Почему традиционные методы устарели: проблема модельной оснастки
На этапе технологической подготовки производства изготовители литейных форм сталкиваются с серьезной проблемой. Традиционные методы требуют проектирования и изготовления моделей — это дорого, долго и трудоемко. Особенно когда речь идет о сложной геометрии.
Добавьте сюда ручные операции: удаление моделей из формы, сборка, подгонка. Каждый этап — это время и деньги. При мелкосерийном и единичном производстве стоимость деталей взлетает многократно.
Современное гибкое многономенклатурное производство диктует другие правила. Здесь большой интерес представляют безмодельные способы получения литейных форм [1, 2]. И это не просто модное веяние — у них есть конкретные преимущества:
- ✓ Малое время технологической подготовки производства
- ✓ Сокращение затрат и снижение трудоемкости
- ✓ Изготовление литейных форм практически любой сложности
- ✓ Отсутствие необходимости проектирования и изготовления моделей
- ✓ Возможность получения отливок без литейных уклонов
- ✓ Объединение стержней в единую систему для повышения точности
Последний пункт особенно важен. Когда стержни объединены, точность сборки возрастает, а значит, и точность отливки тоже. Логично?
Аддитивные технологии для песчаных форм
Сегодня прослеживаются два базовых направления развития технологий прямого безмодельного получения литейных форм. Первое — аддитивные технологии (быстрое прототипирование). Второе — механическая обработка (высокоскоростное фрезерование или шлифование).
Начнем с аддитивных методов.
Как работает струйное нанесение связующего
Аддитивные технологии применяются для получения песчаных форм с холоднотвердеющим связующим или лазерным селективным спеканием (SLS), а также керамических оболочковых форм.
Общий принцип работы оборудования показан на рис. 1. Он основан на избирательном напылении жидкого связующего на слои порошка формовочного материала. Форма изготавливается послойно — это ключевой момент.
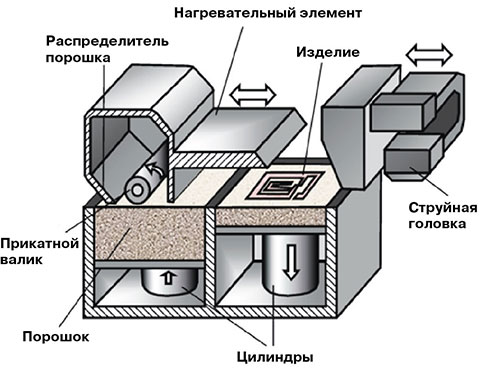
Рис. 1. Конструкция устройства для формирования форм
Процесс выглядит так: выдавливаемый из левой полости порошок разравнивается и прикатывается. После пропитки слоя порошка полимерным связующим (выполняется струйной сканирующей головкой) производится сушка. Затем цилиндр правой полости опускается вниз — и цикл повторяется.
По окончании процесса формирования изделия порошок, не закрепленный связующим, удаляется. Полученная форма в дальнейшем может подвергаться спеканию, нанесению покрытий на рабочие поверхности или пропитке.
При изготовлении песчаных форм в качестве формовочной смеси используют предварительно просеянный перемешанный с отвердителем песок. Связующее, наносимое струйной головкой, за несколько секунд полимеризуется при контакте с отвердителем, находящимся в смеси.
После извлечения из установки изготовленные формы и стержни могут сразу поступать на сборку для подготовки к заливке металла. Низкое содержание смолы облегчает циркуляцию газа через форму при заливке — это серьезное преимущество.
Промышленные установки для 3D-печати форм
На установке ProMetal® S15™, позволяющей получать формы размерами 1500×750×700 мм, изготовление формы высотой 700 мм требует приблизительно два дня. Много это или мало? Для сложных форм — приемлемо.
Точность и шероховатость поверхностей формы зависят от множества факторов:
- ✔ Размеры частиц формовочного материала
- ✔ Толщина слоя формируемого за этап прототипирования
- ✔ Разрешающая способность струйной головки
- ✔ Свойства, дозировка и текучесть смолы
- ✔ Время отверждения
Обычно шероховатость поверхностей находится в пределах Rz = 150…300 мкм, а точность ±0,1 мм.
