Globatex AG: комплексные поставки станков
Партнеры и производители
Компания предлагает станки и оборудование ведущих мировых производителей:
- ✓ Немецкие фирмы: Roders, Zimmer + Kreim, Peter Wolters AG, Ziersch GmbH
- ✓ Голландская фирма: Unisign
- ✓ Японская фирма: Seibu
- ✓ Швейцарские фирмы: Bumotec, Rollomatic, Voumard
- ✓ Итальянская фирма: Samputensili (отделение SAMP S.P.A)
- ✓ Южнокорейская фирма: Nexturn
Globatex AG предлагает станки более 100 моделей с возможностью объединения некоторых из них в гибкие производственные системы. Используются средства автоматизации процессов смены инструментов и деталей, их транспортировки и хранения.
По заказам предприятий компания поставляет также расходные материалы и запасные части для:
- Электроэрозионных копировально-прошивочных станков
- Проволочных вырезных станков
- Станков других типов
Roeders: лидер высокоскоростной обработки
Выставка EMO 2011 в Ганновере
В настоящей статье приведена краткая информация об оборудовании фирмы Roeders (Германия). Компания специализируется главным образом в области высокотехнологичных станков для высокоскоростной обработки деталей машин и приборов, а также деталей прецизионных штампов и пресс-форм.
В основу статьи положены материалы о представленном фирмой Roeders оборудовании на международной выставке станков EMO в Ганновере (19–24 сентября 2011 г.).
На выставке фирма представила:
- → Станки моделей RXP500 (на стендах Zimmer + Kreim и Indunorm)
- → Станки RXP600DSH, RXP500DSC, RXP200DS с устройством RCS1
- → Станок RXU1200DSH на собственном стенде
- → Обработанные детали

Рис. 1. 5-осевой станок мод. RXU120DSH
Масштабы производства
Фирма Roeders выпускает в среднем 150 станков в год. К настоящему времени поставлено более 1700 станков в более чем 40 стран.
| Показатель | Значение |
|---|---|
| Производство в год | ~150 станков |
| Всего поставлено | Более 1700 |
| Страны поставок | Более 40 |
| С системами автоматизации | Около 100 |
| Для стоматологии | Около 100 |
Усилия фирмы направлены на достижение высокой точности станков, в особенности станков для 5-осевой обработки, их динамики. В том числе за счет существенного улучшения программного обеспечения системы компьютерного управления собственной разработки и изготовления.

Рис. 2. Головка станка мод. RXU120DSH с направляющими типа QUADROGUIDE
Принцип оптимизации
Фирма придерживается основного принципа создания станков оптимизированной в зависимости от конкретного применения конструкции с их соответствующим технологическим оснащением.
Другими словами, в зависимости от специфических технических условий, предъявляемых заказчиком к конкретным деталям, фирма предлагает станок соответствующей конструкции и необходимое технологическое оснащение.
Индивидуальный подход — это серьезно.
Серии станков Roeders
RXP: высокоскоростная обработка
Станки RXP (3–5-осевые) являются результатом длительной работы фирмы по созданию конструкций станков для высокоскоростной обработки.
Многочисленные патенты и оптимальные конкретные решения позволили создать станки с:
- ☑ Экономичными малоизносными линейными электроприводами
- ☑ Наибольшей достижимой точностью
- ☑ Отличными динамическими свойствами
- ☑ Наилучшим качеством поверхности
На станках серии RXP, созданных в последнее время и отличающихся повышенными динамическими свойствами, возможно также координатное (контурное) шлифование.
RXU: повышенная жесткость
RXU (3–5-осевые) станки. По сравнению со станком модели RXP 1200 станки серии RXU имеют в 3 раза большую жесткость.
Совершенно новая портальная конструкция с использованием системы направляющих типа QUADROGUIDE оптимизирует передачу массивному порталу станка усилий от расположенных в 4 углах направляющих оси Z через суппорт оси Y.
