Принцип УЗРО: микротрещины и алмазные инструменты
Применение ультразвуковых колебаний позволяет интенсифицировать процесс за счет создания сетки микротрещин и выколов на поверхности.
В качестве абразивных зерен используется карбид кремния, если происходит обработка с поливом абразива.
Гораздо более производительной является обработка трубчатым инструментом, на поверхность которого напылен алмаз.
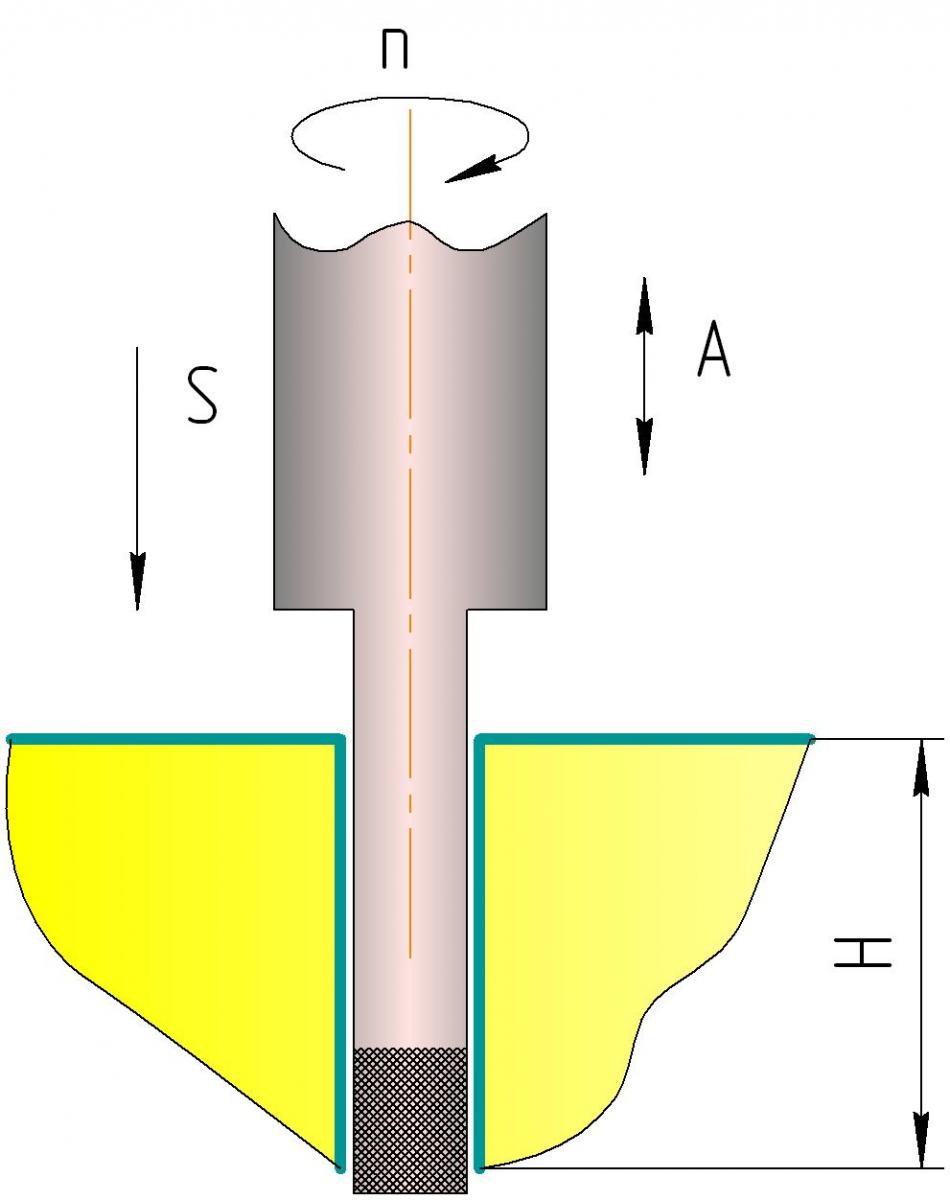
Рис. 1. Ультразвуковая прошивка отверстий
Размер гранул абразива может быть различным в зависимости от поставленных задач.
Для достижения максимальной производительности необходимо применять крупный абразив и большую амплитуду.
Экспериментальные исследования: три материала
Для экспериментального исследования были выбраны три различных материала:
- Стекло кварцевое КУ-1
- Керамика ВК-94
- Твердый сплав
Использовались алмазы зернистостью:
- ★ 200/160
- ★ 160/125
- ★ 125/100
- ★ 100/80
- ★ 80/63
Замерялась шероховатость полученной поверхности на профилограф-профилометре.
