Принцип работы FSW: механическая энергия вместо плавления
Как работает твердотельное соединение
FSW (Friction Stir Welding) — это процесс твердотельного соединения материалов, при котором механическая энергия, подводимая к свариваемым деталям (например, за счет вращения специального керамического инструмента), преобразуется в тепловую.
При этом металл не плавится! Генерирование теплоты происходит непосредственно в месте будущего соединения, и благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия вращающегося инструмента происходит сварка.
Представьте: металл остается твердым, но становится пластичным enough, чтобы соединиться. Это принципиально отличается от традиционной сварки, где металл плавится.
Схематически процесс сварки трением показан на рис. 1. На рис. 2 показаны фотографии инструмента, с помощью которого происходит сварка.
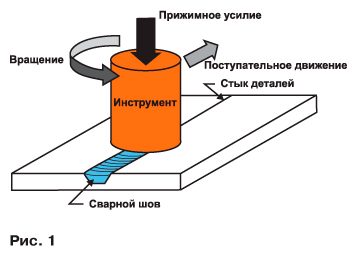
Рис. 1. Схема процесса сварки трением FSW
Сварка разнородных материалов
Способ FSW позволяет сваривать разнородные материалы: медь и алюминий, медь и сталь, алюминий и сталь и т. д.
Однако наиболее широко он используется для сварки алюминиевых и титановых сплавов. И это не случайно — именно эти материалы сложно сваривать традиционными методами.
Преимущества сварки трением: качество и экономия
Высокое качество сварного шва
Основным преимуществом сварки трением является высокое качество сварного шва. Поскольку не происходит плавления металла в зоне сварки, свойства металла соединяемых деталей и сварного шва практически идентичны.
Нет раковин, пор и других дефектов, характерных для сварки плавлением. Это факт.
Экономическая эффективность
Кроме этого, важными преимуществами сварки трением являются:
- ✔️ низкая стоимость сварочных работ (минимальные затраты электроэнергии, не требуется специальной сварочной проволоки, инертных газов, не требует специальной подготовки стыка, характерной для всех методов сварки плавлением металла)
- ✔️ процесс сварки удобен для автоматизации, не требует специальных навыков от персонала и позволяет контролировать качество сварки непосредственно в процессе ее производства
- ✔️ в процессе сварки не выделяется вредных веществ и ультрафиолета, не требуется защитных приспособлений, вытяжки и специальных масок для персонала
Сварка трением дает большой выигрыш в получении однородного высококачественного соединения при автоматизированной сварке швов большой длины.
Однако по сравнению с газосваркой или электросваркой данный метод не очень удобен с точки зрения оперативности работ при ручной работе. Это стоит учитывать при выборе технологии.
Сравнение швов FSW и аргоновой сварки
Визуальная разница в качестве
На рис. 3 показано сравнение шва, полученного с помощью FSW (3а) и с помощью электродуговой аргоновой сварки (3б).
Разница очевидна: шов FSW более однородный, без видимых дефектов. Металл шва практически не отличается от основного металла.
На рис. 4 показан результат испытания на разрыв сварного шва FSW. Разрыв происходит не по шву, а по основному металлу — это лучший показатель качества соединения.
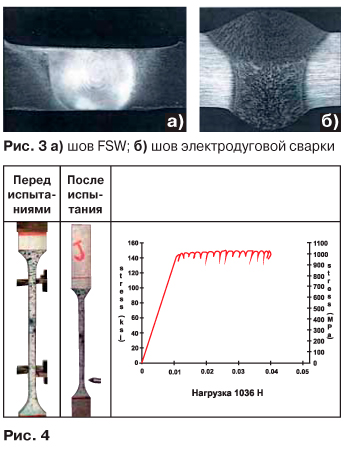
Рис. 3. Сравнение швов: FSW (а) и аргоновая сварка (б)
Авиакосмическое применение: Space Shuttle, Ariane, Ares
Стандартная технология для космических ракет
В настоящее время сварка трением широко используется и является стандартной технологией в авиакосмической промышленности.
Примеры применения:
- ★ сварка корпуса внешнего топливного бака Space Shuttle
- ★ производство топливных баков различных ступеней ракеты Ariane
- ★ производство ступеней новой американской ракеты Ares
В судостроении метод также нашел применение:
- ★ монтаж палубы автомобильных паромов
- ★ сборка корпусов подводных лодок
А также при изготовлении различных резервуаров.
Почему именно FSW? Потому что аэрокосмическая отрасль требует максимальной надежности. А FSW обеспечивает качество, недоступное традиционным методам.
Недостатки метода и отверстие в конце шва
Проблема выхода инструмента
Метод FSW не лишен недостатков:
- Проблематично изменять длину наконечника рабочего инструмента при сварке деталей переменной толщины
- В месте выхода инструмента из металла в конце шва остается отверстие
Такое отверстие приходится заплавлять, используя обычные сварочные методы. Поэтому метод FSW применялся не для всех видов изделий.