Результат:
- Высокая производительность станка при черновой обработке
- Высокая стойкость инструмента
Мощные линейные электродвигатели по всем осям станка обеспечивают его наиболее высокие динамические свойства при чистовой высокоскоростной обработке.
RXS: максимальная динамика
RXS (5-осевые) станки разработаны с акцентом на очень высокую динамику для тех областей применения, где в первую очередь требуется минимизация времени обработки.
Например, для серийного или массового производства крыльчаток систем турбонаддува в дизельных двигателях.
Жесткая конструкция подвижных осей станков этой серии аналогична станкам серии RXP, но ее основные узлы выполнены из легких и прочных алюминиевых сплавов.
Двигатели прямых приводов линейных и поворотных осей значительно усилены.
Результат: динамика станков этой серии характеризуется ускорением свыше 3g.
Другие серии
RXD (4–5-осевые) станки для стоматологии.
RHP (3-осевые) станки — высокотехнологичные обрабатывающие центры для полной обработки сложных по геометрической форме поверхностей с минимальными затратами времени, с высокой точностью и качеством поверхности.
Гидростатические направляющие и линейные двигатели по всем осям станка позволяют осуществлять:
- ★ Высокоскоростное фрезерование
- ★ Координатное и контурное шлифование
- ★ Измерения с одной установки детали
Это приводит к экономии времени, к снижению затрат и выигрышу в точности.
Системы автоматизации RC
Системы RC автоматизации могут быть эффективно приспособлены к требованиям заказчика в области автоматизации как отдельных станков, так и сложных многостаночных производственных ячеек.
Используются устройства смены инструментов и деталей различного веса.
Программное обеспечение распределения работ (Job Manager), созданное фирмой Roeders, позволяет заказчику иметь надежные и простые в работе решения от одного поставщика средств автоматизации и станка.
Технические инновации и дополнительное оснащение
Устройства и приспособления
Фирма Roeders предлагает различные устройства и приспособления к станкам для повышения их эффективности:
| Устройство | Назначение |
|---|---|
| Термозажимные устройства | Разработаны фирмой |
| Дополнительные оси вращения | Расширение возможностей |
| Безопасные инструменты большой длины | Обработка сложных деталей |
| Устройства для отсоса пыли | Графит, керамика, масляный туман, пары эмульсии |
Встроенные системы
В станках фирмы Roeders предусмотрены:
- Устройства компенсации тепловой деформации (удлинения) вращающегося шпинделя, измеряемой бесконтактным датчиком, установленным на оси Z в держателе с контролируемой температурой и имеющим разрешение в нанометровом диапазоне (для повышения точности обработки).
- Спрей для очистки инструмента от стружки с использованием жидкости с последующей автоматической сушкой.
- Лазер, обеспечивающий надежное высокоточное измерение инструмента, и калибровочный шарик, расположенные в закрываемом отсеке за пределами рабочей зоны станка.
- 3D-щуп, используемый также для высокоточного измерения заготовок непосредственно на станке и для его автоматической калибровки.
- Устройства для подачи технологической жидкости (с точным контролем ее температуры) – эмульсии, масла и стандартных СОЖ – или для подачи минимального количества масла для создания масляного тумана в зоне обработки.
- Устройства смены инструментов (до 199 мест) с различными скоростями движения и размерами.
Новые области применения и возможности
Расширение функционала
Новые области применения и новые возможности станков фирмы Roeders:
- ✔ Значительно увеличены скорости съема при черновой обработке при сохранении высокой динамики и точности, в особенности в станках больших типоразмеров
Это позволяет с меньшими временными затратами обрабатывать, например, корпуса головок цилиндров двигателей, ковочные штампы и пресс-формы полностью на одном станке с одной их установки (конкуренция станкам фирмы Hermle).
- ✔ Контурное (координатное) шлифование на станках серии RXP и RHP (конкуренция станкам фирмы SIP, Dixi и др.)
