Глубокое сверление — это не просто еще одна операция механической обработки. Это целый мир со своими законами, требованиями и технологиями. Когда глубина отверстия превышает его диаметр в десятки, а то и сотни раз, обычные методы бессильны.
Станки для глубокого сверления занимают особое место в металлообработке. Они требуют огромных площадей, сложных систем подачи СОЖ и тщательной наладки. Но без них невозможно изготовить валы, роторы, стволы, гидроцилиндры и многие другие критически важные детали.
Горизонтальные и вертикальные компоновки
Особенности размещения оборудования
Станки для глубокого сверления представлены в двух основных исполнениях — горизонтальном и вертикальном. Выбор компоновки зависит от типа обрабатываемых деталей и специфики производства.
Горизонтальные станки встречаются чаще. Почему? Они позволяют обрабатывать заготовки большой длины, удобно загружать и выгружать тяжелые детали. Но есть и обратная сторона: такие станки занимают огромные площади.
Длина станка, как правило, не менее чем вдвое превышает длину обрабатываемой заготовки. Представьте: для обработки 6-метровой детали нужен станок длиной 12-15 метров! Это серьезное требование к производственным помещениям.
Составная конструкция станины
Станины таких станков обычно делают составными, из стыкуемых секций. Это не прихоть конструкторов, а необходимость:
- ✓ Упрощается изготовление — проще отлить и обработать несколько секций, чем одну гигантскую станину
- ✓ Облегчается доставка — секции помещаются в стандартный транспорт
- ✓ Упрощается монтаж на месте эксплуатации
- ✓ Возможна модернизация — добавление секций для увеличения рабочей длины
Впрочем, стыковка секций требует высокой точности. Малейшее несовпадение направляющих — и качество обработки упадет.
Система СОЖ: подача, охлаждение и стружкоотвод
Критическая важность смазочно-охлаждающей жидкости
В глубоком сверлении СОЖ выполняет не одну, а сразу несколько жизненно важных функций:
| Функция | Назначение | Последствия нарушения |
|---|---|---|
| Охлаждение зоны резания | Отвод тепла от инструмента | Прижоги, ускоренный износ сверла |
| Смазка | Снижение трения | Задиры, ухудшение шероховатости |
| Транспортирование стружки | Удаление из зоны резания | Заклинивание, поломка инструмента |
| Гидравлическая поддержка | Создание давления для эжекции | Неэффективный стружкоотвод |
Компоненты системы подачи СОЖ
Система включает множество элементов, работающих как единый организм:
Насосная установка — сердце системы. Создает давление до 10 МПа и обеспечивает расход до 300 л/мин. Для сверления малых диаметров требуется еще большее давление.
Устройства подвода СОЖ — маслоприемники, шланги, трубопроводы. Доставляют жидкость к детали и далее к зоне резания.
Система стружкоотвода — удаляет пульпу (смесь СОЖ и стружки) из зоны обработки. Может быть внутренней (по отверстию в стебле) или наружной (по желобам).
Стружкосборник и сливные баки — принимают отработанную жидкость, отделяют стружку.
Фильтры и улавливатели — магнитные сепараторы, отстойники очищают СОЖ от твердых частиц. Без качественной фильтрации насосы быстро выйдут из строя.
Устройства охлаждения СОЖ — поддерживают температуру жидкости в рабочих пределах. Нагретая СОЖ хуже смазывает и охлаждает.
Защита от разбрызгивания
Станки обязательно оснащают защитными кожухами. СОЖ под высоким давлением — это не шутки. Разбрызгивание создает опасность для персонала, загрязняет цех, приводит к потерям дорогостоящей жидкости.
Ключевые требования к оборудованию
Требования к производительности и точности
Станки для глубокого сверления и растачивания, особенно предназначенные для скоростной обработки, должны отвечать целому комплексу требований:
- Быстрая установка и закрепление заготовок — выверка и снятие должны занимать минимум времени. Простой оборудования — это потеря денег.
- Широкий диапазон режимов — частот вращения шпинделя и подач с бесступенчатым регулированием. Особенно важно регулирование подачи на ходу с четкой индикацией.
