Природа вибраций при черновой обработке
Источники колебаний шпиндельной группы
При обработке массивных заготовок, то есть при черновой обработке, вибрации обусловлены колебаниями шпиндельной группы станка. Сюда входит собственно шпиндель и инструмент с системой закрепления.Такие вибрации имеют небольшую амплитуду — порядка толщины стружки. Но даже такая «мелочь» приводит к появлению «дробления» на обработанной поверхности.
Рис. 1 Дробление на обработанной поверхности в результате вибраций инструмента
Последствия вибрационного фрезерования
Вибрации снижают качество обработки. И это не всё. Они ведут к преждевременному разрушению инструмента и подшипников шпинделя.Что делает оператор или технолог при возникновении вибраций? Уменьшает глубину или ширину фрезерования, либо подачу инструмента. Результат предсказуем — снижение производительности обработки. Мощность привода шпинделя не используется в полную силу.
Граница стабильности фрезерования
Технологические параметры и усилия резания
Повышение ширины фрезерования, подачи на зуб и глубины фрезерования приводит к росту усилий во взаимодействии «фреза — заготовка». Повышение частоты вращения шпинделя (соответствующее росту скорости резания) расширяет частотный диапазон воздействия сил резания на компоненты системы СПИД (станок — приспособление — инструмент — деталь).В результате существенно расширяются диапазоны возникновения вибраций инструмента, закреплённого в шпинделе.Зафиксируем ширину фрезерования и подачу на зуб. Тогда усилия резания будут определяться преимущественно глубиной фрезерования.
Зоны стабильности по частоте вращения
В осях технологических параметров «глубина фрезерования — частота вращения шпинделя» может быть построена граница, разделяющая зону стабильного безвибрационного фрезерования и зону, в которой происходят вибрации инструмента.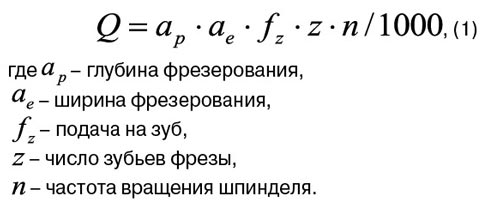
 Форма кривой, дающая представление о влиянии частоты вращения шпинделя на стабильность процесса обработки, показана на рисунке 2. Область под кривой соответствует стабильному фрезерованию (без вибраций), над кривой — интенсивным вибрациям.
Форма кривой, дающая представление о влиянии частоты вращения шпинделя на стабильность процесса обработки, показана на рисунке 2. Область под кривой соответствует стабильному фрезерованию (без вибраций), над кривой — интенсивным вибрациям.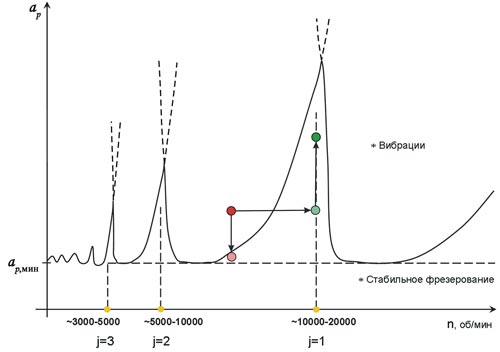
Рис. 2 Граница стабильности в плоскости технологических параметров обработкиВидно, что существуют области (или зоны) стабильного фрезерования по частоте вращения шпинделя. Для этих зон глубина фрезерования может быть существенно увеличена. Они отмечены номерами j=1,2,3,…Ширина зоны стабильности с увеличением номера уменьшается. При этом для повышения глубины фрезерования фактически могут быть использованы 2-3 зоны. Зоны с большими номерами перекрываются и не могут быть выделены.
| Зона стабильности | Диапазон частоты вращения, об/мин |
|---|---|
| j=1 | ~10000-20000 |
| j=2 | ~5000-10000 |
| j=3 | ~3000-5000 |
Положение зон стабильности определяется значением частоты собственных колебаний системы СПИД.При меньших значениях частоты вращения шпинделя максимальная глубина безвибрационного фрезерования постоянна. Её значение aр, мин определяется динамической жесткостью шпиндельной группы.Видно, что если глубина фрезерования меньше aр, мин, вибрации не возникают ни при каких значениях частоты вращения шпинделя. По этой причине при чистовой и получистовой обработке, которые характеризуются малыми припусками и соответственно малыми величинами глубины фрезерования aр и сил резания, вибрации инструмента практически не проявляются.
Факторы влияния на границу стабильности
Граница стабильности определяется вибрационными характеристиками шпиндельной группы для конкретного станка с конкретным зажимным приспособлением и инструментом для известного обрабатываемого материала.Изменение одного из компонентов сборки — шпинделя станка, зажимного устройства или инструмента (включая изменение вылета) — приводит к изменению вибрационных характеристик шпиндельной группы в целом и реконфигурации границы.Форма границы зависит также от усилий резания, возникающих при обработке — характеристик обрабатываемого материала и фрезы, ширины фрезерования, величины подачи на зуб.