- ✔ Расширение областей применения станков фирмы в аэрокосмической промышленности (благодаря высокой точности и высокой динамике 5-осевого станка)
- ✔ специальные станки для стоматологии
- ✔ Новые решения в станках для производства ювелирных изделий
- ✔ Расширенные возможности обработки чеканочных штампов (ведущие монетные дворы в мире оснащены станками фирмы Roders, которая является лидером в этом секторе рынка)
- ✔ Большие возможности в области изготовления инструментальных валков для резки листовых материалов и для непериодического проката (надежная точность)
- ✔ Шпиндели для фрезерования, их интенсивное развитие: оптимизация плавности хода, что важно для получения высокого качества поверхности
- ✔ Новые возможности для изготовления литейных форм малых размеров, например, форм для светодиодов фирмы Toshiba
Станок RXU1200DSH: технические характеристики
Система направляющих QUADROGUIDE
На рис. 1 представлен станок мод. RXU1200DSH, а на рис. 2 его шпиндельная головка с направляющими новой конструкции типа QUADROGUIDE.
Важной особенностью конструкции типа QUADROGUIDE являются 4 прямолинейные планки, расположенные в 4 углах квадратного сечения перпендикулярно оси Z.
Они с помощью 8 направляющих танкеток, установленных по сторонам куба (по 2 танкетки по углам), обеспечивают оптимальную передачу усилий от оси Z направляющим оси Y и далее непосредственно массивному порталу.
Термостабилизация
В предлагаемых фирмой станках серий RXU и RXP предусмотрены также системы термостабилизации направляющих, их танкеток, а также зоны обработки.
Последнее обеспечивается за счет непрерывной подачи в нее термостабилизированного воздуха, что позволяет уменьшить диапазон изменения температуры воздуха вне станка, равный +/- 1°, до +/- 0,1° в его рабочей зоне.
Это существенно!
Автоматическая калибровка
С целью повышения точности станка мод. RXU1200DSH предусмотрена опция автоматической калибровки точек зоны обработки с использованием щупа при различных положениях поворотно-наклонного станка и перемещениях по осям X, Y и Z.
С введением в базу данных соответствующих коррекций по всем 5 осям станка.
Основные технические данные
В таблице 1 приведены основные технические данные станка RXU1200DSH (с 5-осевым управлением).
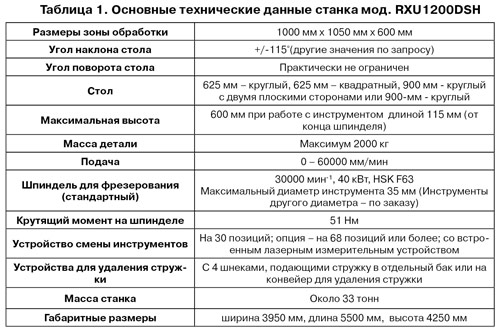
Таблица 1. Основные технические данные станка RXU1200DSH
В таблице 2 приведены схемы зоны обработки и значения предельных значений перемещений по осям станка мод. RXU1200DSH при различных положениях наклонно-поворотного стола.
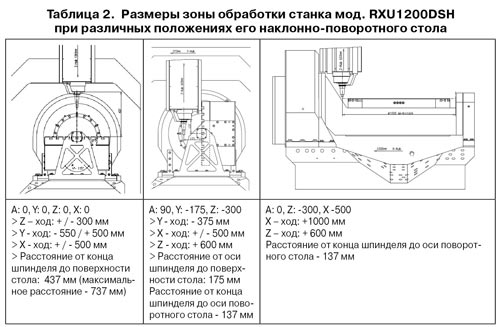
Таблица 2. Схемы зоны обработки и предельные перемещения
Примеры обработки деталей
Корпусные детали и штампы
На станке возможна эффективная обработка корпусных деталей, например, корпуса головки цилиндров двигателя, ковочных штампов, глубокое сверление и др.
