Оборудование и методики лазерной обработки
Используемые лазерные установки
Упрочнение проводилось на лазерах Комета-2 ЛТ1-2, МТЛ-2, ЛС-2, YLR-150/1500-QCW-AG. Металлографические исследования выполнялись на приборе НЕОФОТ-2, микротвердость измерялась на приборе ПМТ-3.
Лазерное упрочнение инструментальных сталей приводит к появлению на поверхности слоя с измененной структурой. Глубина упрочнения регламентируется режимами поверхностной обработки.
| Параметр | Значение/Характеристика |
|---|---|
| Лазерные установки | Комета-2 ЛТ1-2, МТЛ-2, ЛС-2, YLR-150/1500-QCW-AG |
| Металлографический анализ | НЕОФОТ-2 |
| Измерение микротвердости | ПМТ-3 |
| Микротвердость стали 9ХС | До 1200 Hm50 |
| Шероховатость поверхности | До 60 мкм |
При получении зоны оплавления на поверхности стали 9ХС фиксируется значительная микротвердость до 1200 Hm50, шероховатость поверхности до 60 мкм. У упрочненных подобным образом пильных дисков эксплуатационные свойства повысились в 2–5 раз.
Пильные диски: поиск оптимальных параметров
Оптимальная глубина упрочнения
Исследование влияния режимов обработки пильных дисков в условиях ДОК на их работоспособность при разрезке древесины показало интересные закономерности.
Чем больше глубина упрочнения, тем цифры превышения стойкости пильных дисков скромнее. Существует некая оптимальная глубина упрочнения дисков, позволяющая получать максимальные уровни работоспособности — примерно в 5 раз превышающие уровень штатных дисков.
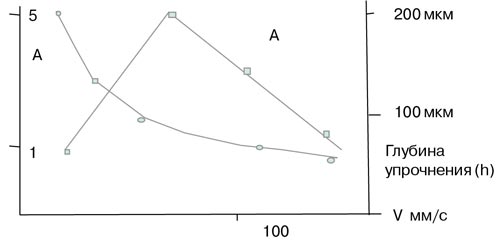
Рис. 1. Изменение глубины упрочнения и работоспособности (А) пильных дисков от скорости обработки (V)
Такое поведение можно объяснить чрезмерным охрупчиванием зуба пильного диска при его упрочнении на глубину большую, чем 0,5 мм, учитывая ударный механизм нагружения в процессе работы.
Деревообрабатывающий и слесарный инструмент
Тестовые испытания
Проводились тестовые испытания влияния лазерного облучения на работоспособность обычного слесарного инструмента, изготовленного из низколегированных сталей:
- ✓ Стамески
- ✓ Топоры
- ✓ Ножи
- ✓ Пилы
- ✓ Лезвия рубанков
Результаты испытаний деревообрабатывающего инструмента показали примерно одинаковые цифры увеличения стойкости инструмента при производстве столярных и слесарных работ. В целом их работоспособность также повысилась в 5 раз.
Отличие режимов упрочнения этого класса инструмента состояло в разработке режимов, позволяющих предотвращать оплавление режущей кромки инструмента.
Эффект самозатачивания
Был отмечен различный уровень работоспособности ножей в зависимости от выполняемых операций. При стругании вдоль древесины нож сохранял свою работоспособность дольше.
Исследование изменения формы лезвия показало, что съем металла при работе инструмента происходит больше с необработанной стороны, поэтому кромка дольше оставалась острой и даже становилась острее исходного состояния.
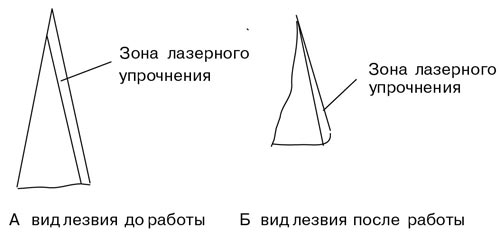
Рис. 2. Изменения геометрии лезвия после длительной эксплуатации
Можно считать, что инструмент проявлял свойства самозатачивания. Это серьезно!
Режущий инструмент: ножницы и кусачки
Расширение возможностей
Упрочнялись также образцы инструмента — ножниц, кровельных ножниц, кусачек. После упрочнения наблюдалось существенное увеличение рабочих свойств инструмента, становились возможными операции по разрезке толстого листового металла.