Результаты эксперимента показали, что с уменьшением зерна абразива качество поверхности улучшается.
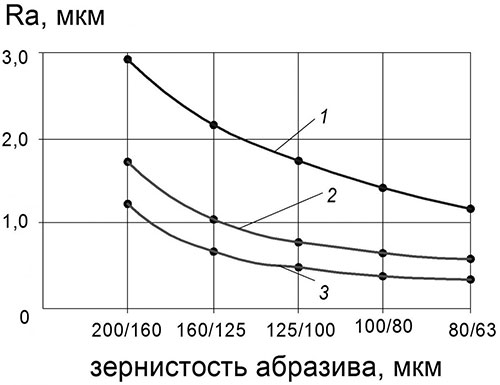
Рис. 2. Зависимость шероховатости обработки от зернистости алмаза: 1 – стекло КУ-1, 2 – керамика ВК 94, 3 – твердый сплав
Наилучшая шероховатость наблюдается у твердого сплава, но производительность обработки очень низкая.
При зернистости 80/63 шероховатость обработки керамики достигает 0,5 мкм.
Это дает возможность применять данный алмаз для получения точных поверхностей.
Алмазные инструменты: формы и конструкции
Алмазные инструменты для ультразвуковой размерной обработки (УЗРО) имеют различную форму в зависимости от обрабатываемых поверхностей:
- ✓ Цилиндрическую
- ✓ Сферическую
- ✓ Для получения фасок используют специальный фасонный инструмент

Рис. 3. Инструменты с алмазным напылением
Эффективность процесса ультразвукового алмазного сверления глухих и сквозных отверстий существенно зависит от характеристик и конструкции инструмента.
Среди алмазных наиболее простыми и надежными являются инструменты с одной торцовой и несколькими винтовыми канавками на цилиндрической поверхности.
Они обеспечивают:
- Стабильность охлаждения алмазоносного слоя на торце и на боковой поверхности инструмента
- Удаление шлама из зоны резания
Соотношения между наружным диаметром алмазоносного слоя D, диаметром корпуса Dд = D — 2δ и высотой этого слоя H.
Расчет параметров инструмента
Производительность ультразвуковой прошивки возрастает при увеличении частоты вращения инструмента n.
При оптимальных режимах и характеристиках инструментов обработку целесообразно вести на максимально возможных n.
Однако даже при n = 1000 об/мин процесс идет достаточно стабильно с небольшим износом инструмента (qv = 0,015%) и высокой производительностью (для ситалла СО-115 и кварцевого стекла Qs = 50-60 мм/мин).
Шероховатость обработанной поверхности мало зависит от n, и только при очень малых n (n 800 об/мин) она значительно возрастает.
Влияние вращения: до 60000 об/мин
При ультразвуковом сверлении глухих отверстий увеличение амплитуды колебаний приводит к росту производительности в 8–10 раз.
Меньший эффект объясняется кинематическими особенностями работы алмазных зерен (направление колебаний перпендикулярно направлению подачи, а при сверлении они совпадают).
При использовании УЗРО режимы, как правило, подбираются экспериментальным путем, что занимает много времени.
Расчетных методик для определения режима пока не существует.
Поэтому выбор режима ультразвуковой прошивки отверстий является актуальной задачей для повышения качества и производительности.
В лаборатории ФГУП «НПО Техномаш» на разработанной экспериментальной вращающейся ультразвуковой головке станка УЗС-4 М для определения влияния различных факторов на производительность ультразвуковой обработки прошивались отверстия в различных материалах.

Рис. 4. Станок УЗС-4М
Статическая нагрузка: экстремальная зависимость
Влияние статической нагрузки на величину осевой подачи инструмента определялось в 6 различных материалах при обработке трубчатым инструментом с параметрами режима:
| Параметр | Значение |
|---|---|
| Диаметр инструмента | 5 мм |
| Частота колебаний | 18-22 кГц |
| Частота вращения | 3700 мин⁻¹ (постоянная) |
| Глубина | 4 мм |
| Амплитуда | 12 мкм |
| Нагрузка | 10-50 Н (шаг 10 Н) |
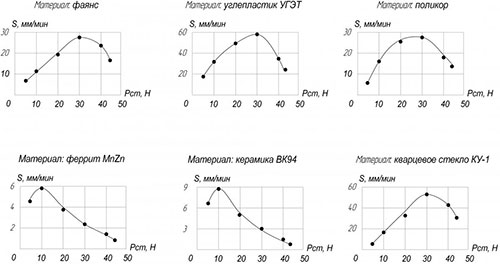
Рис. 5. Влияние статической нагрузки на производительность
Как следует из данных, представленных на рис. 5, зависимость рабочей подачи от величины статической нагрузки имеет экстремальный характер с выраженным максимумом.
