Что такое плазма и как она работает
Плазменные технологии — это производственные процессы, в которых используется воздействие плазмы на различные материалы. Плазма представляет собой ионизированный газ, где концентрации положительных и отрицательных зарядов практически одинаковы. Физики называют её четвертым агрегатным состоянием вещества.
Интересный момент: в плазменных процессах может полностью отсутствовать механический контакт инструмента с обрабатываемой деталью. Воздействие осуществляется только плазмой. Или же возможно совместное действие традиционного инструмента с плазмой. Выбор зависит от конкретной задачи.
Оборудование для плазменных методов обработки создает и поддерживает два источника: тепловой энергии и заряженных частиц. Это открывает возможности для целой гаммы технологических процессов:
- ✓ плавка и переплав;
- ✓ сварка и резка;
- ✓ наплавка и напыление;
- ✓ осаждение и упрочнение;
- ✓ модификация и закалка;
- ✓ очистка и активация;
- ✓ бактерицидная обработка;
- ✓ переработка и уничтожение отходов.
Впечатляет, правда?
Использование плазмы базируется на нескольких эффектах. Тепловые и газодинамические свойства плазменных потоков. Наличие направленного потока ионизированных и возбужденных частиц. Испускание инфракрасного, видимого и ультрафиолетового излучения. Образование озона. Пульсации плазмы — низкочастотные и высокочастотные.
Неоднородность распределения температуры и структуры потока. Перемешивание турбулентного плазменного потока с холодным газом окружающей среды. И, наконец, взаимодействие плазменного потока с поверхностью материалов.
Все плазменные технологии классифицируют по виду протекания электрического тока в газовом промежутке — газовому разряду. Рассмотрим основные типы разрядов и их применение.
Коронный разряд для очистки и активации
Коронный разряд возникает в резко неоднородных полях при атмосферном давлении. Главная особенность: ионизационные процессы между электронами происходят только в небольшой части промежутка — вблизи электрода с малым радиусом кривизны. Это так называемый коронирующий электрод.
Зона характеризуется повышенными значениями напряженности поля по сравнению со средними значениями для всего промежутка. Локальное воздействие высокоэнергетических плазменных струй на поверхности деталей из полимерных, металлических, керамических, стеклянных, резиновых и других материалов дает отличные результаты.
Что происходит? Загрязнения удаляются. Дефекты залечиваются. Проводится бактерицидная обработка. Активируется поверхностный слой. Результат — повышение смачиваемости поверхности и способности к образованию усиленных связей с растворителями, клеями, красками, лаками и покрытиями.
Внешний вид при этом не меняется. Это важно.
Технология актуальна при процессах склеивания, опрессовки, печати, каширования, нанесения покрытий, сварки, пайки, обеззараживания. В отдельных случаях технология используется одновременно и для нанесения тонкопленочных покрытий.
Области применения шире, чем кажется:
- ✔ обработка посадочного материала (семян);
- ✔ обработка волокон в текстильной промышленности;
- ✔ улучшение газоразделительных свойств мембран;
- ✔ изготовление арамидных волокон;
- ✔ производство углепластиков и других композиционных материалов.
Под воздействием плазмы поверхность полимера может становиться как более гидрофильной, так и более гидрофобной. Модификации подвергается только обрабатываемая поверхность и очень тонкий приповерхностный слой — от нанометров до нескольких микрон.
Основной объем полимера не изменяется. Механические, физико-химические и электрофизические свойства исходного материала сохраняются. С практической точки зрения важно сохранение гидрофильности в течение длительного времени. Это достигается дополнительным нанесением тонкопленочного покрытия.
Оборудование для коронной обработки
Ширина обрабатываемой поверхности зависит от применяемого оборудования, дистанции обработки, материала подложки и конкретных условий. Диапазон: 10-50 мм. Глубина обрабатываемых пазов или отверстий — до 20 мм. Скорость — до 30 м/мин.
Температура поверхности изделий не превышает 50°C. Это щадящий режим. В качестве технологического и охлаждающего газа используется воздух. Основные параметры процесса — скорость движения плазменной струи и расстояние между соплом плазмотрона и обрабатываемой поверхностью.