Ножницами можно было резать тонкую нержавейку и бронзу, медь, а кровельные ножницы способны были резать 4 мм латунь, что вызвало восторг местных механиков и слесарей.
| Тип инструмента | Возможности после упрочнения | Увеличение стойкости |
|---|---|---|
| Обычные ножницы | Резка тонкой нержавейки, бронзы, меди | В 2 раза и более |
| Кровельные ножницы | Резка латуни толщиной 4 мм | В 2 раза и более |
| Кусачки | Работа с толстым листовым металлом | В 2 раза и более |
До заточки такой инструмент простаивал дольше, не менее чем в 2 раза (точных цифр не удалось получить из-за нерегулярности выполнения операции).

Рис. 3. Кровельные ножницы, ножницы, упрочненные лазером
Штампы и пуансоны: упрочнение с легированием
Поверхностное легирование
Упрочнение вырубных пуансонов, пуансонов для горячей и жидкой штамповки с лазерным поверхностным легированием позволяло также увеличить работоспособность такого вида инструмента.
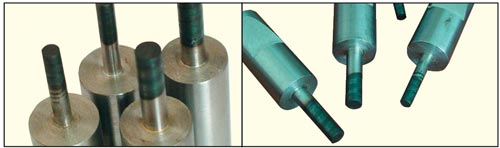
Рис. 4. Вырубные пуансоны после лазерной поверхностной обработки
Повышение составляло от 120 до 500%. Главную роль здесь играет выбор исходной твердости тела пуансона и твердости упрочненного слоя.
Для горячей штамповки использовали боридные добавки, что позволяло существенно повысить жаростойкость инструмента за счет измельчения структуры поверхностного слоя.
Технологические ограничения
Упрочнение штампов проводилось на штампах, имеющих твердость не более 50 HRC. При использовании уже закаленных до высокой твердости штампов могли наблюдаться трещины из-за напряжений, вызываемых поверхностным нагревом.
Наиболее подходят для лазерного упрочнения порошковые материалы «Кармо» и аналогичные сплавы. Лазерная технология позволяет упрочнять сложные формы штампов по заранее выбранной трехмерной траектории.
Метчики и медицинский инструмент
Сложные задачи упрочнения
Особую группу инструмента составляли метчики для нарезания резьбы. Упрочнение осложнялось созданием режима для упрочнения резьбы без изменения геометрии поверхности.
Избежать оплавления поверхности удалось с помощью несложной оснастки. Работоспособность такого инструмента повысилась на 150–200%.
Нержавеющие стали
Упрочнение хромистых нержавеющих сталей без оплавления затруднено, но при необходимом распределении плотности мощности излучения по поверхности:
- ☑ Сталь 40Х13 удалось упрочнять до твердости 1200 Hm50
- ☑ Сталь 20Х13 — до твердости 600 Hm50
Медицинские инструменты
С помощью этих режимов упрочнялось большое количество медицинского инструмента. По мнению медиков, свойства инструмента были существенно выше обработанного по традиционной технологии.
Упрочнялись ножи мясоперерабатывающих заводов, достигнутые значения превышения стойкости — в 5 раз до перезаточки. При этом использовалось одностороннее упрочнение ножей для проявления ранее упомянутого эффекта самозаточки.
Титановые сплавы: лазерное оксидирование
Эксклюзивные решения
Эксклюзивный инструмент с лазерным оксидированием производили на титановых сплавах. Испытания титановых ножей после термического и лазерного оксидирования показали преимущество лазерных (по стойкости в 2 с лишним раза).
Причем лезвие ножа также имело свойство самозатачивания в процессе работы.