Снижение величины допустимой подачи при дальнейшем увеличении нагрузки связано с интенсификацией износа инструмента.
Вынос продуктов обработки затрудняется, дальнейшее увеличение нагрузки может привести к поломке инструмента.
Скорость обработки материалов
Самую высокую скорость обработки имеют:
- Углепластик
- Кварцевое стекло
Это объясняется их свойствами.
Наименьшая обрабатываемость наблюдается у ферритов из-за их твердости и намагничивания продуктов обработки на инструмент.
| Материал | Скорость обработки | Характеристика |
|---|---|---|
| Углепластик | 70 мм/мин | Наилучшая обрабатываемость |
| Кварцевое стекло | 50-60 мм/мин | Высокая скорость |
| Ферриты | ~6 мм/мин | Наименьшая скорость |
Трубчатые и цельные инструменты: сравнение
Для наглядного сравнения производительности обработки различными инструментами был проведен эксперимент по влиянию статической нагрузки на производительность трубчатого и цельного инструмента.
Показано, что трубчатый инструмент при прошивке отверстий дает наилучшую скорость обработки.
Также было исследовано влияние диаметра трубчатого и цельного инструмента на производительность.
В трех различных материалах прошивались отверстия с постоянной частотой вращения 3700 мин⁻¹ на глубину 4 мм, амплитудой 15 мкм.
| Тип инструмента | Диаметры | Шаг |
|---|---|---|
| Трубчатый | 0-10 мм | 2 мм |
| Цельный | 1-10 Н (нагрузка) | 2 Н |
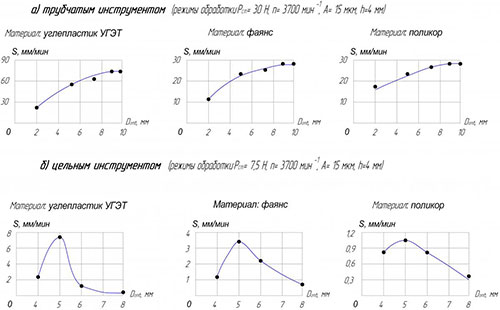
Рис. 6. Влияние диаметра инструмента на производительность обработки
При обработке трубчатым инструментом увеличение его диаметра приводит к повышению производительности в связи с улучшением выноса продуктов обработки.
При обработке цельным инструментом кривая имеет экстремальный характер с выраженным максимумом, т. к. увеличение площади обработки с углублением в материал затрудняет вынос продуктов обработки.
Подача рабочей жидкости: через инструмент
Для улучшения производительности и уменьшения износа алмазного вращающегося инструмента по мере углубления в тело детали, нами был предложен вариант подачи рабочей жидкости через отверстие в теле инструмента.
Прошивались отверстия на разные глубины:
- Сначала жидкость подавали поливом и замеряли скорость обработки
- График показал, что по мере увеличения глубины отверстия производительность убывает
При подаче рабочей жидкости через тело инструмента, как видно на графике, глубина прошивки оказывала незначительное воздействие на производительность.
Мы могли прошивать глубокие отверстия без уменьшения скорости подачи инструмента.
Проведенные испытания показали эффективность такого способа.
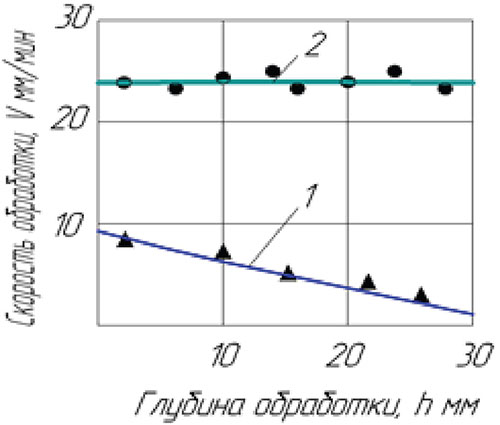
Рис. 7. Зависимость производительности обработки от глубины прошивки отверстия: 1 – обработка с поливом рабочей жидкости| 2 – обработка с подачей рабочей жидкости через инструмент
Влияние скорости вращения
При прошивке отверстий немаловажную роль играет скорость вращения инструмента.