- Непрерывный отвод стружки — пульпа должна удаляться надежно и без задержек. Остановка стружкоотвода равносильна аварии.
- Фильтрация и охлаждение СОЖ — качество жидкости напрямую влияет на стойкость инструмента и качество поверхности.
- Автоматический контроль процесса — защитные и регулирующие устройства предотвращают брак и поломки.
- Система ЧПУ — автоматизированное управление всем процессом обработки становится стандартом.
- Вместительные приемные устройства — для сбора и отделения стружки от СОЖ.
- Быстрые установочные перемещения — и особо надежное закрепление рабочих органов (передних стоек, стеблевых бабок, суппортов, люнетов).
- Защита персонала — от разбрызгивания СОЖ и других опасностей.
- Пожарная безопасность и промсанитария — повышенные требования из-за большого объема СОЖ.
Энергоемкость процесса
Глубокое сверление — энергоемкий процесс. Причем значительная часть энергии тратится не на резание, а на вспомогательные операции.
Только на стружкоотвод может расходоваться до 30% (а иногда и больше) энергии, затрачиваемой на процесс резания. Это существенная статья затрат, которую нельзя игнорировать при планировании производства.
Классификация по типу конструкции
Токарный тип: вращение заготовки
У станков токарного типа бабка аналогична передней бабке токарного станка. Полый (иногда сплошной) шпиндель рассчитан на быстрое вращение обрабатываемой заготовки.
Заготовка устанавливается выходным концом в патроне, закрепленном на шпинделе. Входной конец поддерживается маслоприемником (при внутреннем отводе стружки) или люнетом (при наружном отводе).
Для длинных заготовок применяют промежуточные люнеты. Стебель со сверлом закрепляется либо на суппорте, либо в стеблевой бабке.
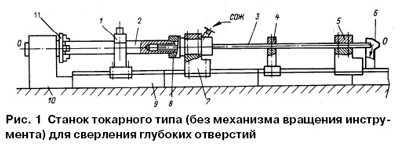
Рис. 1. Станок токарного типа: 1 — промежуточный люнет, 2 — заготовка, 3 — стебель, 4 — стеблевой люнет, 5 — стеблевая бабка, 6 — стружкоприемник, 8 — маслоприемник, 10 — бабка, 11 — патрон
Станки токарного типа могут иметь и шпиндельное устройство вращения стебля на стеблевой бабке. Это позволяет реализовать встречное вращение инструмента и заготовки.
Область применения
На станках токарного типа, как правило, сверлят предварительно обработанные заготовки, представляющие тела вращения небольших поперечных размеров.
Мелкие детали с глубокими отверстиями в массовом производстве обрабатывают на двух- и многошпиндельных станках, а также на станках вертикального исполнения (их тоже относят к токарным).
Вертлюжный тип: обработка тяжелых деталей
Конструктивные особенности
В станках вертлюжного типа заготовка устанавливается частично внутри полого шпинделя, называемого вертлюгом. Шпиндель вертлюга размещен в стойке и в ряде случаев снабжен двумя патронами для крепления заготовки в двух зонах по длине.
Вертлюг имеет большие поперечные размеры по сравнению со шпинделем токарного станка. Поэтому конструкция не рассчитана на быстрые вращения заготовки.
На станине размещена передняя стойка с маслоприемником. Втулка маслоприемника плотно состыкована с коническим концом заготовки. При работе стойка жестко закреплена на станине.
СОЖ от насосной системы подается к маслоприемнику и далее по зазору между просверленным отверстием и наружной поверхностью стебля поступает к сверлу (в зону резания).
Стебель закреплен в каретке подач, имеющей привод вращения. Для поддержки стебля используют люнет. У каретки имеется стружкоприемник, в который по отверстию стебля из зоны резания поступает СОЖ со стружкой.
