Краматорский завод тяжёлого станкостроения: история и достижения
Рождение гиганта станкостроения
Мощный топливно-энергетический, металлургический и машиностроительный комплекс Донбасса требовал серьёзных объёмов металлообработки. Ответом стало создание специализированного предприятия: 1 мая 1937 года началась закладка завода тяжёлого станкостроения в Краматорске.
Великая Отечественная война внесла свои коррективы. Завод эвакуировали в Новосибирск (где он стал «Тяжстанкогидропрессом») и Свердловск. После освобождения территории в сентябре 1943 года предприятие восстановили заново.
Характерная черта заводов такого класса — многономенклатурность и многооперационность выпускаемых станков. Преобладают специальные станки для определённых отраслей и конкретных деталей. Это логично. Универсальное оборудование не справится с уникальными задачами.
Возможности современного производства
На созданных КЗТС тяжёлых станках с ЧПУ повышенной точности изготавливают самые крупные и ответственные детали. Сверхмощные турбины и генераторы, морские суда, прокатные станы — всё это требует уникального подхода.
Сегодня ПАО «КЗТС» — один из крупнейших изготовителей тяжёлых станков пятого поколения на уровне лучших мировых брендов. Заводом выпущено более восьми тысяч тяжелых станков, которые работают примерно в одной тысяче городов мира. Впечатляющая география, не правда ли?
Уникальные станки для космической отрасли
Вклад в создание «Бурана»
Воздушно-космический аппарат «Буран» стал не просто принципиально новым летательным аппаратом. Он объединил весь накопленный опыт создания ракетно-космической и авиационной техники страны.
Специальный краматорский станок модели КЖ 9907 выполнял критически важные операции: обточку торцов, сборку секций обечаек и аргонно-дуговую сварку кольцевых швов топливного бака. Это важнейший элемент третьего уровня транспортной космической системы.
Представьте себе масштаб: диаметр обечаек достигал 9,45 метра, общая длина — 42 метра. Многоразовая система «Энергия-Буран» (рис. 1) позволяла выводить на орбиту практически любые целевые нагрузки массой более 100 тонн. При отлёте к Луне — 32 тонны, к Марсу и Венере — 28 тонн.
Для этих задач заводом создана целая гамма подобных станков на различные размеры топливных баков. Например, специальный сварочный КЖ 9909 МФ3. Наибольший диаметр свариваемых изделий — 4 500 мм, длина — 19 000 мм.

Рис. 1. Ракетно-космическая транспортная система «Энергия–Буран» при подготовке к старту.
Оборудование для горно-обогатительной промышленности
Обработка барабанов рудно-галечных мельниц
Производство железорудного сырья в мире достигло в 2012 году 3 миллиардов тонн. Это стало возможным благодаря труду многопрофильных коллективов, технологиям, машинам и механизмам.
Рудно-галечные мельницы — ключевое оборудование для обогащения полезных ископаемых. Барабаны для этих мельниц обрабатывают на специальном токарно-сверлильном станке с программным управлением модели КЖ 16110 Ф3 (рис. 2).

Рис. 2. Краматорский КЖ 16110 Ф3 с ЧПУ может обрабатывать корпус барабана рудно-галечной мельницы до 6,5 метров в диаметре.
Точность и надёжность
Оборудование для обогащения полезных ископаемых требует особо исправной работы. Для этого КЖ 16110 Ф3 протачивает с высокой точностью наружные диаметры и торцы фланцев корпусов барабанов мельниц, шлифует и полирует шейки цапф под подшипник.
Также станок предназначен для сверловки отверстий по образующей барабана и в осевом направлении с делительным вращением планшайбы. Объём такого барабана — от 83 до 170 м³, мощность краматорской мельницы — от 1600 до 3 150 кВт.
Горное и обогатительное оборудование — одно из традиционных направлений Новокраматорского машиностроительного завода (НКМЗ), в цехах которого и работает КЖ 16110 Ф3. С 1932 года по 2012 год на НКМЗ изготовили 3027 мельниц всех типов. Внушительная цифра.
| Параметр | Значение |
|---|---|
| Наибольший диаметр обрабатываемого изделия, мм | 6 500 |
| Расстояние между центрами, мм | 16 000 |
| Наибольшая масса обрабатываемого изделия, кг | 250 000 |
| Мощность главного электропривода, кВт | 110 |
| Габариты станка (длина × ширина × высота), мм | 29 000 × 14 400 × 7 200 |
| Вес станка, кг | 488 000 |
Токарные станки для энергетики
Обработка роторов турбин
Не менее значима работа специального тяжёлого токарного станка модели 1 А685.01 Ф2. Это предварительная и чистовая обработка с повышенной точностью крупных роторов турбин для тепловой и атомной энергетики.