Как правило, с ее увеличением производительность прошивки возрастает.
Прошивались отверстия трубчатым инструментом в двух различных материалах твердого сплава и стекла ЛК, скорость вращения замерялось специальным бесконтактным тахометром.
Параметры режима:
| Параметр | Значение |
|---|---|
| Диаметр инструмента | 3 мм |
| Частота колебаний | 18-22 кГц |
| Частота вращения | 0-3500 мин⁻¹ |
| Глубина | 4 мм |
| Амплитуда | 15 мкм |
Величина нагрузки выставлялась в соответствии с обрабатываемым материалом.
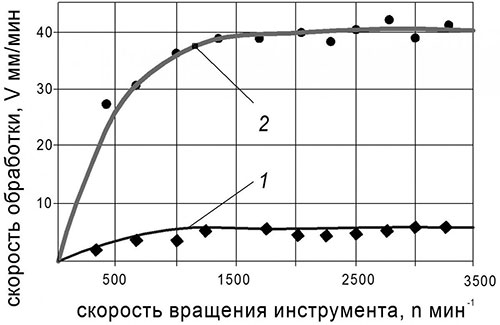
Рис. 8. Зависимость скорости обработки от скорости вращения инструмента: 1 – прошивка отверстий в твердом сплаве| 2 – прошивка отверстий в стекле ЛК 105
При прошивке отверстий в твердом сплаве мы не наблюдаем значительного увеличения производительности при существенном увеличении скорости вращения.
При обработке стекла увеличение скорости вращения сразу же дает увеличение производительности.
Это связано с тем, что в процессе прошивки отверстий в твердосплавном материале инструмент сильно изнашивается, и для предотвращения этого инструмент часто приходится отводить.
Также в результате обработки инструмент часто застревает в отверстии, образуя мертвые зоны.
Зарубежные ультразвуковые станки для УЗРО оборудованы головками с вращением до 60 000 мин⁻¹, это позволяет достигать максимальной производительности.
На сегодняшний день в России аналогов таким станкам нет.
Результаты и выводы: оптимальные параметры
В работе были получены различные значения оптимальной статической нагрузки в разнородных материалах.
Было экспериментально установлено, что наилучшими инструментами для УЗРО являются трубчатые инструменты с алмазным напылением, показавшие наибольшую скорость обработки.
Для получения наилучшего качества и точности обработки нужно использовать мелкозернистый алмаз.
Практически во всех материалах была достигнута высокая производительность.
| Показатель | Значение | Примечание |
|---|---|---|
| Наименьшая скорость (ферриты) | ~6 мм/мин | Намагничивание продуктов обработки |
| Наилучшая скорость (углепластик) | 70 мм/мин | Структура легко обрабатывается |
| Шероховатость керамики | 0,5 мкм | При зернистости 80/63 |
| Производительность стекла | 50-60 мм/мин | Для ситалла СО-115 |
| Износ инструмента | 0,015% | При n=1000 об/мин |
Наименьшая скорость обработки трубчатым инструментом около 6 мм/мин наблюдается у ферритов.
Это объясняется тем, что при углублении инструмента в тело детали происходит намагничивание продуктов обработки на инструмент, что затрудняет дальнейшую обработку.
Наилучшая скорость наблюдается при обработке углепластика, где структура материала без труда обрабатывается алмазным трубчатым инструментом и достигается производительность 70 мм/мин.
Подачу рабочей жидкости следует осуществлять через отверстие в инструменте, что дает возможность прошивать глубокие отверстия без потери производительности.
Проведенные эксперименты помогли определить оптимальные параметры режима УЗ прошивки отверстий в шести различных материалах трубчатым и цельным инструментом, которые обеспечивают быструю настройку станка.
А. И. Опальницкий, А. А. Перепечкин
ФГУП «НПО «Техномаш»
Литература
- Саушкин Б. П., Шандров Б. В., Моргунов Ю. А. Перспективы развития и применения физико-химических методов и технологий в производстве двигателей Журнал «Известия МГТУ «МАМИ», 2012, № 2, стр. 242–248.
- Моргунов Ю. А., Опальницкий А. И., Перепечкин А. А. Современное состояние и перспективы применения в отрасли ультразвуковой размерной обработки изделий. Журнал «Известия МГТУ «МАМИ», 2012, № 2, стр. 140–144.
- Опальницкий А. И., Перепечкин А. А. Состояние и перспективы развития ультразвуковой размерной обработки. Журнал «РИТМ», 2013, № 3 (81), стр. 30–34.

