Зубофрезерные станки Höfler с вертикальным расположением оси заготовки предназначены для обработки цилиндрических зубчатых колес с эвольвентным профилем червячными фрезами и со специальным профилем – дисковыми фрезами (таблица 1).
Но что делает эти станки особенными? Почему ведущие предприятия выбирают именно Höfler?
Технические характеристики зубофрезерных станков: от HF 600 до HF 8000
| Модель станка / технические параметры | HF 600 | HF 900-2000 | HF 3000 – 8000 | HF 2400 I – 4000 I |
|---|---|---|---|---|
| Макс. диаметр заготовки, мм (внешний / внутренний) | 600 (900)* | 1000-2000 | 3000-8000 | 4000 |
| Расстояние между осями фрезы и заготовки, мм | 40 - 590 | 40 - 700 / 1260 | 250 - 1850 / 4350 | 105 - 1070 / 2350 |
| Длина рабочего хода, мм | 1000 | 1000-1760 | 1500 (2000)* | 1500 (2000)* |
| Макс. модуль, мм | 18 (22)** | 22 (28)** | 40 (60)** | 36 (45)** |
| Угол наклона фрезерной головки, град. | ± 45° | ± 45° | ± 45° | ± 45° |
| Макс. диаметр фрезы, мм | 290 | 385 | 500 | 500 |
| Макс. нагрузка на стол, кг | 3750 | 10000-18000 | 50000-124000 | 18000-50000 |
* – опция; ** – при обработке дисковой фрезой
Широкий диапазон моделей для любых задач
От небольших деталей диаметром 600 мм до гигантов в 8 метров. Höfler закрывает весь спектр. Неважно, что вы производите — компактные редукторы или огромные мельницы. Решение найдется.
| Параметр | Значение | Преимущество |
|---|---|---|
| Диаметр заготовки | До 8000 мм | Обработка крупногабаритных деталей |
| Модуль | До 60 мм | Мощные зубчатые передачи |
| Угол наклона головки | ± 45° | Гибкость обработки |
| Нагрузка на стол | До 124000 кг | Тяжелые заготовки |
Сухое зубофрезерование без СОЖ: скорость и экологичность
Приобретая оборудование Höfler, наши клиенты получают самые современные технологии обработки. Такие, например, как высокопроизводительное зубофрезерование без использования СОЖ дисковыми и червячными фрезами со сменными твердосплавными пластинами.
Звучит странно? Без охлаждающей жидкости? А вот работает!
Благодаря такому методу достигаются скорости резания, существенно превосходящие значения при зубофрезеровании с использованием СОЖ. Благодаря отказу от СОЖ твердосплавные пластины работают в стабильном температурном режиме (отсутствует так называемый «температурный шок», который возникает при контакте СОЖ с разогретой пластиной), что существенно повышает их стойкость. Кроме того, отказ от СОЖ делает процесс зуборезания более экологичным.
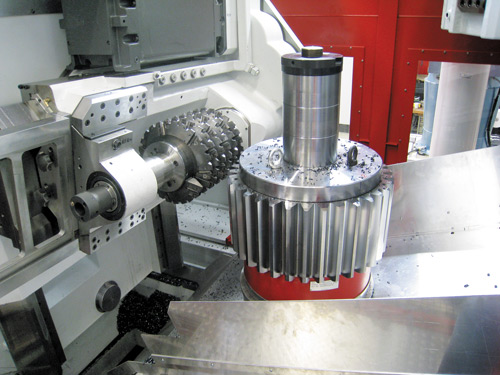
Рис. 1 Сухое зубофрезерование на станке серии HF
Оптимизированная система отвода стружки
Конструкция зубофрезерных станков Höfler, в особенности система отвода стружки, была оптимизирована под процесс зуборезания без использования СОЖ (рис.1). Горячая стружка быстро выводится наружу через специальное отверстие, расположенное непосредственно под фрезерной головкой, а специально сконструированный направляющий лоток-улавливатель гарантирует, что она не попадет на элементы станка.
Такая конструкция исключает негативное влияние разогретой стружки на станок. В дополнение к этому чрезвычайно высокая статическая и динамическая жесткость зубофрезерных станков Höfler, массивные направляющие V-образной формы, а также высокая мощность привода фрезерной головки гарантируют стабильность процесса зуборезания даже при высоко интенсивных режимах.
Использование передовых технологий, а также уникальные характеристики станков Höfler позволяют нашим клиентам при неизменно высоком качестве обработки добиваться высочайших значений производительности.