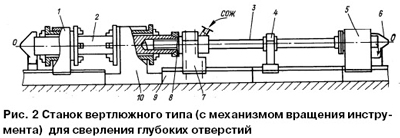
Рис. 2. Станок вертлюжного типа: 1 — вертлюжный люнет, 2 — заготовка, 3 — стебель, 4 — люнет, 5 — каретка подач, 6 — стружкоприемник, 7 — передняя стойка, 9 — станина, 10 — стойка с вертлюгом
Когда применяют вертлюжные станки
Обычно на станках вертлюжного типа обрабатывают заготовки, которые нежелательно или невозможно быстро вращать:
- ★ Поковки и прокат, отличающиеся по форме от тел вращения
- ★ Детали со значительным дисбалансом
- ★ Тяжелые роторы и валки с большими диаметрами
- ★ Детали с отверстиями небольших диаметров при больших габаритах заготовки
Для таких случаев целесообразно применять встречное быстрое вращение стебля со сверлом.
При сверлении заготовок с большой относительной длиной отверстий в крупносерийном и массовом производствах применяют станки двухстороннего глубокого сверления (разновидность вертлюжных).
Сверление без вращения заготовки
Специализированное применение
Станки глубокого сверления без вращения заготовок встречаются значительно реже первых двух разновидностей.
Их применяют для:
- ☑️ Сверления деталей, требующих обработки без вращения заготовки
- ☑️ Сверления нескольких параллельно расположенных глубоких отверстий
Такие станки бывают двух разновидностей:
- Со стеблевой бабкой, осуществляющей продольные перемещения
- Со столом для крепления заготовки, имеющим продольные перемещения
Чаще применяется первая разновидность. Станок напоминает агрегатный с самодействующей силовой головкой.
Заготовка крепится на столе, размещенном на станине. К торцу заготовки перед сверлением поджимается маслоприемник, связанный шлангом с насосной системой. Стебель, поддерживаемый люнетом, закреплен в каретке подач с приводом вращения. В торце каретки располагают стружкоприемник.
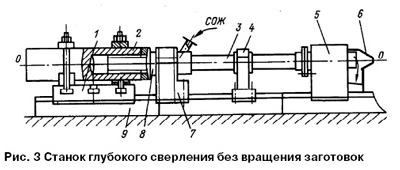
Рис. 3. Станок без вращения заготовки: 1 — стол, 2 — заготовка, 3 — стебель, 4 — люнет, 5 — каретка подач, 6 — стружкоприемник, 7 — передняя стойка, 8 — маслоприемник, 9 — станина
Конструкция станка токарного типа
Пример реального станка
Глубокосверлильный станок токарного типа (рис. 4) показан с определенной условностью, но дает представление о составляющих агрегатах и узлах.
В реальном исполнении такой станок может использоваться для сверления заготовок длиной до 6000 мм и с наружным диаметром 80-400 мм.
На станке можно производить:
| Операция | Диапазон диаметров, мм |
|---|---|
| Сплошное сверление | 8-80 |
| Кольцевое сверление | до 320 |
| Растачивание | до 320 |
| Раскатывание | до 320 |
Основные узлы и агрегаты
Станина — двух- или трехсекционная литая, длиной 22 000 мм. Составная конструкция облегчает изготовление и транспортировку.
Шпиндельная бабка — закреплена слева на верхней части станины. Оснащена специальным зажимным патроном-горшком. Вращение заготовки выполняется от двигателя постоянного тока мощностью 40 кВт. Угловая скорость регулируется бесступенчато от 40 до 1000 мин⁻¹.
Для поддержки длинных заготовок используют люнеты.
Маслоприемник — массивный, для подвода СОЖ в зону резания при внутреннем отводе стружки (технология STS/BTA). У станка должен быть набор маслоприемников для сверления отверстий различного диаметра.
Маслоприемник установлен в передней стойке, которая при установке детали поджимает его к торцу заготовки и крепится к станине. На стойке размещена панель кнопочного управления и контрольно-измерительная аппаратура.
Подающая каретка — в ней крепится стебель. При сверлении стебель поддерживается стеблевым люнетом. Каретка имеет рабочие и ускоренные перемещения от коробки подач.
Подачи изменяются бесступенчато (от 5 до 3000 мм/мин), а ускоренные перемещения производятся со скоростью 5000 мм/мин.
