А., Сатель Э.А. Технологические способы повышения долговечности машин. М.: Машиностроение, 1979. – 438 с.
- Высокие технологии в машиностроении. Сборник научных трудов НТУ «ХПИ». – Харьков, Вып. 1(4). – 2001.
- А.Ф. Аксенов, Износостойкость авиационных топливно-гидравлических агрегатов. М.: Транспорт, 1986. – 240 с.
- Возможности и перспективы применения газообразного охлаждения при обработке резанием, А.С. Татаринов, В.Д. Петрова / ISSN 0236-3941. Вестник МГТУ. Сер. Машиностроение. 1995. №4.