На харьковском «Турбоатоме» на нём осуществляется производство деталей типа «вал» диаметром до 5 000 мм, длиной до 16 000 мм и с максимальной грузоподъёмностью до 200 тонн (рис. 3).
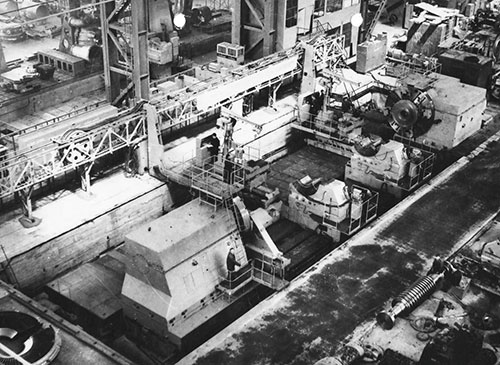
Рис. 3. Ротор турбины электростанции харьковского «Турбоатома» (на фото справа внизу) прошёл обработку на специальном станке 1 А685.01 Ф2 из Краматорска.
Уникальная конструкция
Кроме точения цилиндрических и конических поверхностей и обработки сложного профиля, на станке можно производить нарезку резьб, шлифование и полирование шеек небольшой длины.
Особенности конструкции 1 А685.01 Ф2 заслуживают отдельного внимания. Позиционная система числового программного управления и наличие двух отдельных станин — это серьёзное преимущество. Станина изделия, на которой расположены передняя и задняя бабки, люнеты, и другая станина суппортов, на которой расположены только суппорты с телескопической защитой направляющих.
Почему это важно? Такая конструкция позволяет исключить влияние деформации станины под действием большого веса изделия на точность обработки и перемещения суппортов. Логично, не так ли?
Кулаки планшайб снабжены червячными редукторами, позволяющими многократно увеличить усилие, прилагаемое человеком для зажима изделия. Подобные выдающиеся станки у КЗТС заказывали для себя и электростанции для выполнения ремонта турбин на месте.
| Параметр | Значение |
|---|---|
| Наибольший диаметр обрабатываемого изделия, мм | 4 000 (5 000) |
| Наибольшее расстояние между кулаками передней и задней бабки, мм | 16 100 |
| Наибольшая масса обрабатываемого изделия, кг | 200 000 |
| Мощность главного привода, кВт | 160 |
| Габариты станка (длина × ширина × высота), мм | 33 000 × 16 630 × 6 800 |
| Вес станка, кг | 1 050 000 |
| Общее количество координат на станке | 11 |
Специальные станки для металлургии
«Русский стандарт» трубопроводов
Знаменитый «русский стандарт» магистральных газонефтепроводов рождается из листа шириной в пять метров. При этом максимальный диаметр получаемой прямошовной одношовной трубы достигает 1420 мм, толщина стенки — 42 мм, длина — до 18 м.
Трубы «русского стандарта» применяются при сооружении самых сложных и масштабных систем магистральных трубопроводов, в том числе и в их подводной части. Это серьёзная заявка на качество.
Обработка валков для станов «5000»
Требуемый листовой прокат шириной до пяти метров производят на толстолистовых станах «5000» с помощью соответствующих вальцов и машины непрерывного литья заготовок для него, а также вспомогательного оборудования.
Особо крупные цельнокованые вальцы или валки весом от 70 до 225 тонн быстро изнашиваются и деформируются. Для сохранения точной геометрии проката необходима их механическая обработка. Здесь и пригождаются краматорские специальные станки.
Вальцешлифовальный станок модели КЖ 3404 предназначен для шлифования, а тяжёлый станок модели КЖ 16159 Ф3 (рис. 4) — для токарной обработки опорных валков весом до 250 000 кг для стана «5000».
Это уникальное оборудование работает на заводах «Северстали», «ОМЗ-Спецсталь». Любопытный факт — отгрузка станка КЖ 16159 Ф3 производилась по железной дороге составом в 45 вагонов. Представляете масштаб?