Скорость плазменного потока — до 10 м/мин. В отдельных конструкциях оборудования используются вращающиеся сопла. Обеспечивается автоматизированный контроль параметров процесса по диагностике спектра излучения плазменной струи.
Основной элемент оборудования — плазмотрон.
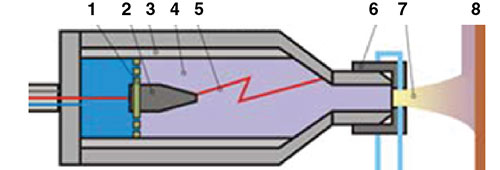
Рис. 1. Схема плазмотрона: 1 — распределитель газа; 2 — электрод; 3 — изолятор; 4 — разрядная камера; 5 — поджигающий разряд; 6 — насадка для подвода прекурсоров; 7 — плазменная струя; 8 — подложка
Комплекс оборудования для плазменной очистки и активации с использованием высокочастотного коронного разряда включает несколько компонентов.

Рис. 2. Комплекс оборудования: а — блок аппаратуры; б — плазмотрон; в — высоковольтный трансформатор; г — модуль подготовки сжатого воздуха

Рис. 3. Плазменная струя в действии
| Компонент | Характеристики | Назначение |
|---|---|---|
| Блок аппаратуры | 1 кВА, 25 кГц, 590×530×250 мм, 35 кг | Преобразование сетевого напряжения в высокочастотное |
| Плазмотрон | Вращающееся сопло, газоподвод 4 м | Генерация плазменной струи |
| Высоковольтный трансформатор | 10 кг, кабель 5 м | Питание плазмотрона |
| Модуль подготовки воздуха | Подача сжатого воздуха | Технологический газ |
Важно отметить: данное оборудование легко встраивается в существующие производственные линии. Устанавливается на роботизированных комплексах и других средствах механизации и автоматизации. Гибкость — сильная сторона.
Искровое нанесение покрытий
При прохождении электрического тока через газ возникает искровой разряд. Существует при атмосферном давлении. Сопровождается характерным звуковым эффектом — треском проскакивающей искры.
Этот вид разряда наиболее эффективно используется для нанесения функциональных покрытий. Технология получила название электроискрового легирования (электроискрового или плазменно-искрового нанесения покрытий).
Основана на использовании искрового разряда с малой длительностью 10⁻⁶ ≤ tᵢ ≤ 10⁻³ с и прохождении мощных импульсных токов при разряде конденсатора. Плотность тока — до 10⁶ А/мм².
От источника генератора импульса на электрод-анод подается плюс, на изделие-катод — минус. В результате теплового и газодинамического воздействия искрового разряда происходит эрозия материала электрода и перенос продуктов эрозии в жидкой, твердой и паровой фазах на изделие.
Температура плазмы в межэлектродном промежутке может достигать 7000-11000°С. На поверхности изделия за счет протекания металлургических процессов образуется композиционный материал. В его составе присутствуют материалы электрода и изделия, продукты их взаимодействия друг с другом и с элементами межэлектродной среды.
Немаловажный фактор качественного формирования покрытия — эффект катодной очистки. Обеспечивается разрушение и удаление поверхностных пленок с обрабатываемой поверхности изделия (катода) за счет высокой плотности выделяемой энергии в микрокатодных пятнах искрового разряда.
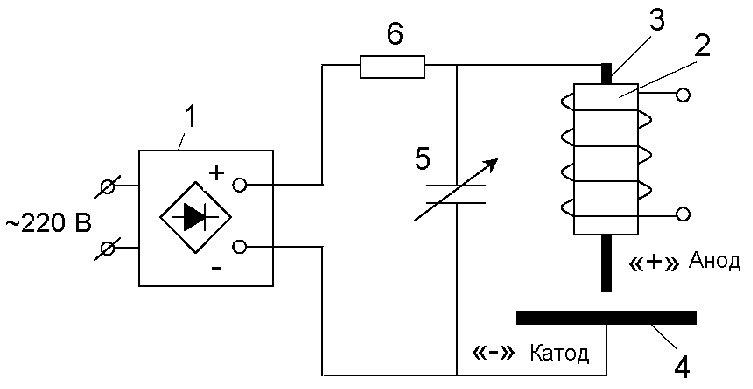
Рис. 4. Схема процесса: 1 — генератор импульса тока; 2 — вибратор; 3 — электрод; 4 — изделие; 5 — конденсатор; 6 — сопротивление
Основные области применения:
- → восстановление и упрочнение деталей машин, инструмента, штампов;
- → нанесение функциональных (износостойких, электропроводящих, декоративных) покрытий;
- → снижение переходного сопротивления электрических контактов (оловянирование, лужение, никелирование, серебрение).