Это серьезный недостаток, особенно для ответственных конструкций. Представьте: вы сварили шов длиной несколько метров, а в конце — дырка. Ее нужно чем-то заделать.
Усовершенствование NASA и MTS Systems: убираемый наконечник
Инновационное решение проблемы
Для преодоления этого существенного недостатка специалисты из НАСА (Marshall Space Flight Center) совместно с компанией MTS Systems Corporation (США) модернизировали метод FSW.
Они добавили систему измерения, контроля и управления рабочим инструментом, позволяющую:
- → автоматически регулировать длину наконечника
- → убирать наконечник внутрь инструмента в момент окончания шва
При этом отверстия в месте выхода наконечника не остается!
Данный метод позволяет получать высококачественный сварной шов толщиной от 0,012 дюйма (0,3 мм).
Компания MTS получила в 2001 году патент на улучшенный метод сварки трением.
Коллективный центр технологий сварки трением
Поскольку сварка трением является одной из ключевых технологий при производстве крупногабаритных изделий авиакосмической техники, а также для получения надежных соединений трудносвариваемых высокопрочных сплавов, в 2004 году в США при поддержке Фонда научных исследований был создан Коллективный Центр Технологий Сварки Трением.
В него вошли:
- ✓ NASA
- ✓ Boeing
- ✓ Lockheed Martin
- ✓ Spirit Aerosystems
- ✓ General Motors
- ✓ General Dynamics
- ✓ Oak Ridge National Laboratory
- ✓ Naval Surface Warfare Center
В результате объединения усилий промышленности и университетов появились новые технологии сварки трением.
В частности, для обеспечения равномерности прогрева свариваемого материала при соединении толстых стальных листов в дополнение к нагреву за счет трения используется нагрев электрическим током.
Thermal Stir Welding: индукционный нагрев и независимый контроль
Революция в технологии сварки трением
Наиболее значительным улучшением метода FSW является изобретение метода Thermal Stir Welding (TSW).
Схематически этот процесс представлен на рис. 6.
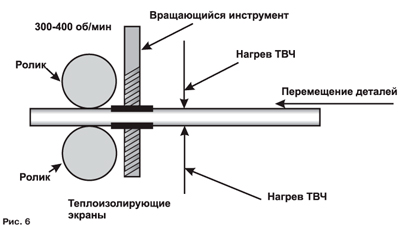
Рис. 6. Схема процесса Thermal Stir Welding (TSW)
Принцип работы TSW
Место стыка свариваемых деталей предварительно подогревается током высокой частоты, рабочий инструмент для сварки трением изготовлен в виде вращающегося стержня, место сварки экранируется пластинами для уменьшения потерь тепла.
В отличие от метода FSW, при TSW можно независимо управлять процессом нагрева и пластической деформации в зоне сварки.
Что это дает?
- Индукционный нагрев позволяет разогревать металл до температуры, обеспечивающей повышенную пластичность
- Скорость вращения и перемещения рабочего инструмента также регулируется независимо для достижения оптимальных параметров механического воздействия на свариваемый металл
- Независимый контроль параметров нагрева и пластической деформации позволяет достичь точного управления микроструктурой металла в сварном шве
Возможности TSW
С помощью метода TSW можно легко делать кольцевые швы на тубах или сваривать детали, стыкуемые под углом.
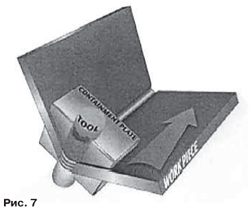
Рис. 7. Применение TSW для кольцевых швов и соединений под углом
Метод TSW позволяет сваривать:
- ➤ титановые пластины толщиной 12,5 мм
- ➤ детали из жаропрочного сплава Inconel 718
- ➤ нержавеющую сталь
Это расширяет возможности использования метода TSW в авиационном двигателестроении.
Трудносвариваемые материалы: титан, магний, Inconel, Haynes 230
Магниевые сплавы AZ31 и AZ91
Преимущества метода сварки трением, особенно возможность получения однородного высококачественного шва при низких температурах, позволяет широко использовать в изделиях авиационной техники при работе с легкими сплавами.
Особенно интересна перспектива сварки трудносвариваемых магниевых литьевых материалов, например, деталей, изготовленных из магниевых сплавов AZ31 и AZ91.
Такие работы ведутся в University of Kaiserslautern (Германия). Был получен сварной шов, обладающий повышенной пластичностью, благодаря этому увеличился ресурс изделий при циклических нагрузках.
Сварка магния с алюминием
Аналогичные работы по сварке трением трудносвариваемых деталей проводились в University of South Carolina по заказу компании General Motors.
Испытывалось сварное соединение пластин, изготовленных из магниевого сплава AZ31, с пластинами из алюминиевого сплава марки 6063.