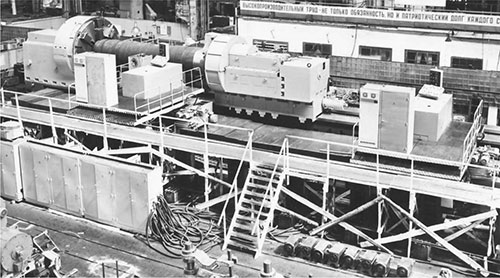
Рис. 4. Опорный валок листопрокатного стана 5000 весом до 250 тонн обрабатывает КЖ 16159 Ф3.
| Параметр | КЖ 3404 | КЖ 16159 Ф3 |
|---|---|---|
| Наибольший диаметр обработки, мм | 2 520 | 2 500 |
| Наибольшая длина обработки, мм | 12 000 | 16 000 |
| Наибольшая масса обрабатываемого изделия, кг | 250 000 | 250 000 |
| Мощность главного электропривода, кВт | 75 | 200 |
| Габариты станка (длина × ширина × высота), мм | 25 000 × 3 500 × 3 200 | 30 000 × 10 000 × 5 000 |
| Вес станка, кг | 300 000 | 700 000 |
Станки пятого поколения с ЧПУ
Рекордные характеристики модели 1 К675 Ф3
Новая разработка ПАО «КЗТС» с рекордными характеристиками — модель 1 К675 Ф3 с ЧПУ. Поставлена на ПАО «НКМЗ» в связи с постоянно возрастающими требованиями к качеству выпускаемой продукции заказчиков.
Первый станок этой модели 1 К675.500 Ф3 изготовлен в 2011 году. Станок предназначен в первую очередь для обработки гигантских роторов турбин электростанций.
Превосходство в точности
Благодаря оригинальной конструкции и международной кооперации, станок получил превосходные показатели точностных параметров:
- ✓ Осевое биение уменьшено в три раза
- ✓ Радиальное биение уменьшено в четыре раза
- ✓ Точность обработки торцовой поверхности деталей увеличена в 2,3 раза
- ✓ Точность торцовой поверхности деталей увеличена в 1,5 раза
Решения, применённые в конструкции этой гаммы станков, позволили существенно повысить производительность обработки деталей и снизить трудоёмкость на величину до 30%. Это серьёзный аргумент.
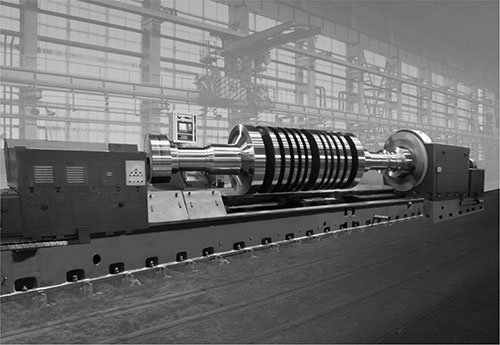
Рис. 5. Обработка роторов паровых турбин электростанций на станке пятого поколения 1 К675 Ф3.
| Параметр | Значение |
|---|---|
| Наибольший диаметр обработки, мм | 1 850 |
| Наибольшая длина обработки, мм | 24 000 |
| Наибольшая масса обрабатываемого изделия, кг | 100 000 |
| Мощность главного электропривода, кВт | 200 |
| Габариты станка (длина × ширина × высота), мм | 34 610 × 6 020 × 3 160 |
| Вес станка, кг | 180 000 |
Новейшая модификация 1 К670 Ф3
Новейший тяжелый токарный станок модели 1 К670 Ф3 производит обработку самых сложных поверхностей — цилиндрических, конических и криволинейных, нарезание любых видов резьбы.
Станок растачивает отверстия на глубину до 1 000 мм, ведёт торцевую обработку с постоянной скоростью резания. Предназначен для чистовой и черновой токарной обработки по программе изделий из стали, чугуна и других материалов.
Оснащён современным суппортом с двумя ламельными боковыми резцедержателями. Станок 1 К670.18 Ф3–8000 (рис. 6) изготовлен «КЗТС» и поставлен на Алмалыкский горно-металлургический комбинат. В настоящий момент идёт монтаж и наладка станка. Задачи — обработка крупных деталей дробилок и другого горно-рудного оборудования.