Каретка рассчитана на установку либо кронштейна-стебледержателя, либо специальной скоростной стеблевой бабки с приводом вращения стебля (регулируемая частота до 2000 мин⁻¹). Это позволяет вести глубокое сверление с встречным вращением инструмента, что необходимо при сверлении отверстий малого диаметра в больших заготовках.
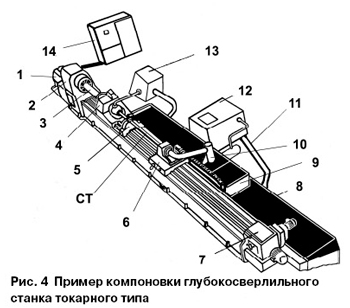
Рис. 4. Глубокосверлильный станок токарного типа: 1 — двигатель, 2 — шпиндельная бабка, 3 — заготовка, 4 — передняя стойка, 5 — стеблевой люнет, 6 — подающая каретка, 7 — коробка подач, 8 — бак для СОЖ, 9 — стружкосборник, 10 — колено для отвода, 12 — сборник-отстойник, 13 — гидросистема, 14 — электрошкаф
Система работы с СОЖ
К заднему торцу кронштейна-стебледержателя прикреплено своеобразное колено для отвода в стружкосборник жидкости и стружки. Стружкосборник имеет сетку сверху для отделения крупной стружки от жидкости.
Стружкосборник перемещается по направляющим резервуара-бака для СОЖ, который расположен в задней части станины ниже уровня пола.
Бак для СОЖ у станков может быть большой емкости — до 6-8 м³. Это способствует естественному охлаждению СОЖ после прохождения цикла.
Обязательное требование: объем бака должен быть не менее десятикратного максимального минутного расхода СОЖ. Например, если максимально возможный расход 300 л/мин, то емкость бака — не менее 3 м³.
Станок снабжен сборником-отстойником, в который попадает загрязненная СОЖ из бака стружкосборника. Здесь СОЖ охлаждается, окончательно очищается от мелких частиц различными фильтрами (в том числе магнитными сепараторами) и сливается по трубопроводу в основной бак.
Гидросистема
Станок имеет мощную гидросистему, состоящую из насосов с приводами, предохранительными клапанами и устройствами регулирования.
В реальном исполнении насосы для подачи СОЖ располагают как погружные в зоне бака, что делает станок компактнее. В зоне бака устанавливают и системы очистки СОЖ.
При работе СОЖ от насосов подается в маслоприемник с соответствующим давлением и расходом. Для обработки отверстий в большом диапазоне диаметров насосная система должна подавать СОЖ с давлениями до 10 МПа и расходами до 300 л/мин.
Упрощенная конструкция
Глубокосверлильный станок токарного типа упрощенной конструкции (рис. 5) позволяет выполнять глубокое сверление и растачивание без вращения инструмента.
Обычно такие станки имеют высоту центров не более 300 мм и позволяют сверлить отверстия диаметром до 40-50 мм в деталях длиной до 3000 мм.
На шпинделе шпиндельной бабки закреплен патрон-горшок с радиальными окнами. Через эти окна после завершения сверления или растачивания можно отсоединить инструмент от стебля, чтобы не удалять инструмент через обработанное отверстие обратным ходом.
Устанавливаемая деталь конусом передней части предварительно центрируется во втулке маслоприемника, далее выверяется в патроне-горшке и крепится его кулачками.
Маслоприемник установлен в передней направляющей стойке. Перемещением стойки маслоприемник подводят к детали для фиксации и создания плотного контакта.
Стебель со сверлом закреплен в каретке, перемещение которой выполняется от ходового винта.
При работе СОЖ от насоса по шлангу подается в маслоприемник и далее по зазору между стеблем и отверстием в зону резания. Затем по отверстию в стебле СОЖ со стружкой поступает в стружкоприемник, где отделяется стружка и сливается в бак.
Поскольку на станке возможно сверление отверстий малого диаметра, насосная система должна обеспечить подачу СОЖ с давлением не менее 10 МПа при расходах до 100 л/мин.