Для упрочнения инструмента и технологической оснастки в качестве электродов применяют твердые сплавы (Т15К6, Т17К12, ВК6, ВК8, ВК20 и др.), материалы на основе карбидов и боридов металлов (TiC, WC, Mo₂B₅, CrB₂, TaB₂ и др.), графит.
Преимущества электроискрового легирования
Преимуществ много. И они существенные.
| Преимущество | Практическая польза |
|---|---|
| Локальное формирование покрытий | Радиус от долей миллиметра без защиты остальной поверхности |
| Работа с крупногабаритными деталями | Локальные зоны для лужения, никелирования, серебрения |
| Высокая адгезия | Прочное сцепление покрытия с подложкой |
| Отсутствие нагрева | Нет деформаций изделия в процессе обработки |
| Разнообразие электродов | Чистые металлы, сплавы, порошковые материалы |
| Простота технологии | Не требует специальной предварительной обработки |
| Надежность оборудования | Малогабаритно, транспортабельно |
| Низкая энергоемкость | 0,5–2,0 кВт для ручных и механизированных процессов |
| Высокий коэффициент переноса | 60–80% материала |
Установка для плазменно-искрового нанесения покрытий состоит из блока аппаратуры, совмещенного с генератором импульсов, электровибратора и соединительных кабелей.

Рис. 5. Установка (а), нанесение износостойкого покрытия ВК8 (б), нанесение серебряного покрытия (в)
| Параметр | Значение |
|---|---|
| Потребляемая мощность | 0,5 кВт |
| Напряжение питания | 220 В |
| Энергия импульсов | 0,11-10 Дж |
| Частота импульсов | 5-1600 Гц |
| Частота вибрации электрода | 600 Гц |
| Количество режимов | 70 |
| Габариты генератора | 160×320×360 мм |
| Масса генератора | 14 кг |
| Максимальная толщина покрытия (Т15К6) | 500 мкм |
| Шероховатость Ra | 2,0 мкм |
| Производительность | 15 см²/мин |
Тлеющий разряд и плазменное азотирование
Тлеющий разряд — самостоятельный электрический разряд в газе с холодными электродами. Ток: 10⁻⁵–1,0 А. Давление низкое: 5×10⁻²–10³ Па. Имеет характерную структуру в виде чередующихся светящихся участков различного цвета и интенсивности свечения.
Отличительный признак — существование вблизи катода слоя с большим положительным объемным зарядом, сильным полем у поверхности и значительным падением потенциала 100–400 В и более.
Одно из применений — технологии плазменной химико-термической обработки металлов. Предназначены для повышения:
- ★ твердости;
- ★ износостойкости;
- ★ усталостной прочности;
- ★ задиростойкости;
- ★ теплостойкости;
- ★ коррозионной стойкости.
Достигается за счет насыщения поверхности обрабатываемых изделий азотом, углеродом, бором, кадмием и несколькими элементами одновременно. При обработке изделия погружаются в плазму тлеющего разряда, горящего между катодом (изделиями) и анодом (стенками вакуумной камеры).
Плазма содержит необходимый насыщающий элемент. Положительно заряженные ионы насыщающего элемента под действием электрического поля ускоряются по направлению к изделию, бомбардируют и внедряются в их поверхностный слой.
Энергия ионов в тысячи раз больше энергии атомов при газовой химико-термической обработке. Температура нагрева изделий при обработке составляет 300-600°C.
Наиболее востребован в мире процесс плазменного азотирования (азотирование в тлеющем разряде, ионно-плазменное азотирование). В качестве рабочих газов используются аммиак, аргон, пропан, природный газ.
Регулирование и управление технологическим процессом полностью автоматизировано и осуществляется по заданной технологической программе. В водоохлаждаемой камере смонтировано смотровое окно для визуального наблюдения за процессом.