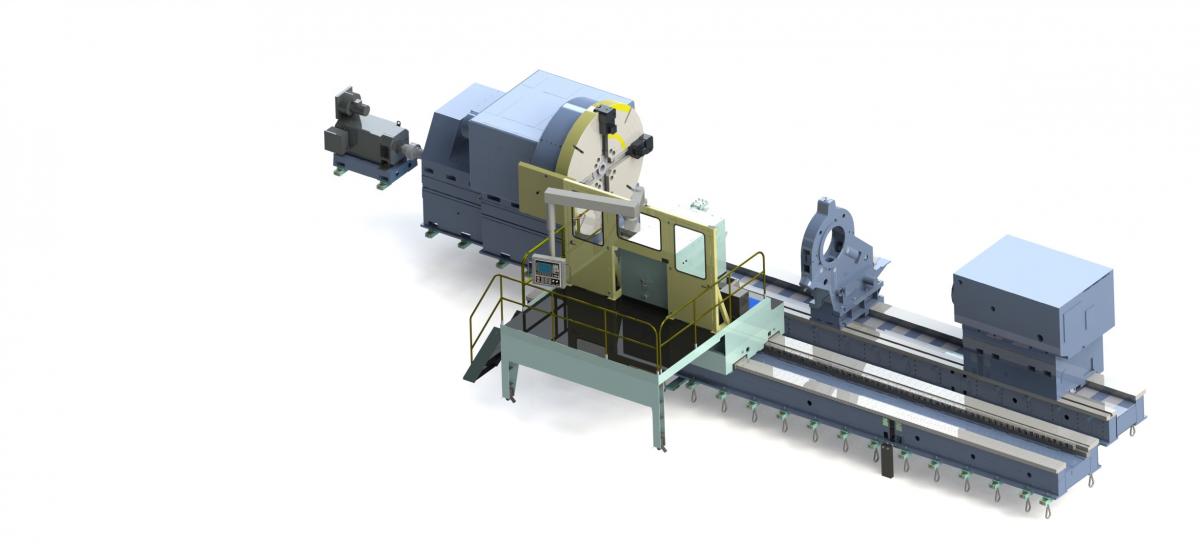
Рис. 6. Новейшая модификация станка 1 К670.18 Ф3–8000 с ЧПУ — с отработанной эргономикой.
Коломенский ЗТС: зубофрезерные станки-гиганты
Станки, сравнимые с кораблями
«Наши прессы и станки не поставишь на конвейер, как автомобили. Скорее их можно сравнить с кораблями, потому что каждый делается индивидуально» — так говорил Рамзи Билик Манонович, один из бывших директоров коломенского ЗТС.
Для новых задач машин судостроения, энергомашиностроения, тракторостроения, редукторостроения, металлургии, а также железнодорожного, горно-обогатительного и другого тяжелого оборудования требуются крупные зубчатые колёса и валы-шестерни всё большего диаметра.
Рекордный станок 5В348/12,5Ф2
Очередным рекордом для Завода тяжёлых станков в Коломне на этом направлении стал тяжёлый вертикальный зубофрезерный станок 5В348/12,5Ф2. Этот станок предназначен для нарезания зубчатых колес диаметром до 12 500 мм.
Технические возможности серии предусматривают и бо́льшие диаметры по запросам заказчика. Почему бы и нет?
Возможность обработки зубчатых колес наибольшего диаметра методом обката обеспечивается применением большого делительного колеса и, соответственно, высокими передаточными отношениями на всех ступенях привода червячной связи, цепи, обката и подачи.
Удобство обслуживания и наладки станков достигается за счёт применения мобильной площадки оператора с установленным на ней главным пультом управления, а также специального грузоподъёмного устройства для смены инструмента.