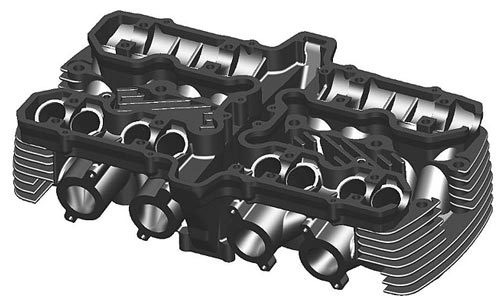
Рис. 3. Корпус головки цилиндров двигателя
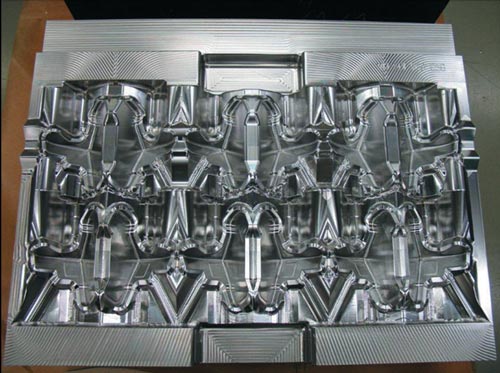
Рис. 4. Ковочный штамп

Рис. 5. Пуансон ковочного штампа для горячей штамповки зубчатого колеса диаметром 180 мм
Преимущества серии RXU
По сравнению со станком мод. RXP1200 станки серии RXU позволяют на 50–70% уменьшить время черновой обработки штампов и пресс-форм (например, ковочного штампа, показанного на рис. 4) и обеспечить на них чистовую высокоскоростную обработку.
Кроме того снижаются затраты на инструменты из-за их меньшего износа благодаря высокой жесткости станка.
Высокое качество поверхности
К пуансону штампа на зубчатое колесо предъявляются высокие требования к качеству его поверхности (Ra 0,06 мкм) и точности.
Финишная высокоскоростная обработка штампов на станках фирмы Roeders исключает необходимость какой-либо их дополнительной доработки (благодаря, например, отсутствию выступов, обычно образующихся на поверхности, обработанной разными инструментами).
Контурное шлифование
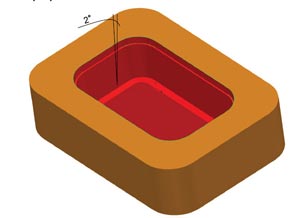
Рис. 6. Эскиз пресс-формы для упаковки, обработанной методом контурного шлифования на станке RXP 500DS
Для реализации процессов контурного шлифования на станке, например, мод. RXP 500DS, в его системе RMS6 компьютерного управления введено управление быстрыми движениями инструмента по оси Z.
Станок оснащен:
- → Устройством правки круга
- → Системой подачи масла в зону обработки
- → Устройством удаления его паров
- → Системой противопожарной безопасности
При этом обеспечивается то же качество обработки, что и на специальных контурно-шлифовальных станках, но со снижением финансовых затрат (в 2–3 раза).
Сложные поверхности
Для иллюстрации возможностей станка мод. RXP 600DSH на рис. 7 приведено фото обработанной на нем детали сферической формы с глубокими пазами сложной геометрической формы.
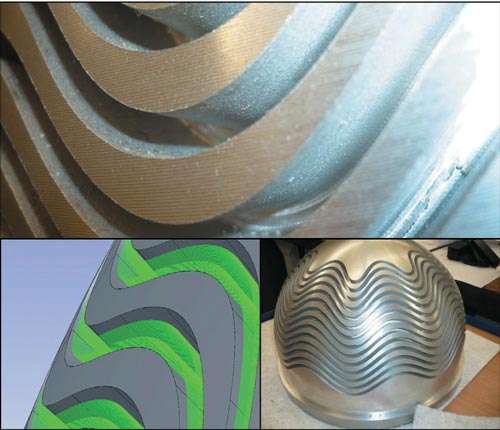
Рис. 7. Деталь сферической формы с глубокими пазами
Крыльчатки турбонагнетателей
На рис. 8 и 9 показаны фотографии крыльчатки турбонагнетателя дизельного двигателя и зоны обработки на станке мод. RXS500DSI2.