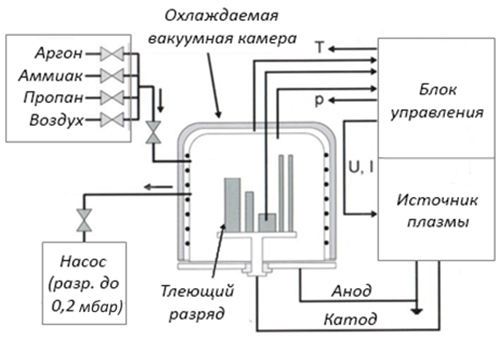
Рис. 6. Схема процесса плазменного азотирования
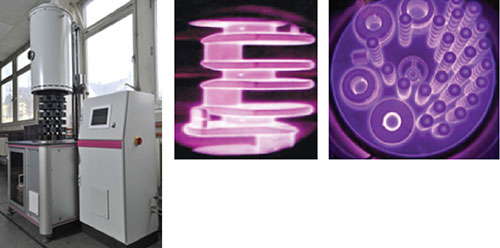
Рис. 7. Установка (диаметр камеры 350 мм, высота 500 мм, мощность 3 кВт) (а), изделия в тлеющем разряде (б)
Отличительные характеристики данного процесса по сравнению с газовой химико-термической обработкой:
| Параметр | Улучшение |
|---|---|
| Продолжительность обработки | Сокращение в 2–5 раз |
| Расход рабочих газов | Сокращение в 20–100 раз |
| Расход электроэнергии | Уменьшение в 1,5–3 раза |
| Обработка отверстий | Качественная обработка глухих и сквозных отверстий |
| Защита поверхностей | Простота и надежность экранной защиты |
| Деформации изделий | Незначительные деформации |
| Равномерность слоя | Равномерный по толщине азотированный слой |
| Условия труда | Улучшение санитарно-гигиенических условий производства |
Перспективное направление дополнительного повышения износостойкости деталей, обработанных с использованием плазменного азотирования, — последующее нанесение тонкопленочных трибологических покрытий с использованием PVD и CVD процессов.
Дуговой разряд — основа плазменных процессов
Важно отметить: большинство известных плазменных технологий базируются на применении именно дугового разряда (электрической дуги) в качестве источника энергии.
Дуговыми называют разряды при плотности тока 10²–10³ А/мм² и относительно низком катодном падении потенциала (порядка потенциалов ионизации и возбуждения атомов газовой среды или испаряемого металла).
Последнее — результат действия иных механизмов катодной эмиссии электронов, чем в тлеющем разряде. Они создают плотность тока, обеспечивающую протекание полного разряда. Катоды дуг испускают электроны в результате термоэлектронной, автоэлектронной и термоавтоэлектронной эмиссий.
Характерные параметры дуговых разрядов:
- ☑ ток: 1–10⁵ А;
- ☑ напряжение: от 20–30 В (короткие дуги) до киловольт.
Основные типы дуговых разрядов для технологических целей:
При низком давлении — разряд с холодным катодом и перемещающимися катодными пятнами (эмиссия происходит из постоянно перемещающихся катодных пятен с плотностью тока 10⁴–10⁷ А/см²).
При высоком давлении (0,1–1,0 атм) — плотная низкотемпературная равновесная плазма с электронной температурой 0,5–1,0 эВ и выше.
В отличие от дугового разряда при нормальном (атмосферном) давлении, дуговой разряд в вакууме происходит в парах металла. При этом он локализуется в небольших областях, имеющих микронные размеры и хаотически перемещающихся по поверхности катода.
Плотность мощности в таких областях, называемых катодными пятнами, достигает значений 10⁹ Вт/см². Благодаря этому за время 5–40 нс (время покоя катодного пятна при его хаотическом движении) давление паров металла достигает значений ~10⁵ Па, а степень ионизации паров металла может составлять величину, близкую к 100%.
Электронная температура плазмы дугового разряда в вакууме имеет значение 5–20 эВ.