Рис. 7. На макете коломенского зубофрезерного станка серии 5В348 показано, как зубчатое колесо большого диаметра закреплено на планшайбе меньшего диаметра.
| Параметр | Значение |
|---|---|
| Наибольший диаметр обрабатываемых цилиндрических зубчатых колёс, мм | 12 500 |
| Максимальная высота колеса, мм | 2 300 |
| Максимальный модуль колёс (червяной/дисковой/пальцевой фрезой), мм | 40 / 50 / 50 |
| Пределы чисел нарезаемых зубьев | 66 .. 600 |
| Наибольшая масса устанавливаемой заготовки, кг | 200 000 |
| Мощность привода главного движения, кВт | 42,5 |
| Габариты станка (длина × ширина × высота), мм | 20 850 × 13 000 × 9 260 |
| Высота над уровнем пола, мм | 8 465 |
| Масса станка, кг | 319 000 |
Современный станок 5A343CNC
По-прежнему одной из самых сложных операций считается изготовление зубчатых колёс. Завод тяжёлых станков в Коломне в лице ЗАО «Станкотех» («Группа СТАН») продолжает работать на острие передовых технических открытий.
Среди современных разработок можно отметить крупноразмерный вертикальный зубофрезерный станок 5A343CNC, оснащенный ЧПУ (рис. 8). Он способен обрабатывать зубчатые колёса с высокой точностью тремя методами: обкатки, единичного деления и тангенциальной подачи.
Получаемые детали — прямозубые, косозубые, червячные, бочкообразные зубчатые колёса, а также колёса с внутренними зубьями. ЗАО «Станкотех» производит и горизонтальные зубофрезерные станки. Будущее зубообработки — за многоосевой мехатронной кинематикой.
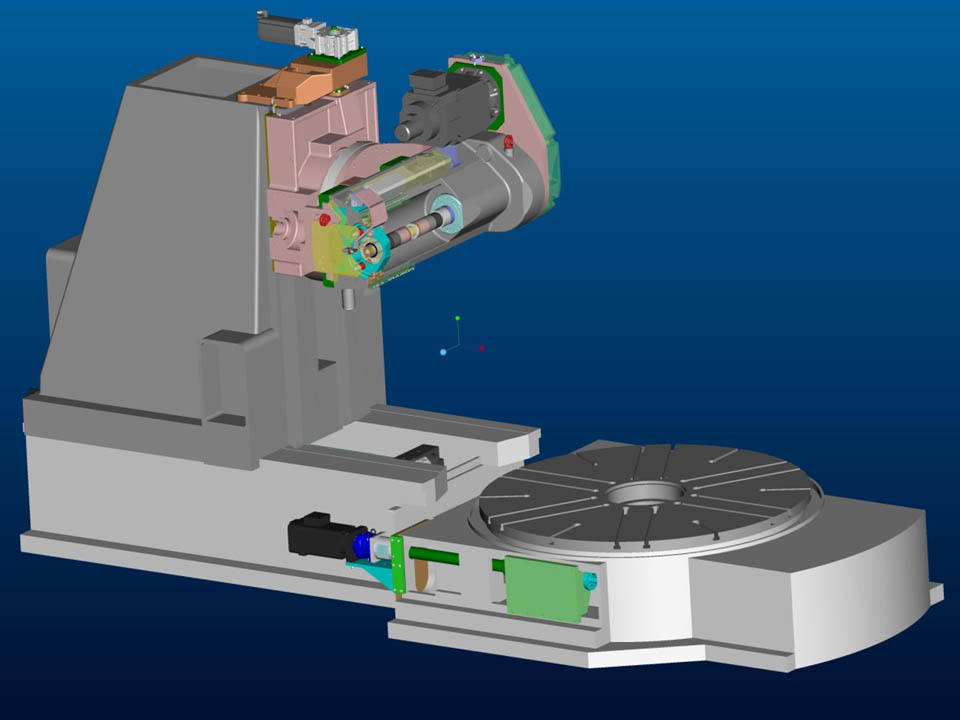
Рис. 8. Новый прецизионный вертикальный зубофрезерный станок серии 5A-CNC.
| Параметр | Значение |
|---|---|
| Наибольший диаметр обрабатываемых цилиндрических зубчатых колёс, мм | 3 150 |
| Максимальная высота колеса, мм | 1 400 |
| Максимальный модуль колёс для обработки червяной фрезой, мм | 32 |
| Мощность главного привода, кВт | 26,5 |
| Масса станка, кг | 81 000 |
Гидравлические прессы Коломны
Стальные колоссы
Почти тысячу мощных прессов построили на Коломенском заводе тяжёлого станкостроения с середины прошлого века до нашего времени. Все они уникальны и обладают превосходными характеристиками.
