Скажу прямо: без качественной диагностики и контроля современное машиностроение просто невозможно. Вы наверняка сталкивались с ситуацией, когда брак обнаруживается только на финише, и вся партия идет в отходы. Здесь подход принципиально иной — контроль на каждом этапе.
Инструменты идентификации: иерархия контроля
Четыре уровня контрольно-измерительных средств
Инструментами идентификации являются контрольно-измерительные, диагностические и испытательные средства входо-выходного и операционного контроля техпроцессов. В связи с высокой технологичностью и прецизионностью производимых изделий качественный уровень возможно определить только путем применения специализированных средств измерения и диагностики состояния объектов через автоматизацию и комплексирование средств контроля.
Без вариантов: требуется математическое обеспечение, технические решения high technology-уровня и экспертные знания. Всё вместе.
Контрольно-диагностические функции включены в этапы тестирующего передела машиностроения и являются ключевыми при принятии инженерно-технических и управленческих решений в системе менеджмента качества выпускаемой продукции и технологическом контроллинге средств оснащения предприятий. Опыт эксплуатации технологических систем, созданных на основе автоматизированных станков, показывает: надежность их зачастую недостаточна.
| Объект контроля | Тип средств | Параметры оценки |
|---|---|---|
| Машиностроительные детали | Макрогеометрия, микрогеометрия, структура материала | Точность размеров, шероховатость, микротвердость |
| Технологическое оборудование | Безразборная диагностика, неразрушающий контроль | Точность, устойчивость, повторяемость алгоритмов |
| Заготовки (полуфабрикаты) | Входной параметрический контроль | Распределение припуска, наследуемые погрешности |
| Инструмент и оснастка | Контроль износа и процесса резания | Степень износа, поломки, параметры резания |
Простои из-за отказов функциональных блоков и поиск повреждений снижают эффективность производственных процессов. Повышение надежности возможно за счет технической диагностики. Это определяет связанность контрольно-диагностических процедур объектов и средств производства, а также сквозной характер менеджмента качества в производственных процессах.
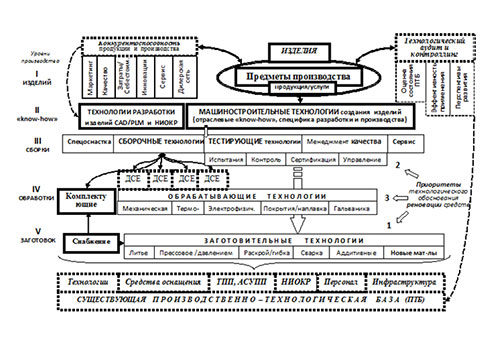
Рис. 1. Приоритетность взаимосвязей средств оснащения производственных переделов машиностроения при выборе эффективных решений при реновации и реинжиниринге
Отметим приоритет заготовительного передела в жизненном цикле выпускаемой продукции. Почему? Потому что результирующий уровень погрешностей конечного изделия формируется на самых ранних стадиях техпроцесса. Технологическое ранжирование переделов позволяет экономически целесообразно выстроить структуру средств оснащения машиностроительных предприятий, включающих, кроме заготовительного, также обрабатывающее, сборочное и тестирующе-испытательное технологическое оборудование. Что важно при реновации.
Факторы выбора средств контроля и измерения
Точность обработки и состояние заготовки
На выбор средств контроля и измерения машиностроительных деталей при их формообразовании влияют два фактора. Первый — требования качества обработки (точности, шероховатости) детали и ее конструктивный вид. Второй — вид и конструкция заготовки, ее параметрическое входное состояние по наследуемым погрешностям, припуску и состояние поверхностных слоев (наличие окалины, облоя и иных заготовительных дефектов).
Последнее, в свою очередь, определяет уровень возмущающего фона в зоне измерения и степень достоверности получаемой при контроле информации. В связи с расширением применяемости технологического оборудования с высокоэнергетичными инструментами (лазерными, плазменными, электроэррозионными) возросла степень влияния тепловых возмущений в балансе воздействий на станочную систему.
Лезвийная обработка значительно повышает роль силовых и динамических факторов, а абразивная требует комплексного учета возмущающего фона и входного состояния заготовки для равномерного распределения малых припусков. Не всё так просто, как кажется.