Машины для аддитивного получения песчаных форм показаны на рис. 2, 3, 4, а на рис. 5 приведены примеры получаемых на них форм и стержней.

Рис. 2. Установка S-Print™ для получения песчаных форм размерами 750×380×400 мм

Рис. 3. Самая большая в мире установка S-Max™ для получения песчаных форм размерами 1800×1000×700 мм компании ExOne, LLC

Рис. 4. Установка ProMetal® S-15™ для получения песчаных форм размерами 1500×750×700 мм
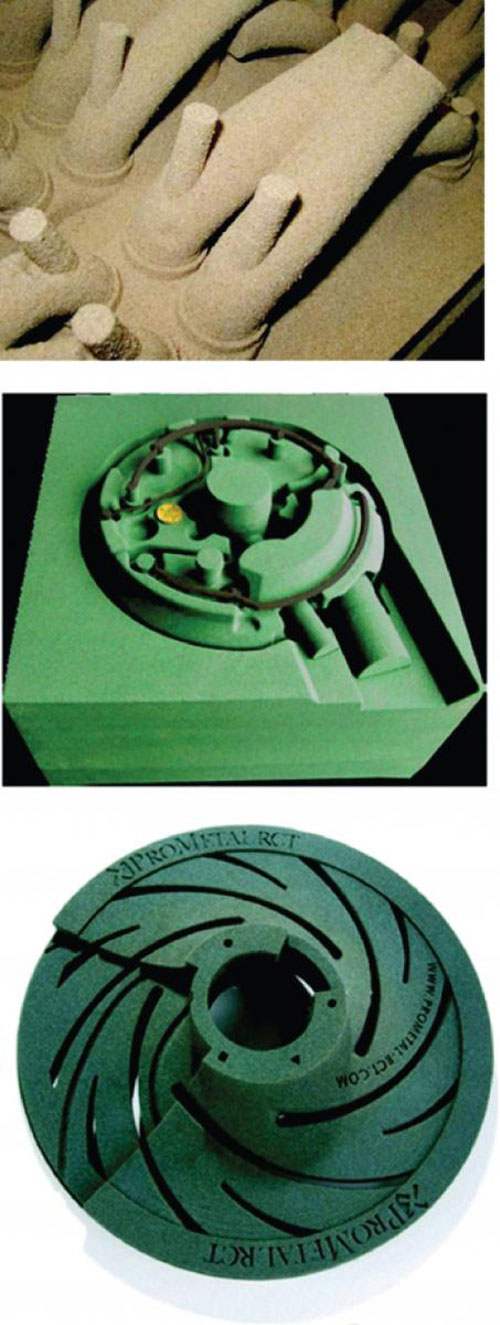
Рис. 5. Песчаные формы и стержни, полученные быстрым прототипированием
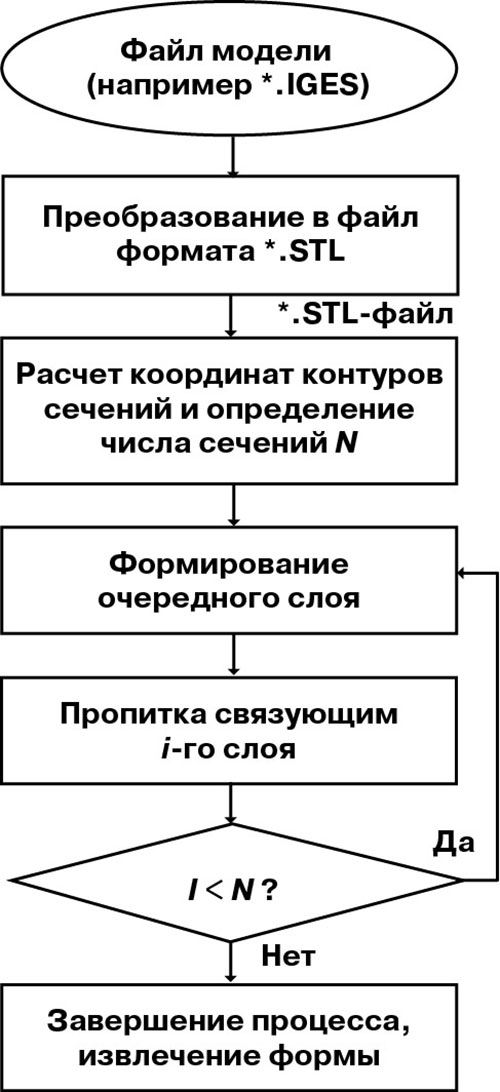
Рис. 6. Алгоритм работы машины для прототипирования
Керамические оболочковые формы методом DSPC
При изготовлении методом прототипирования оболочковых форм в зависимости от предъявляемых требований используют: электрокорунд, карбид кремния, оксид циркония, оксид кремния и другие порошковые материалы с размерами частиц 40…60 мкм.