Если вес самых больших станков достигает 1 300 тонн, то прессов — до 4 000 тонн. На этих гигантах обрабатываются детали, габаритные размеры которых исчисляются десятками метров, вес — сотнями тонн, а точность — сотыми и тысячными долями миллиметра.
Уникальные газостаты и гидростаты
Из большой серии тяжёлых гидравлических прессов необходимо особо выделить машины усилием до 63 тысяч тонн. Эта конструкция станин позволила на единственном в стране только коломенском заводе создать и выпустить принципиально новый вид тяжелого гидропрессостроения — газостаты и гидростаты.
На этих прессах в особых камерах под давлением 4 000 – 5 000 атмосфер добились получения сверхтвёрдых материалов и металлов с иной физической кристаллической структурой и удельным весом (синтез алмазов и др.). Впечатляет, не правда ли?
Пресс для испытания труб П9347
Самые большие спиральношовные сварные трубы в России диаметром два с половиной метра способен выпускать Волжский трубный завод. Такие трубы используются для решения специальных задач нефтегазовой отрасли, являются важными элементами крупных инфраструктурных проектов.
Они могут обеспечить положительный экономический эффект для экономики страны при строительстве новых сооружений, например, Крымского (Керченского) моста.
Для испытания внутренним давлением труб сверхбольшого диаметра Волжского трубного завода в Коломне под руководством ведущего конструктора Н. Н. Жогина разработали и построили самый большой гидравлический пресс модели П9347 усилием 5 000 тс (рис. 9).
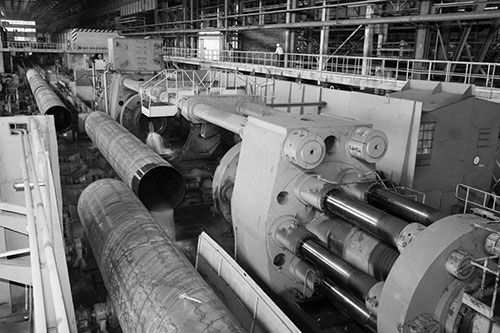
Рис. 9. Коломенский гидравлический пресс модели П9347 способен испытывать спиральношовные трубы огромного диаметра, производимые на Волжском трубном заводе.
| Параметр | Значение |
|---|---|
| Номинальное усилие пресса, тс | 5 000 |
| Диаметр испытываемых труб, мм | 1420 .. 2520 |
| Длина труб, м | 8 .. 12 |
| Максимальное давление испытания, кгс/см² | 170 |
| Габариты установки пресса (длина × ширина × высота), мм | 45 000 × 19 700 × 5 890 |
| Заглубление, мм | 1 470 |
| Масса установки пресса, т | 1 075 |
Прессы для авиационной промышленности
Вклад в создание сверхзвуковых самолётов
Тяжёлыми прессами из Коломны оснащены практически все авиационные заводы и предприятия стройиндустрии по изготовлению любой сложности профилей из стали, меди и алюминия, а также для штамповки крупногабаритных деталей летательных аппаратов.
Многие профильные детали для сверхзвукового самолета Ту-144 (рис. 10) изготавливались на гидравлических прессах-экструдерах Коломенского завода. Таким образом решалась важнейшая конструкторская задача — снижение количества элементов крыла и фюзеляжа за счет их укрупнения, сокращения стыковочных элементов как внутренних деталей, так и наружной обшивки.

Рис. 10. Первый в мире пассажирский самолет с крейсерским сверхзвуковым режимом полета — Ту-144 создан при активном участии коллектива коломенского ЗТС.
Современные решения для авиастроения
Современные конструкции прессов изготавливает и поставляет ЗАО «Станкотех» (Группа СТАН), располагающееся на территории Завода тяжёлых станков в Коломне.
Один из них — пресс специальный правильный СПП-250 с ЧПУ для гибки панелей крыльев и плоскостей одинарной кривизны шириной до 2,5 метров. Разработан совместно с ОАО «Национальный институт авиационных технологий».
Более девяти тысяч коломенских станков работают в пятидесяти странах мира. Это говорит о многом. Качество, надёжность, инновации — вот что отличает продукцию российских заводов тяжёлого станкостроения.
Николай Литвинов, к. э.н.
Иллюстрации: Б. И. Губанов, ПАО «КЗТС»,
ООО «Группа СТАН», ОАО «Волжский трубный завод