Зубошлифовальные станки RAPID: профильный метод и полимербетон
Особого внимания заслуживает проектирование и производство зубошлифовального оборудования Höfler. Станки Höfler работают прерывистым профильным методом. Их основные характеристики представлены в таблице 2.
| Модель станка / параметры | HELIX 400 | Rapid 650-800 | Rapid 1000-1250 | Rapid 1600-2000 | RAPID 2000-8000 | RAPID 800-1250 MFM | Rapid 2500 I – 6000 I | Rapid 2500 AI – 6000 AI |
|---|---|---|---|---|---|---|---|---|
| Диаметр заготовки (макс.), мм | 400 | 650-800 | 1000-1250 | 1600-2000 | 2000-8000 | 1250 | 2500-5000 | 2500-6000 |
| Длина рабочего хода, мм | 260 | 650-1000 (1500)* | 1000 - 1500 | 1000-1500 | 1500-2020 | 1000 | 980-1010 | 1500 |
| Модуль, мм | 0,5-15 | 0,5-35 | 1-45 | 0,5-35 | 1-45 | 1-45 | - | - |
| Угол наклона зуба, град. | ± 45° | - 45°/ +120° | - 45°/ +120° | - 45°/ +120° | - 45°/ +120° | - 45°/ +120° | - 35°/+35° | -45°/+120° |
| Диаметр шлиф. круга (макс./мин.), мм | 400/212 | 400/206 | 400/206 | 450/206 | 450/206 | 400/206 | 470/230 | 450/206 |
| Макс. нагрузка на стол, кг | 100 | 3000 | 8000 | 14000 | 25000-124000 | 3000-8000 | 14000-100000 | 25000-100000 |
* – специальное исполнение станка с маленьким шлифовальным шпинделем

Рис. 2 Профильный зубошлифовальный станок серии RAPID
Прямой привод моментного двигателя: точность позиционирования
Отдельно хотелось бы остановиться на современных профильных зубошлифовальных станках серии RAPID (рис. 2).
Они разработаны и изготовлены в соответствии с последними достижениями науки и техники и имеют следующие преимущества:
- ✓ Высокая точность углового позиционирования стола заготовки обеспечивается использованием прямого привода от моментного электродвигателя. При этом датчики контроля углового позиционирования располагаются внизу стола заготовки. Такая схема гарантирует получение более точных результатов измерения угла поворота стола.
- ✓ Специальное правящее устройство из двух стабильных и малоизнашивающихся при работе роликов с CVD-покрытием повышает производительность и качество правки шлифовальных кругов.
- ✓ Топологическое шлифование позволяет оптимизировать зону контакта зубьев, повысить их выносливость и снизить уровень шума в зубчатых передачах.
Высокоскоростное шлифование HSG: экономия времени до 50%
Методика высокоскоростного зубошлифования (HSG) обеспечивает снижение машинного времени при шлифовании на 30 – 50%. Обработка производится с маленькой радиальной подачей и большой скоростью осевой подачи (до 12 м/мин.). При такой схеме СОЖ в большом количестве поступает в зону шлифования и интенсивно отводит тепло от заготовки. Особенностью данного метода является то, что при больших объемах снимаемого металла (до 8 мм³/мм·с) вероятность образования прижогов и закалочных трещин снижается с повышением скорости осевой подачи.
Полимербетон: виброустойчивость в 10 раз выше чугуна
Станина выполнена из полимербетона, имеющего существенно лучшие (по сравнению с чугуном) показатели по вибро- и термостойкости (рис. 3):
Детали станка из минерального чугуна (полимербетона)
Основные преимущества полимербетона:
25х более высокая термическая стабильность по сравнению с чугунами
10х более высокая виброустойчивость по сравнению с чугунами
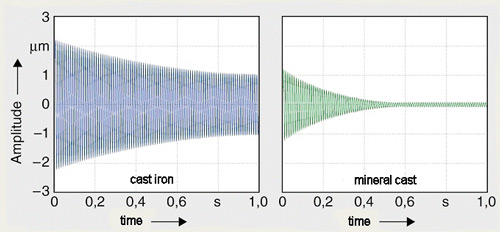
Рис. 3 Сравнение показателей вибро- и термостойкости чугуна и полимербетона
Многофункциональные станки MFM: все операции за одну установку
С целью повышения эффективности финишной обработки цилиндрических зубчатых передач компания Höfler разработала и производит многофункциональное исполнение зубошлифовального станка RAPID – серию MFM (рис. 4), в которой реализован принцип последовательной концентрации операций.
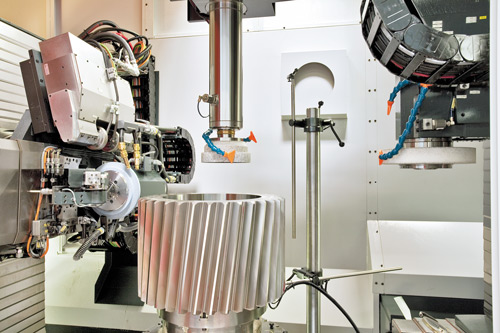
Рис. 4 Зубошлифовальный станок RAPID серии MFM
Шлифование профиля, отверстия и торца без переустановки
Станки RAPID MFM (таблица 2) выполняют за одну установку заготовки шлифование зубчатого профиля, базового отверстия, контрольного пояска на торце заготовки и диаметра вершин зубьев до и после шлифования зубьев (рис. 5).