Наиболее известна технология прямого изготовления оболочковых форм (direct shell production casting — DSPC), разрабатываемая фирмой Soligen. Для нее создано специальное программное обеспечение.
Как это работает? В ПО на основе трехмерной CAD-модели с применением модуля shell design unit (SDU) проектируется модель керамической формы для отливки детали. Добавляются элементы литниковой системы и происходит автоматическое преобразование в обратную (полостную) CAD-модель, где металл заменяется пустотой.
Далее система быстрого прототипирования на основе приведенного на рис. 6 алгоритма выполняет изготовление формы. Толщина отдельного слоя построения объекта составляет 0,12…0,17 мм.
Шероховатость поверхностей формы обычно находится в пределах Rz = 80…120 мкм, а точность ±0,05 мм. Лучше, чем у песчаных форм.
По сравнению с традиционным литьем по выплавляемым моделям технология с прямым получением оболочковых форм имеет ряд преимуществ. Они заключаются в сокращении трудоемкости, времени производства и его подготовки.
| Этап | Традиционная технология | Быстрое прототипирование |
|---|---|---|
| Проектирование | Проектирование формы для выплавляемой модели | Проектирование формы (CAD-модель) |
| Изготовление оснастки | Изготовление модели | Изготовление формы быстрым прототипированием |
| Получение формы | Получение керамической (оболочковой) формы | — |
| Удаление модели | Удаление выплавляемой модели | — |
| Термообработка | Термическая обработка формы (спекание) | Термическая обработка формы (спекание) |
| Заливка | Получение отливки | Получение отливки |
| Извлечение | Извлечение отливки из формы | Извлечение отливки из формы |
| Общее время | 13…20 недель | 2,5…4 недели |
Таблица 1. Сравнение традиционной технологии и быстрого прототипирования
Разница очевидна: вместо 13–20 недель — всего 2,5–4 недели. Это серьезно.
Лазерное селективное спекание песчаных форм
Для лазерного селективного спекания песчаных форм, в частности, используется установка EOSINT S 750.

Рис. 7. Установка EOSINT S 750
Она имеет размер рабочей зоны 720×380×380 мм. Толщина отдельного формируемого слоя — 0,2 мм, скорость формирования формы — 2500 см³/ч. Для сравнения: при отверждении связующим на ProMetal® S-15™ скорость составляет 7500 см³/ч.
Формовочный материал — плакированный полимером песок. После SLS получают сырую форму, отверждаемую в два этапа. Сначала поверхностное отверждение с помощью газовой горелки, затем объемное — в печи при температуре 300…350°C.
Точность получаемых моделей несколько выше, чем при отверждении связующим.
Механическая обработка: фрезерование песчаных блоков
Второе направление развития технологий прямого безмодельного получения литейных форм основано на применении технологий механической обработки песчаных блоков (брикетов) [4, 5] или, для малогабаритных отливок, блоков из прессованных и спеченных керамик.
Здесь другой подход: не наращивание материала слой за слоем, а удаление лишнего из заготовки.
Технология Direct Mold Milling и ее преимущества
Одна из таких технологий — Direct mold milling (DMM) — запатентована фирмой ACТеch GmbH (Германия). Она основывается на изготовлении литейных форм из призматических песчаных блоков, полученных, например, из холоднотвердеющих смесей по альфа-сет процессу, высокоскоростным фрезерованием на оборудовании с ЧПУ.