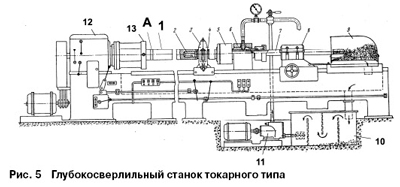
Рис. 5. Упрощенный станок: 1 — деталь, 2 — сверло, 3 — люнет, 4 — шейка детали, 5 — маслоприемник, 6 — передняя стойка, 7 — стебель, 8 — каретка, 9 — стружкоприемник, 10 — бак, 11 — насос, 12 — шпиндельная бабка, 13 — патрон-горшок
Технологии ружейного и эжекторного сверления
Станки для ружейного сверления
Построены по общей схеме, хотя компоновка может быть горизонтальной, вертикальной, наклонной и разных типов — токарного или по типу сверления неподвижной заготовки.
Возможны различные схемы движений:
- ✗ Неподвижная заготовка — вращающееся сверло
- ✗ Вращающаяся заготовка — невращающееся сверло
- ✗ Встречное вращение заготовки и сверла
Подача чаще всего придается инструменту.
В схеме (рис. 6, а) заготовка неподвижно закреплена между двумя втулками. К наружному торцу заготовки поджата направляющая кондукторная втулка, закрепляемая в специальном держателе. Втулка обеспечивает начальное направление сверла при врезании.
Стебель сверла хвостовиком закреплен в шпинделе, расположенном в каретке подач. При сверлении каретке придается подача, а сверлу — вращение. Для поддержки стебля могут быть использованы втулки, располагаемые в люнетах и в передней стойке.
Уплотнительное кольцо, расположенное в держателе передней стойки, предохраняет от выхода СОЖ со стружкой за пределы стружкоприемника.
Схема ружейного сверления (рис. 6, б) предусматривает подачу СОЖ в отверстие стебля, а отвод стружки — наружный, по желобу стебля.
Эжекторное сверление
Как правило, применяется на универсальных станках. Схема возможной наладки токарного станка на эжекторное сверление (технология DTS) показана на рис. 7.
На суппорте станка размещается приспособление для закрепления заготовки. В том же приспособлении размещается и кондукторная втулка.
Эжекторный инструмент закрепляется в патроне шпинделя токарного станка, обеспечивающем подвод СОЖ к вращающемуся инструменту и отвод стружки в стружкосборник.
При сверлении инструмент получает вращение от шпинделя станка, а подачу совершает заготовка вместе с суппортом.
При модернизации и наладке станка необходимо разместить кондукторную втулку в приспособлении так, чтобы между торцом заготовки и втулкой был зазор не более 1 мм. При таких значениях зазора и длины втулки обеспечиваются благоприятные условия для циркуляции СОЖ и эффекта эжекции.
Важно также обеспечить соосность отверстия в кондукторной втулке и отверстия в патроне под наружную трубу инструмента.
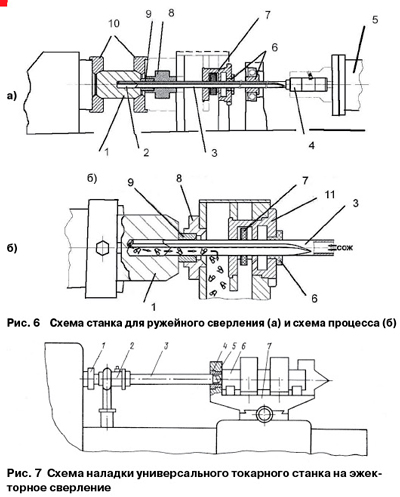
Рис. 6-7. Схемы ружейного и эжекторного сверления: 1 — заготовка, 2 — сверло, 3 — стебель, 4 — кондукторная втулка, 5 — приспособление, 6 — заготовка, 7 — суппорт
Уровни автоматизации процессов
Три группы по степени автоматизации
Станки для глубокого сверления можно разделить на три основные группы:
- Станки с автоматическим циклом работы — полностью автоматизированный процесс от начала до конца
- Станки с частичной автоматизацией — автоматизация отдельных процессов обработки или контроля
- Станки без автоматизирующих устройств — ручное управление всеми операциями
В настоящее время наибольшее распространение получила вторая группа. К ней относятся станки, имеющие автоматические предохранительные устройства для защиты от перегрузки, перегрева жидкости, для очистки и охлаждения СОЖ.