Измерение вибрационных характеристик
Методика ЦАГИ
В ЦАГИ для измерения вибрационных характеристик шпиндельной группы было предложено использовать систему, аналогичную применяемой для измерения частотных характеристик авиационных конструкций.В ней для регистрации вибраций применяются акселерометры, закрепляемые в различных точках исследуемой конструкции. Колебания возбуждаются при помощи инструментальных пьезомолоточков, позволяющих измерять усилие воздействия и нормировать амплитуды колебаний.Использование такой системы позволяет описать поведение шпиндельной группы передаточной функцией X/F(ω).
Процесс измерения
При измерении шпиндельной группы с инструментом акселерометр закрепляется в зоне расположения режущих пластин на конце инструмента. Возбуждение колебаний выполняется ударом молоточка по инструменту с противоположной стороны.

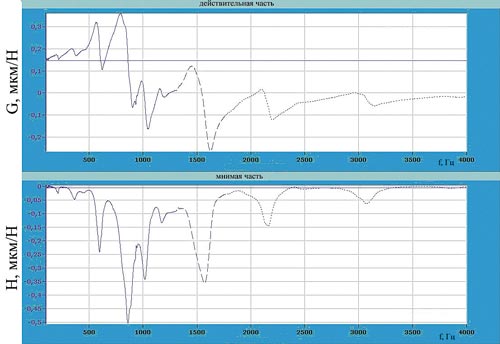
Рис. 3 Измерение вибрационных характеристик шпиндельной группыПример получаемой в процессе измерения передаточной функции показан на рисунке 3б. Она может быть представлена в виде аппроксимирующей совокупности гармонических осцилляторов. Это позволяет записать систему уравнений колебательного движения шпиндельной группы.Возникновение вибраций характеризуется областями, в которых нарушается устойчивость решения системы при воздействии на инструмент сил резания. Их величины и изменение в циклическом процессе воздействия зубьев режущей части фрезы на заготовку определяются расчётно-экспериментальным путём.
Программно-инструментальный комплекс
Соответствующие методики, программные средства и технологическое оборудование имеются. В результате строится граница, определяющая область стабильного фрезерования по технологическим параметрам обработки.Сформированный программно-инструментальный комплекс включает:✓ Необходимое оборудование и средства сбора, оцифровки и обработки данных измерений✓ Обеспечивает расчёт параметров обработки для получения её максимальной производительности✓ Хранение информации и её представление в табличном и графическом виде
Способы устранения вибраций
Два основных подхода
Если в процессе фрезерования при некоторых технологических параметрах обработки возникают вибрации инструмента, то, как показывает анализ границы, имеется 2 основных способа их исключения.Первый, традиционный — за счёт уменьшения глубины фрезерования, позволяющий опуститься ниже границы. При этом производительность обработки уменьшается. Не лучший вариант, скажем прямо.Второй — за счёт изменения частоты вращения шпинделя переместиться в область локального максимума — зону стабильности. В результате возможно сохранение или даже заметное увеличение производительности обработки за счёт увеличения глубины фрезерования по сравнению с исходной при стабилизации процесса фрезерования.Вот это уже интересно!
Практический пример: обработка алюминиевого сплава
Исходные условия
Рассмотрим применение комплекса для выбора рациональных параметров обработки в реальном технологическом процессе высокоскоростной черновой фрезерной обработки алюминиевого сплава типа АМг6.Работа выполнялась специалистами ЦАГИ при участии специалистов ЖТЦ (Жуковский Технологический Центр).Был проведён технологический аудит эффективности использования обрабатывающего центра с ЧПУ, оборудованного высокооборотным шпинделем с максимальной частотой вращения 24000 об/мин и мощностью 40 кВт.Для обработки используется фреза с двумя режущими зубьями диаметром D=32 мм со сменными твердосплавными пластинами.
Проблема с вибрациями
По рекомендациям производителя инструмента для данной фрезы и обрабатываемого материала технолог определил режим обработки, обеспечивающий производительность Q = 360 см³/мин.На практике в процессе обработки проявились вибрации. Что потребовало снижения режима обработки и соответствующей модификации управляющей программы:→ Уменьшения в два раза подачи инструмента→ Снижения на 40% ширины фрезерованияЧто это дало? Трёхкратное снижение производительности обработки до Q = 112 см³/мин.
| Параметр | Исходный режим | После снижения |
|---|---|---|
| Производительность Q, см³/мин | 360 | 112 |
| Подача | 100% | 50% |
| Ширина фрезерования | 100% | 60% |
Анализ границы стабильности
Было проведено измерение передаточной функции и построена граница безвибрационного фрезерования для технологических параметров.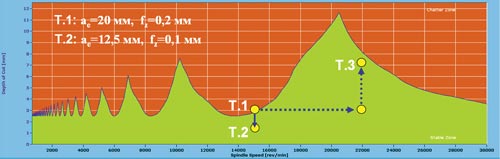
Рис. 4 Изменение режима обработки для устранения вибрацийВидно, что значения параметров в первой строке таблицы лежат в зоне вибрационного фрезерования (точка 1 на графике). Их изменение (строка 2 таблицы) обеспечило фрезерование без вибраций (точка 2 на графике).В точке 2 уменьшение ширины фрезерования переведено к эквивалентному изменению глубины фрезерования. При этом производительность сократилась более чем в 3 раза.Использование располагаемой мощности шпинделя при этом менее 10%.