Особенности и главные преимущества этой технологии:
- ☑ Высокая производительность (на порядок выше, чем при быстром прототипировании)
- ☑ Высокая точность, обеспечиваемая точностью применяемого оборудования
- ☑ Возможность получения форм для крупногабаритных отливок
- ☑ Получение более прочных форм за счет предварительной формовки песчаного блока
- ☑ Возможность использования специализированного оборудования Patternless РНВ 36TUCU оборудования и других станков для обработки керамик и пластиков фирмы Poseidon CMS

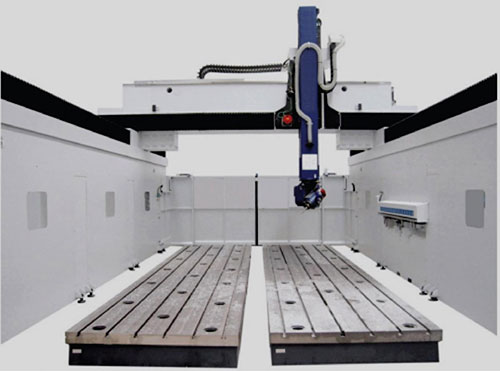

Рис. 8. Станки (обрабатывающие центры) для изготовления литейных форм разных типоразмеров
Для повышения эффективности обработки песчаных блоков, тем не менее, требуется новое специализированное оборудование для обработки «снизу» или с горизонтальной компоновкой. Это облегчает отвод песка из зоны резания и имеет наддув шкафов управления во избежание попадания в них пыли.
Есть возможность использования для изготовления форм роботов, оснащенных фрезерной головкой [3].

Рис. 9. Фрезерование формы роботом
Обычно используют песчаные блоки, имеющие прочность на растяжение не менее 0,4 МПа и прочность на сжатие 2,7 МПа.
Метод особенно эффективен для изготовления отливок со сложной криволинейной поверхностью, таких как лопасти, крупногабаритные лопатки турбин, шнеки, винты и др.
На точность обработки и шероховатость поверхностей влияют:
- → Дисперсность песка
- → Прочность связующего
- → Геометрия режущего инструмента
- → Технологические режимы обработки
- → Шаг между строками
Для изготовления точных форм обычно применяют песок зернистостью не более 200 мкм.
Проблема износа инструмента при обработке песка
Одной из проблем, возникающей при обработке песчаных блоков фрезерованием, является высокий износ инструмента в результате абразивного воздействия песчаных частиц.
Ситуация следующая. При скорости резания 30 м/мин, глубине резания 1 мм и подаче 50 мм/с стойкость инструмента:
- ✖ Из быстрорежущей стали: 2…3 мин
- ✖ Из твердых сплавов: 8…10 мин
- ★ Из искусственного поликристаллического алмаза: 70 часов
Разница колоссальная. Инструмент с покрытиями TiAlN, полученными по технологии PVD, имеет стойкость до 80 минут.
Большие перспективы имеют инструменты из сверхтвердых композиционных материалов и алмазные инструменты на металлической связке. Такие инструменты, учитывая особенности резания песчаных блоков, несомненно, найдут применение.
Как правило, обработку производят в три этапа:
- Черновая по схеме фрезерования с осевой подачей (погружное фрезерование)
- Получистовая обработка
- Чистовая обработка с формированием мелких элементов малоразмерным инструментом
На каждом этапе используются оптимальные стратегии фрезерования, учитывающие геометрию получаемой формы.
Технология фрезерования песчаных форм, в частности, применяется на ООО «Уральский металлургический завод». Имеется опыт создания форм для отливки винтов судов, сложных корпусных деталей.