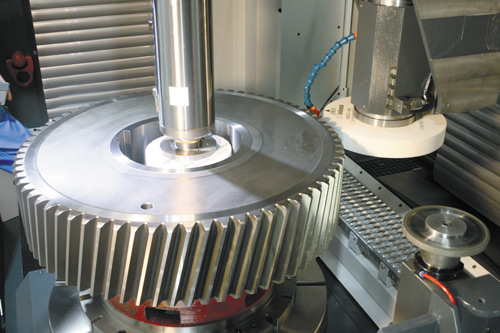
Рис. 5 Пример обработки на станке серии MFM
Это позволяет существенно снизить вспомогательное время за счет сокращения дополнительных установок заготовки и повысить точность взаимного расположения поверхностей. Поскольку при обработке на многофункциональных станках оптимизацию величины снимаемого припуска производят без жесткой связи с существующей осью заготовки, то снижается радиальное биение зубчатого венца и величина снимаемого полезного закаленного слоя при химико-термической обработке, что существенно повышает контактную износостойкость зубчатых зацеплений.
Моментные двигатели: прямой привод вместо червячных пар
Существенным отличием станков Höfler является использование прецизионных моментных электродвигателей в приводе стола и шлифовальной/фрезерной головки. Это обеспечивает следующие преимущества:
- ✓ Простота конструкции, есть только ротор и статор;
- ✓ Отсутствие механического контакта (ротор вращается в магнитном поле), соответственно полностью отсутствует износ;
- ✓ Отсутствие червячной пары;
- ✓ Нет зазоров;
- ✓ Нет необходимости проведения периодических регламентных работ;
- ✓ Более высокая скорость вращения стола – сокращение времени шлифования и измерений.
Высокий крутящий момент с самого начала движения
Моментные электродвигатели, используемые на станках Höfler, имеют большой запас мощности и обеспечивают высокий крутящий момент с самого начала движения, что гарантирует стабильность поворотного движения и отсутствие «отжатия» при интенсивных режимах обработки.
Высокая надежность прямого привода, стабильность его работы, проверенная многолетним опытом эксплуатации станков Höfler, а также тенденция перехода большинства производителей зубообрабатывающих станков на это решение доказывают его неоспоримое преимущество перед приводом от червячной пары.
| Характеристика | Моментный двигатель | Червячная пара |
|---|---|---|
| Конструкция | Ротор и статор | Сложная механика |
| Износ | Отсутствует | Есть |
| Зазоры | Нет | Присутствуют |
| Обслуживание | Не требуется | Периодическое |
| Скорость | Высокая | Ограничена |
Встроенный контроль зубьев и ЧПУ Siemens Sinumerik 840D
Зубообрабатывающие станки Höfler оснащаются встроенным измерительным устройством контроля зубьев, производящем их оценку и аттестацию до и после обработки (рис. 6). После проведения контроля зубьев результаты могут быть выведены на печать в виде отчета на русском языке. Измерительное устройство может быть также использовано для высокоточного позиционирования заготовки перед обработкой (привязка по центру впадины).

Рис. 6 Встроенное измерительное устройство контроля зубьев
GearPro: русскоязычное программное обеспечение
Все станки Höfler оснащены ЧПУ Siemens Sinumerik 840D. Программное обеспечение GearPro с русскоязычным интерфейсом позволяет задать основные параметры заготовки и режимов обработки в диалоговом режиме, а также контролировать основные параметры процесса. GearPro является комплексным продуктом, объединившим в себе знания и опыт технологий зубообработки компании Höfler.
Опыт эксплуатации: Брянский Машзавод, Новочеркасский Электровозостроительный
Зубофрезерные и зубошлифовальные станки Höfler многие годы успешно эксплуатируются на таких предприятиях, как Брянский Машзавод, Новочеркасский Электровозостроительный Завод, Механоремонтный комплекс Магнитогорского Металлургического Комбината, а также на ряде других предприятий РФ и стран СНГ.
Они доказали свою надежность, стабильность в работе, а также возможность решать сложные технологические задачи при изготовлении прецизионных зубчатых колес.
Надежность, проверенная временем
Брянский Машзавод. Новочеркасский Электровозостроительный. Магнитогорский Металлургический Комбинат. Это не просто названия. Это гиганты российской промышленности. И они выбирают Höfler. Почему? Надежность. Точность. Результат.
| Предприятие | Применение | Результат |
|---|---|---|
| Брянский Машзавод | Производство зубчатых колес | Стабильное качество |
| Новочеркасский Электровозостроительный Завод | Прецизионные передачи | Высокая точность |
| Магнитогорский Металлургический Комбинат | Механоремонтный комплекс | Надежность |
Представительство компании
Höfler Maschinenbau GmbH
в Российской Федерации и странах СНГ
Ул. Маршала Тимошенко, д.17, корп.1, 167
Тел./Факс +7 495 4166014
E-mail: russia.sales@hofler.com
Web: www.hofler.com