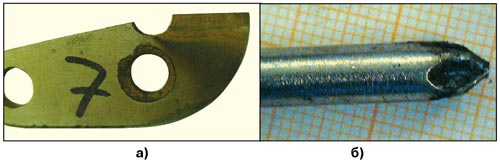
Рис. 5. а) нож хирургических кусачек с лазерным упрочнением, б) головка отвертки с лазерным легированием
Геологоразведочный и буровой инструмент
Фрикционный слой
Особую группу составил захватный инструмент для геологоразведочных организаций. С помощью разработанной технологии удалось провести упрочнение с созданием у поверхности фрикционного слоя, позволяющего увеличить нагрузку на трущиеся пары для удержания бурового оборудования.
| Тип инструмента | Увеличение стойкости | Особенности |
|---|---|---|
| Гладко-захватные ключи | В 3 раза | Не требуется песок для фрикционных свойств |
| Кулачки гидропатрона станка | В 1,7–2,0 раза | Не требуется песок для фрикционных свойств |
| Сухари, плашки, ключи шарнирные | Аналогичные цифры | Не требуется песок для фрикционных свойств |
Стойкость, например, гладко-захватных ключей увеличилась в 3 раза, а кулачков гидропатрона станка — в 1,7–2,0 раза, при этом не надо было сыпать песок для увеличения фрикционных свойств инструмента.
Аналогичные цифры были получены для захватных деталей — сухарей, плашек, ключей шарнирных, используемых на буровой.
Породоразрушающий инструмент
Упрочнение алмазосодержащей матрицы
С помощью лазера оказалось возможным упрочнять и породоразрушающий инструмент, за счет упрочнения алмазосодержащей матрицы и овализации алмазных кромок.
Зафиксированное увеличение работоспособности такого инструмента:
- 25–30% для обычного породоразрушающего инструмента
- До 100% для дисковых алмазных пил
Волоконные лазеры: доступность и эффективность
Новые возможности
Как видно из приведенного опыта, лазерное упрочнение способно повышать стойкость самого разнообразного инструмента. Важно в каждом случае иметь технологию, позволяющую, увеличив стойкость инструмента, довести его до совершенства.
Немаловажно, что для проведения упрочнения не надо большой мощности излучения. Авторами статьи уже опробована новая установка на основе импульсного волоконного лазера YLR-150/1500-QCW-AG, и часть инструмента успешно упрочнялась именно на ней.
Стоимость ее не такая высокая, а эффективность, по данным как нашего исследования, так и других источников, более чем удовлетворительная.
| Тип инструмента | Увеличение стойкости | Примечания |
|---|---|---|
| Пильные диски | В 2–5 раз | Оптимальная глубина 0,5 мм |
| Деревообрабатывающий инструмент | В 5 раз | Эффект самозатачивания |
| Ножницы и кусачки | В 2 раза и более | Расширение возможностей |
| Пуансоны | 120–500% | С поверхностным легированием |
| Метчики | 150–200% | Без изменения геометрии |
| Медицинский инструмент | Существенно выше | По оценке медиков |
| Ножи мясопереработки | В 5 раз | До перезаточки |
| Титановые ножи | В 2+ раза | С лазерным оксидированием |
| Буровой инструмент | В 1,7–3 раза | Фрикционный слой |
| Алмазный инструмент | 25–100% | Зависит от типа |
Заключение
Практическая значимость
Лазерное упрочнение демонстрирует впечатляющие результаты на самом разнообразном инструменте. От пильных дисков до медицинских скальпелей, от буровых ключей до алмазных пил.
Ключевые преимущества технологии:
- ★ Повышение стойкости в 2–5 раз
- ★ Эффект самозатачивания
- ★ Возможность упрочнения сложных форм
- ★ Доступность волоконных лазеров
- ★ Отсутствие необходимости в высокой мощности
Важно понимать: для каждого типа инструмента нужна своя технология. Универсальных решений нет. Но результат того стоит.
Попов В.О.,
Сейфулин Д.Э., Шмелева И.Ю.
НТЦ «ЭЛЕКТРОРЕСУРС»
Санкт-Петербургский государственный политехнический университет
Литература:
- Волоконные лазеры в производстве имплантатов и медицинского инструмента. Скрипченко А.И., Попов В.О., Попков В.М., Сейфулин Д.Э., А.И. Утехин (РИТМ, март 2011 стр. 32-35).
- Лазерное упрочнение бурового инструмента. Скрипченко А.И., Попов В.О., Кондратьев С.Ю., Вайнерман А.Е., Плавский Д.Н. (РИТМ, ноябрь 2010 стр.26-29).
------------------------------------------------------
Статья подготовлена в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами в области сваркиматериалов.
ПРИГЛАШЕНИЕ
Участники Комплексной программы приглашают все заинтересованные организации к присоединению к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlaser-tr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- → Получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований
- → Участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы
- → Подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес

