В этой области детали преимущественно имеют модуль от 5 до 12. Перед компанией NILES постоянно встает воп-
рос – при каких граничных условиях использование такой технологии окупается по сравнению с профильным шлифованием. Благодаря интенсивным исследованиям последних лет мы можем дать на этот вопрос основательный ответ.
Вначале приведем важное примечание: все предоставленные нам примеры были успешно отшлифованы методом обкатки – даже при обработке модуля 12 или вал-шестерен.
Наши знания и опыт позволяют нам ограничиться небольшим количеством заготовок для разработки продуктивной технологии, соответствующей требованиям по качеству.
При этом всегда достигаются превосходные результаты погрешности шага и адэкватные профили и линии зуба.
вал-шестернясателлитзубчатое колесочисло зубьев204189модуль8108угол наклона107,516высота зубчатого венца180195175припуск на сторону0,40,50,55
Сравнение способов
Некоторые заготовки обрабатывались как обкаткой, так и профильным шлифованием. Далее представлено сравнение вала-шестерни, сателлита и зубчатого колеса. На основании полученных данных можно сравнить затрачиваемое время.
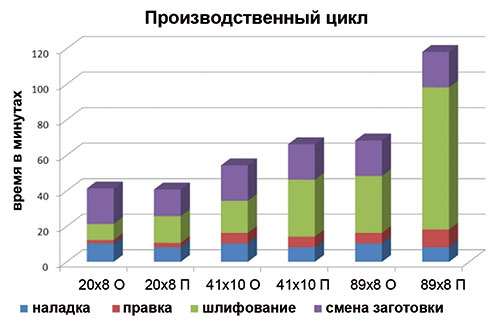
Сравнение времени обработки заготовок партиями по 5 штук
Как видно из диаграммы, на зубошлифование обкаткой во всех случаях затрачивается меньше времени, чем на профильное шлифование. Экономия растет с увеличением числа зубьев. Методом правки при зубошлифовании обкаткой являлась гибкая, однопрофильная правка, длящаяся до 5 мин. Процесс повторной наладки одной партии при зубошлифовании обкаткой занимает немного больше времени по сравнению с профильным методом. Также проходит немного быстрее смена заготовки вал-шестерни при профильном шлифовании за счет возможности использования простейших зажимов. В остальном устанавливалось приблизительно одинаковое время на смену по обоим методам.
Суммарно затрата времени на изготовление валашестерни практически одинаковое, зубошлифование обкаткой сателлита проходит быстрее приблизительно на 16%, а колеса на 40%.
Сравнение расходов
При рассмотрении расходов на изготовление партий по 5 шт. видно, что здесь преобладают амортизационные отчисления и расходы по заработной плате.
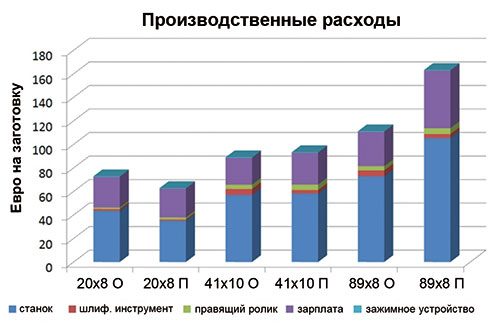
За счет того, что зубошлифовальный станок обкатного типа требует немного больше инвестиций, обработка шестерни профильным шлифованием может быть весьма экономичней. Зубошлифование обкаткой сохраняет ценовое преимущест-во при обработке сателлита (на 5%) и колеса (на 32%).
Выводы
Зубошлифование обкаткой зарекомендовало себя при обработке различных видов заготовок диаметром до 1000 мм. Этот метод обработки занимает меньше времени, чем профильное шлифование, но требует больше времени на наладку, а также на смену заготовки вала-шестерни. При шлифовании обкаткой расходы на более жесткие зажимные приспособления повышаются.
Тем самым, весь производственный цикл значительно зависит от числа зубьев. При обработке вала-шестерни он практически одинаков, при обработке колеса зубошлифование обкаткой в целом при достаточном количестве заготовок проходит существенно быстрее. Компания KAPP NILES является специалистом в шлифовании зубчатых зацеплений и предлагает станки серии ZX, способные выполнять профильное шлифование и зубошлифование обкаткой.

NILES Werkzeugmaschinen GmbH
Nordring 20
12681 Berlin, Германия
Tелефон +49 030 93033-0
Факс +49 030 93033-4003
E-mail: info@kapp-niles.com
Internet: www.kapp-niles.com
"