Получен предел прочности на разрыв для данного сварного соединения в пределах 80-120 МПа.
Жаропрочный сплав Haynes 230
Компания Keystone and Michigan State University использует метод TSW для сварки деталей, изготовленных из жаропрочного сплава Haynes 230.
Этот сплав используют для изготовления рубашки сопла ракетного двигателя.
Этот класс тугоплавких материалов является трудносвариваемым при использовании обычных методов сварки плавлением, поэтому и сварка трением никогда раньше для них не использовалась.
Высокопрочный жаростойкий сплав Haynes 230 используется при производстве ракетного двигателя ARES, поэтому ставилась задача повышения надежности сварного соединения.
Благодаря оптимизации параметров индуктивного нагрева и пластической деформации компания Keystone добилась высокого качества твердотельного соединения деталей, изготовленных из сплава Haynes 230.
Гамма-титан-алюминиевый сплав для газовых турбин
В последние годы за рубежом ведутся работы по изготовлению облегченных конструкций газовых турбин.
Важной тенденцией является использование гамма-титан-алюминиевого сплава (в котором около 40% алюминия).
Для изготовления ротора ГТД используют сварку: турбинные лопатки, изготовленные из гамма-титан-алюминиевого сплава (TiAl сплав состава Ti (45%), Al (47%), Nb (8%)), приваривают к диску из титана Ti6Al4V.
Обычными методами получить надежное соединение таких трудносвариваемых материалов невозможно, поэтому применяется сварка трением.
Эта технология разрабатывается по заказу компании Rolls Royce.
Обедненный уран для исследовательских реакторов
Интересное применение метода TSW нашли ученые из Idaho National Laboratory (США).
Они используют этот метод твердотельной сварки при соединении пластин из обедненного урана для топливных элементов исследовательского реактора.
Разрабатывается метод сварки трением и формовки трением для изготовления тонких и высокоплотных пластин.
Ставится цель получения топливных элементов, которые можно использовать вместо более дорогого высокообогащенного урана без существенного падения характеристик реактора.
Промышленное оборудование MTS Systems для FSW
Оборудование для крупногабаритных изделий
Сварочное оборудование для FSW крупногабаритных изделий функционирует в НАСА с конца 90-х годов и используется для серийного производства топливных баков Space Shuttle, Ares и др.
На рис. 8 показан стенд для сварки продольных швов, а на рис. 9 стенд для сварки кольцевых швов обечайки топливного бака.
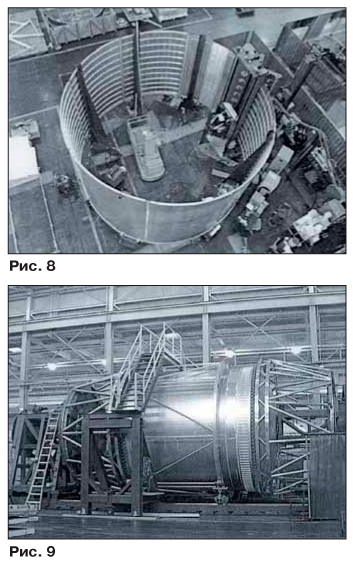
Рис. 8-9. Оборудование для сварки продольных и кольцевых швов
Алюминиевые колесные диски: снижение трудоемкости на 70%
Массовое производство в автомобилестроении
Примером массового производства изделий с использованием FSW является изготовление алюминиевых дисков колес автомобилей.
На рис. 10 показана фотография станка, обеспечивающего сварку обода, изготовленного из вальцованного алюминиевого листа с основанием, отлитым из алюминия.
Станок разработан и изготавливается компанией MTS Systems Corporation (США).
Благодаря использованию метода FSW удалось на 70% снизить трудоемкость изготовления диска.
На рис. 11 представлена фотография сваренного колесного диска.

Рис. 10-11. Станок для сварки алюминиевых колесных дисков
Перспективы развития технологии в авиации и автомобилестроении
Стандарт для космической отрасли
Благодаря разработанным в 90-х – начале 2000-х годов технологии и оборудованию для сварки трением удалось обеспечить зарубежную авиакосмическую промышленность экономичным и надежным методом сварки с превосходными по качеству характеристиками шва.
В настоящее время эта технология стала, де-факто, стандартным методом сварки при производстве крупногабаритных корпусов космических ракет.
Будущее технологии
Дальнейшее развитие технологии FSW и TSW ведется в направлении массового применения в авиационной и автомобильной промышленности для сварки титановых и магниевых сплавов.
Почему именно эти материалы? Потому что они легкие и прочные. А в авиации и автомобилестроении каждый сэкономленный килограмм — это экономия топлива и увеличение полезной нагрузки.
Сварка трением открывает новые горизонты. От космических ракет до автомобильных дисков — технология доказала свою эффективность.
Осталось только внедрять ее шире. И это уже вопрос времени.
А.В. Федотов
Директор по развитию
НПФ «Элан-Практик»