PTA-процесс и плазменное напыление
Основные технологии дугового разряда при атмосферном давлении наиболее широко используются в качестве:
- Источника тепловой энергии, способной расплавить материал подложки и дополнительный присадочный материал (процесс плазменной наплавки-напыления, PTA-процесс).
- Источника тепловой энергии только для нагрева и разгона присадочного порошкового материала (процесс плазменного и микроплазменного напыления).
- Источника заряженных частиц для различной обработки материалов (процесс микроплазменной обработки биологических объектов).
- Источника заряженных частиц, усиливающих прохождение плазмохимических реакций (процесс финишного плазменного упрочнения).
Процесс плазменной наплавки-напыления (PTA-процесс) обеспечивает использование пилотной (косвенной) дуги для расплавления вводимого порошка и основной дуги (переносимой) для поддержания необходимой температуры подложки и осаждаемых порошковых частиц.
Увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали.
Оптимизация основных характеристик процесса (токов основной и пилотной дуги, расстояния до изделия, скорости подачи порошка и скорости перемещения плазмотрона) выявила минимальную чувствительность к скорости подачи порошка и в определенных пределах к скорости перемещения плазмотрона.
В современном оборудовании для PTA-процесса обеспечивается автоматизация поддержания и регулирования режимов.

Рис. 9. Комплекс оборудования (блок аппаратуры, плазмотрон, порошковый дозатор) и процесс нанесения покрытия на шнек
Дуговой разряд применяется для получения высокоскоростных плазменных струй и реализации процессов плазменного и микроплазменного напыления порошковых материалов.
Назначение данных методов связано с нанесением функциональных покрытий, восстановлением размеров изношенных и бракованных поверхностей, с плазменным формообразованием. При этом используются металлические, керамические, металлокерамические, полимерные и другие материалы.
Плазменное формообразование для изготовления изделий путем послойного нанесения порошковых материалов в России разрабатывалось и активно применялось еще в 80-х годах прошлого столетия. В настоящий момент данный процесс получает развитие под новым брендом — аддитивные технологии.
Процесс микроплазменного напыления относится к прецизионным технологиям, где требуется нанесение функциональных покрытий на локальные зоны. Реализуемые свойства покрытий: износостойкость, антифрикционность, термостойкость, жаростойкость, эрозионностойкость, фреттингостойкость, кавитационностойкость, коррозионностойкость, диэлектричность, поглощение и отражение излучения.
Микроплазменная обработка и финишное упрочнение
С целью обеспечения локализации плазмы дугового разряда разработан плазмотрон для микроплазменной обработки и оборудование для его функционирования.
Промышленное назначение — плазменная активация, очистка. Медицинское — бактериостатическая и бактерицидная обработка, рассечение биологических тканей, коагуляция кровеносных сосудов, терапевтические и нетрадиционные методы лечения.
Состав установки — блок аппаратуры, совмещенный с источником тока и системой охлаждения, микроплазмотрон с комплектом наконечников, педаль дистанционного управления.

Рис. 11. Установка для микроплазменной обработки
| Параметр | Значение |
|---|---|
| Потребляемая мощность | 0,5 кВт |
| Напряжение питания | 220 В |
| Регулирование тока | 10-20 А |
| Рабочее напряжение | не более 14 В |
| Расход аргона | не более 1,5 л/мин |
| Объем системы охлаждения | 4 л |
| Габариты микроплазмотрона | (8-16)×(50-250) мм |
| Габариты установки | 500×450×250 мм |
| Масса установки | 25 кг |
Дуговой разряд и образуемая им атмосферная плазменная струя используется в технологии бескамерного химического осаждения тонкопленочных покрытий при атмосферном давлении с применением летучих жидких элементоорганических соединений и газовых сред с одновременной активацией поверхности электродуговой плазмой.
Нанесение покрытий на изделия происходит на заключительной стадии их изготовления или непосредственно перед использованием. Данный процесс назван финишным плазменным упрочнением (ФПУ).
К основным достоинствам ФПУ относятся:
- ✓ осуществление процесса без вакуума и камер;
- ✓ минимальный нагрев изделий (не превышает 200°С);
- ✓ возможность нанесения покрытий локально, в труднодоступных зонах;
- ✓ работа с изделиями любых габаритов;
- ✓ использование малогабаритного, мобильного и экономичного оборудования.