Рис. 10. Корпусные детали, полученные литьем в формы, изготовленные фрезерованием
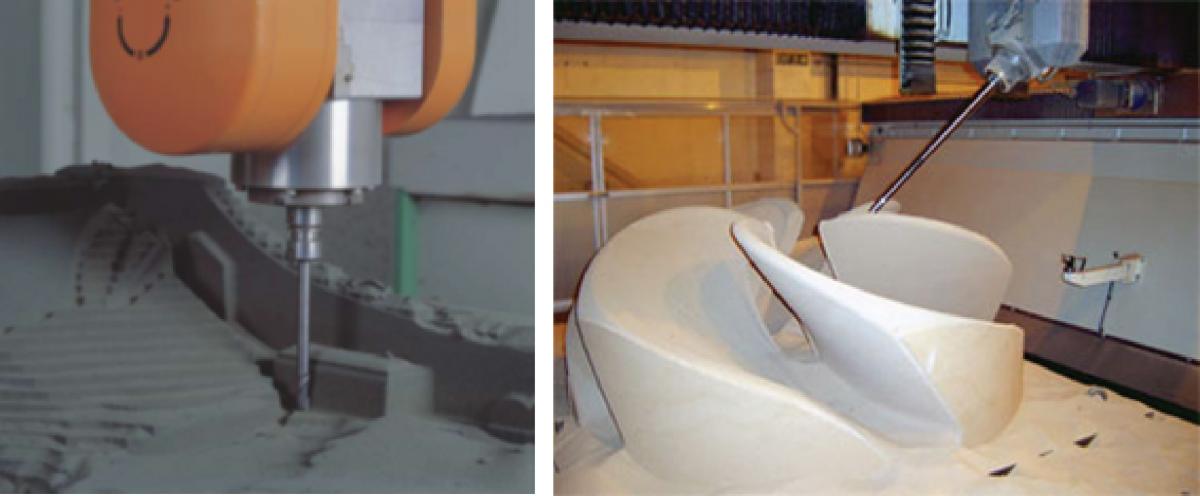
Рис. 11. Фрезерование песчаных форм
Сравнение технологий: что выбрать для вашего производства
Несмотря на очевидные преимущества, безмодельное изготовление литейных форм имеет целый ряд недостатков, сдерживающих широкое применение технологии.
Вот основные проблемы:
- ✖ Малая производительность, не позволяющая использовать в крупносерийном производстве
- ✖ Высокая шероховатость рабочих поверхностей
- ✖ Высокая стоимость оборудования
- ✖ Высокая энергоемкость процессов прототипирования
- ✖ Дополнительные и высокие требования к качеству формовочных смесей
- ✖ Засорение струйных головок машин для прототипирования
Что имеем в итоге? Безмодельные технологии — это не панацея, а инструмент для конкретных задач. Для мелкосерийного и единичного производства сложных деталей они незаменимы. Для крупносерийного — пока нет.
Аддитивные технологии дают возможность создавать формы невообразимой сложности без модельной оснастки. Механическая обработка обеспечивает высокую производительность и точность. Выбор зависит от ваших конкретных условий.
Практика показывает: те, кто уже внедрил эти технологии, получают серьезное конкурентное преимущество. Время — деньги. А безмодельное производство экономит и то, и другое.
А. Г. Бойцов, В. Б. Дудаков
ОАО «Научно-исследовательский институт
природных, синтетических алмазов
и инструмента» (ОАО «ВНИИАЛМАЗ»)
www.vniialmaz.ru, vniialmaz@list.ru
Литература
1. Васильев В. А., Морозов В. В., Максимов Н. М. Теория и технология изготовления отливок методом RPZ/Литейное производство. 2004. — № 4. — С. 5–8.
2. Бибраер P. A., Колмаков А. Е., Столповский В. В. Технология быстрого прототипирования в современном литейном производстве точных заготовок // Литейное производство. 2004. — № 4. — С. 11–14.
3. Дегтяренко Г. И. Безмодельное изготовление крупных песчаных форм с помощью роботов // Литейное производство. 2004. — № 4. — С. 17–19.
4. Dong, X., Li, X., Shan, Z. Rapid Manufacturing of Sand Molds by Direct Milling, Tsinghua Science and Technology, Volume 14, Number S1, pp. 212–215, June 2009, ISSN 1007–0214
5. Lopez de Lacalle, L. N., Rodriquez, A., Lamikiz, A., Penafiel, F. J. Milling of Sand Blocks to Make Casting Moulds. AIP Conference Proceedings, Vol. 1315, Issue 1, pp. 1065–1067, January 2011, ISSN 0094243X.