Отечественные и зарубежные производители
Российские производители
ООО «Рязанский станкостроительный завод» — основной отечественный производитель станков для глубокого сверления и растачивания.
Все модели отвечают высокому уровню по конструктивному оснащению и автоматизации процессов управления. Станки выпускаются нескольких конструктивных форм: токарные, вертлюжные, корпусные.
В зависимости от модели на станках можно вести глубокое сверление:
- ★ По технологии STS (BTA)
- ★ По технологии ELB (ружейное сверление)
- ★ Эжекторным сверлением (технология DTS)
- ★ Сверлением однотрубным инструментом с внутренней подачей СОЖ
Станки представлены для обработки деталей в достаточно большом диапазоне длин и диаметров.
Производители стран СНГ
ОАО «Мелитопольский станкостроительный завод им. 23 Октября» (Украина) представляет станки, работающие по схеме ружейного сверления:
| Модель | Тип | Диаметр сверления, мм | Глубина, мм |
|---|---|---|---|
| ГС750 | Одношпиндельный полуавтомат | до 10 | до 600 |
| ГС1100 | Одношпиндельный полуавтомат | ||
| ГС3500 | Одношпиндельный полуавтомат | ||
| МГ53ГВ.700 | Одношпиндельный полуавтомат | ||
| 2ГВ600 | Двухшпиндельный полуавтомат | Макс. диаметр заготовки 250 мм | |
Компания «Внеш Комплект» (Украина) представляет станок глубокого сверления модели 2ГВ-600. Сверление производится ружейными сверлами диаметром от 7 до 10 мм при максимальной глубине 600 мм. Максимальный диаметр зажимаемой заготовки — 250 мм при длине до 850 мм.
Зарубежные производители
Станки для глубокого сверления по разным технологиям предлагают:
Loch Präzisions Bohrtechnik GmbH (Германия)
Unior Joint-Stock Company (Словения)
Dezhou Delong Machine Tool Co., Ltd (Китай) — на территории РФ представлена компанией «ПРОМОЙЛ»
Willy Degen Werkzeugmaschinen GmbH & Co. KG (Германия)
TBT-Tiefbohrtechnik (Германия)
Sugino Machine Limited (Япония)
SHINIL (Южная Корея) — в России представлена ООО «ЛМЖ Технолоджи»

Рис. 8. Современные станки для глубокого сверления от ведущих производителей
Выбор производителя зависит от конкретных задач, бюджета и требований к точности и производительности.
Отечественные станки часто выигрывают по соотношению цена/качество, особенно с учетом доступности сервисной поддержки и запасных частей.
Зарубежное оборудование может предложить передовые технологии и высокую степень автоматизации, но требует больших инвестиций.
Главное — правильно оценить потребности производства и выбрать оптимальное решение.
П.П. Серебреницкий
ЛИТЕРАТУРА:
- Уткин Н.Ф., Кижняев Ю.И., Плужников С.К. и др. «Обработка глубоких отверстий», (под общ. ред. Н.Ф. Уткина) Л.: Машиностроение, Ленингр. Отд-ние, 1988 г. — 269 с.
- Рязанский станкостроительный завод, Инф. материалы, 2009 (www.rsz.ru).
- Троицкий Н.Д. «Глубокое сверление», Л.: Машиностроение, 1971 г. — 176 с.
- Каталог фирмы Loch Präzisions Bohrtechnik GmbH, 2009, (www.lochgmbh.de)
- Каталог фирмы Unior, 2009, (www.unior.com)
- Каталог фирмы SHINIL, 2009, (www.shinilmachinery.co.kr).
- Каталог компании «ПРОМОЙЛ», 2009, (www.promoil.com/catalogue).
- Каталог фирмы TBT Tiefbohrtechnik, 2009, (www.tbt.de).
- Каталог компании ООО «ЛМЖ Технолоджи», 2009, (www.lmgstanki.ru).