Этот станок разработан специально для массового производства крыльчаток и оснащен двумя шпинделями фирмы Fischer тип MFW1230/42 с частотой вращения 42000 мин⁻¹ и конусами HSKE40.
Применение двух шпинделей позволяет исключить потери времени на смену инструмента при обработке крыльчаток (в станке нет соответствующего устройства и магазина).
Высокие динамические свойства станка обеспечивают в 4 раза большее его быстродействие по сравнению с базовым станком RXP500DS.
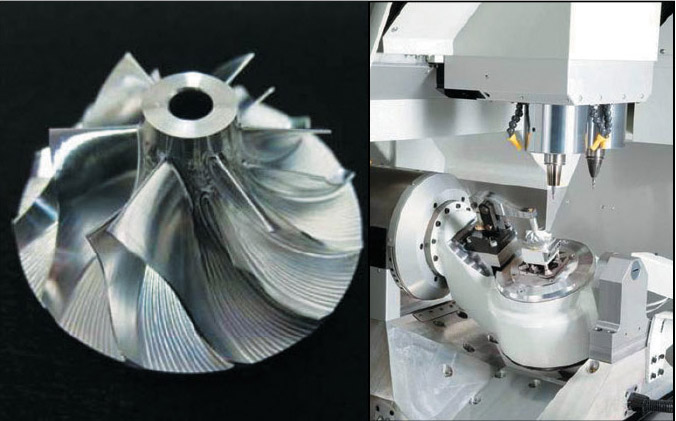
Рис. 8. Крыльчатка турбонагнетателя

Рис. 9. Зона обработки
Другие примеры
Детали, представленные на рис. 10 и 11, обработаны соответственно на модернизированных станках мод. RXP600DSH и мод. RHP 800.

Рис. 10 и 11. Примеры обработанных деталей
На рис. 12 показано фото электрода из графита, обработанного на станке мод. RXP200DS.
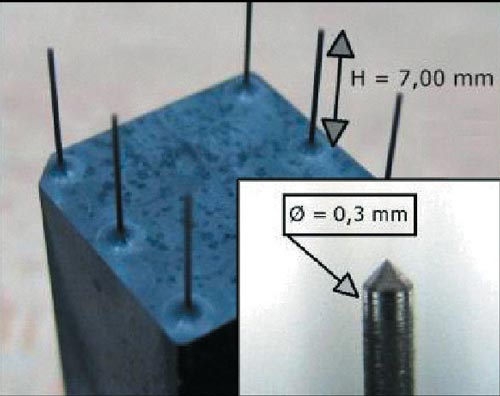
Рис. 12. Электрод из графита
Взамен станков моделей RXP 200DS фирма, начиная с 2011, выпускает станок мод. RXP 400DSC, отличающийся несколько большими размерами зоны обработки.
Контакты и дополнительная информация
Представительство Globatex AG
Дополнительная информация о станках фирмы Roeders размещена на сайтах:
- ★ www.globatex.ru
- ★ www.roeders.de
По всем вопросам о поставках высокотехнологичных станков фирмы Roeders и других фирм, указанных в статье, условиям их поставки, монтажа и пуска в эксплуатацию просьба обращаться в представительство Globatex AG со ссылкой на настоящую публикацию.
| Контакт | Информация |
|---|---|
| Адрес | 129223, Москва, пр. Мира, д. 119, стр. 69 |
| Телефон | +7 (495) 739-0067 |
| Факс | +7 (495) 232-3625 |
| Сайт | www.globatex.ru |
Алексей Львович Смирнов
к.ф.-м.н
Владимир Сергеевич Полуянов
к.т.н.
Представительство фирмы Globatex AG в России:
129223, Москва, пр. Мира, д. 119, стр. 69.
Тел. +7 (495) 739-0067
Факс: +7 (495) 232-3625
www.globatex.ru