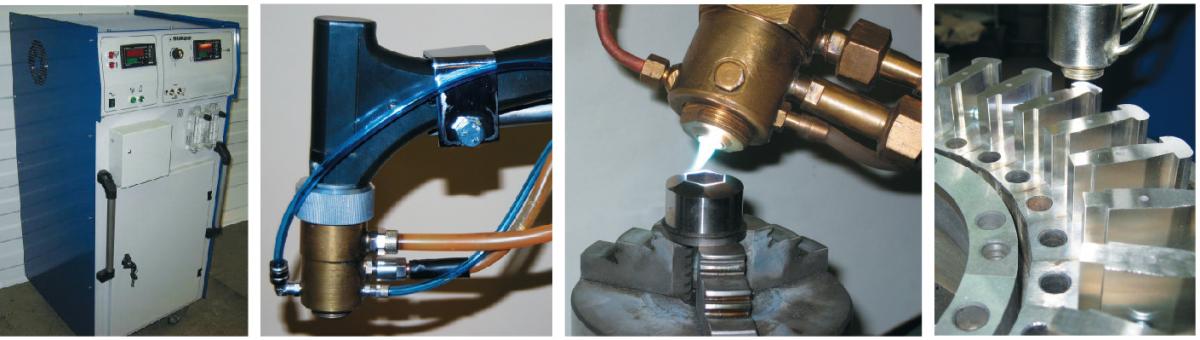
Рис. 12. Оборудование для финишного плазменного упрочнения
Основной принцип нанесения тонкопленочных износостойких покрытий — разложение паров жидких элементоорганических препаратов, которые вводятся в плазмохимический реактор дугового плазмотрона, с последующим прохождением плазмохимических реакций и образованием покрытия на изделии.
Для образования аморфных покрытий используются жидкие реагенты, имеющие в своем составе элементы-аморфизаторы, такие как бор и кремний. Нанесение покрытия осуществляется локально на упрочняемую поверхность изделия при циклическом сканировании плазменной струи, которая касается обрабатываемой зоны.
Важная отличительная особенность процесса ФПУ: нанесение покрытия может осуществляться многослойно при толщине каждого слоя порядка 2–20 нм полосами шириной 8–15 мм (с учетом линейного перемещения плазменной струи).
С целью минимального термического воздействия на материал основы при ФПУ плазменную струю перемещают со скоростью 3–150 мм/с.
Где применяются плазменные технологии
Приведенные выше плазменные методы обработки материалов применяются практически во всех сферах производства. От машиностроения до медицины. От аэрокосмической отрасли до пищевой промышленности.
Восстановление и упрочнение деталей? Пожалуйста. Нанесение функциональных покрытий? Без проблем. Очистка и активация поверхностей? Именно для этого и созданы плазменные технологии.
Современное производство не может обойтись без этих методов. Качество, надежность, долговечность — вот что дают плазменные технологии.
А вы используете плазменную обработку в своем производстве?
Павел Абрамович Тополянский
ООО «Научно-производственная фирма «Плазмацентр»
www.plasmacentre.ru
Литература
- Соснин Н. А., Ермаков С. А., Тополянский П. А. Плазменные технологии. Руководство для инженеров. Изд-во Политехнического ун-та. СПб.: 2008. 406 с.
- Тополянский П. А. Электроискровое нанесение покрытий на инструмент и технологическую оснастку//Технологии ремонта, восстановления, упрочнения и обновления машин, механизмов, оборудования и металлоконструкций. Материалы 6-й Международной практической конференции-выставки 13–16 апреля 2004 г. Санкт-Петербург. Изд. СПбГПУ, 2004, с. 352–361
- Ковалевский А. А. Изготовление технологической оснастки с применением метода плазменного напыления. Рига. — ЛатИНТИ. — 1979. — 44 с.
- Петров Г. К., Тополянский П. А. Изготовление прессовых и литьевых форм плазменным напылением порошковых материалов//Технолог по сварочному производству промышленных предприятий, объектов энергетики и строительства. Материалы 3-й Всероссийской практической конференции 30 мая — 1 июня 2002 г. Санкт-Петербург. Изд. СПбГТУ. Санкт-Петербург. — 2002. — С. 146–148.