Оптимизация режимов обработки
Переход в зону стабильности
Основываясь на рассчитанной границе безвибрационного фрезерования, рациональным для повышения производительности является увеличение частоты вращения шпинделя до 20000-22000 об/мин. Это соответствует зоне стабильности (j=1), с последующим увеличением глубины фрезерования (точка 3 на графике).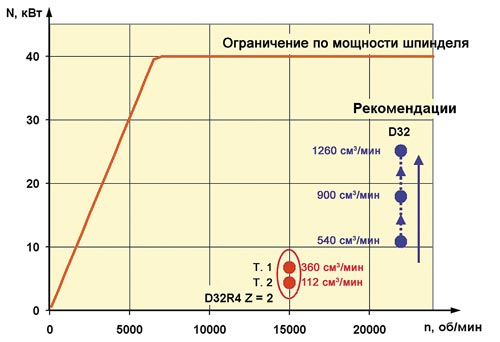
Рис. 5 Повышение эффективности использования располагаемой мощности шпинделя
Последовательное повышение режимов
В таблице 2 приведены технологические параметры, соответствующие последовательному повышению режима обработки, а также повышению производительности и использования мощности привода шпинделя.При увеличении частоты вращения шпинделя и глубины фрезерования ширина фрезерования и подача на зуб в соответствии с исходными технологическими рекомендациями не изменяются: ae = 20 мм, fz = 0,2 мм.
| Этап | Частота вращения, об/мин | Глубина, мм | Производительность | Мощность |
|---|---|---|---|---|
| Исходный (с вибрациями) | 12000 | 8 | 360 см³/мин | - |
| Сниженный (без вибраций) | 12000 | 3 | 112 см³/мин | 10% |
| Оптимальный (зона j=1) | 20000-22000 | Увеличена | Рост | Рост |
Из данных таблицы 2 видно, что переход в зону с максимумом возможной глубины фрезерования на границе безвибрационной обработки (точка 3, рисунок 4) позволяет увеличить:✓ Частоту вращения фрезы и соответственно минутную подачу✓ Глубину фрезерованияПри этом возрастает потребляемая мощность шпинделя и соответственно производительность фрезерования.
Выводы для производства
Результаты технологической проработки
Результаты проведённой технологической проработки получены для конкретных деталей обрабатывающего центра с ЧПУ и инструмента.Заметный эффект в повышении производительности и качества обработки также может быть достигнут за счёт оптимизации управляющей программы.
Практическая значимость
Выполненный анализ показывает, что при формальном использовании современного оборудования, режущего инструмента и средств программирования не гарантируется достижение высокой скорости резания, высокой производительности.Ограничивающим фактором в значительной степени являются возникающие вибрации системы СПИД.При возникновении вибраций в процессе обработки специальный анализ вибрационных характеристик шпиндельной группы станка с инструментом позволяет:→ Провести корректировку режима обработки для устранения вибраций→ Повысить производительность и эффективность использования дорогостоящего оборудования с ЧПУ→ В конечном итоге повысить конкурентоспособность производстваЧто особенно актуально в условиях вступления в ВТО.
С.А.Болсуновский, В.Д. Вермель, Г.А. Губанов
ЦАГИ
+7 (495)777-63-29, +7 (495)556-45-72
vermel@tsagi.ru
Работа выполнялась при участии специалистов
Жуковского Технологического Центра
+ 7(495) 97 225 97, факс +7 (495) 556 4005,
z.t.c@mail.ru
Литература:
- Тимошенко С.П., Янг Д.Х., Уивер У. Колебания в инженерном деле. M.: Высшая школа, 1984.
- Болсуновский С.А., Вермель В.Д. Методика и техническое оснащение оценки вибрационных характеристик системы «станок – приспособление – инструмент – деталь» в процессе скоростного фрезерования // Научно-технический отчет ЦАГИ 2008 год: Сб. статей / Центральный Аэрогидродинамический Институт. Жуковский, 2009.
- Altintas Y. Manufacturing automation: metal cutting mechanics, machine tool vibrations and CNC design. New York: Cambridge University Press, 2000.
- Болсуновский С.А., Вермель В.Д., Гришин В.И., Губанов Г.А., Качарава И.Н. Расчетное и графическое обеспечение уточнения параметров высокоскоростного фрезерования крыльев аэродинамической модели для предотвращения резонансных вибраций // САПР и Графика. 2011. №10.