Станочные и выносные средства измерения
Рамки статьи ограничим операционными этапами техпроцесса, когда на станкоместах формируются полуфабрикаты (деталесборочные единицы), в дальнейшем поступающие на сборочный этап формирования конечного машинотехнического изделия. При этом используются как станочные (встроенные) средства контроля, так и выносные, осуществляющие измерение на специализированных местах.
Станочные измерительные средства контроля качества деталей уступают выносным по степени информационной достоверности и уровню прецизионности измерений. Это обусловлено нестабильностью уровня возмущений в рабочей зоне станка и нестационарностью их воздействий как на объекты контроля, так и на технические средства измерения.
Пирамида эффективного производства Renishaw
Профилактический и прогнозирующий контроль
Cut-технологии металлообработки вынуждают корректно вписывать параметры конечной детали в габариты заготовки с учетом достаточности припуска для недопущения брака. Важнейшей входной контрольно-диагностической задачей при обработке деталей на автоматизированных станках является правильная первоначальная установка заготовки для равномерного распределения припуска.
Технологически наследуемые погрешности заготовки ограничивают возможности компенсации величины припуска в случае неверно выбранной исходной точки, от которой начинается съем материала. Это порождает брак в виде черновин на поверхностях обработанной детали, срезание завышенного слоя материала с заготовки, предварительно химико-термически обработанного или упрочненного.
И чем топологически сложнее форма детали и меньше припуск, тем труднее реализуется задача оптимального распределения припуска по заготовке в автоматическом режиме. Для этого формируются специальные средства поддержки принятия решений в системе управления станка, а сам станок оснащается контрольно-измерительными станочными средствами. Такие решения являются наукоемкими, так как вынуждают разработчиков станков и средств измерения решать технологические задачи значительной неопределенности.
Системно и инструментально задача управления качеством решена в концепции Productive Process Pyramid компании Renishaw, представляющая собой базовую схему для выявления и контроля отклонений параметров обработки на производстве. Виды контроля у основания схемы-пирамиды направлены на обеспечение максимальной стабильности параметров среды, в которой осуществляется технологический процесс.
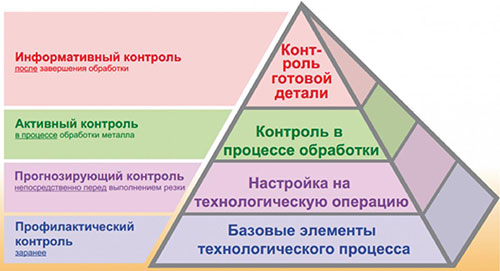
Рис. 2. Пирамида эффективного производства по-Ренишоу
Профилактический мониторинг позволяет устранить причины колебаний параметров, влияющих на процесс обработки. Так, например, строгая процедура оценки эксплуатационных характеристик станка, калибровка и, если необходимо, восстановление станка позволяют привести его параметры в соответствие с требованиями к технологическому процессу.
Этап прогнозирующего контроля предполагает входной контроль заготовок и распределение припуска, данных инструмента, станка и позволяет прогнозировать успешное выполнение технологического процесса в соответствии с заданными требованиями. Полная интеграция средств с пакетом GibbsCAM позволяет создавать задачи по контролю процесса обработки одновременно с программированием задач формообразования на станке.
| Технология Renishaw | Назначение | Преимущества |
|---|---|---|
| RENGAGE | Высокоточные измерения по 3 координатам | Работа с тензодатчиками OMP400, RMP600, MP250 |
| MicroHole и PassiveSeal | Защита в бесконтактной системе NC4 | Класс защиты IPX8 для жестких условий |
| Toolwise | Обнаружение неисправного инструмента в TRS2 | Различение инструмента, СОЖ и стружки |
| FHSS | Радиопередача по методу частотных скачков | Без выделенного радиоканала |
Диагностика многокоординатных станков с ЧПУ
Лазерная интерферометрия и проверка осей
Закономерное возрастание сложности технологических систем связано с необходимостью достижения уровня high technology в целях ресурсо- и энергосбережения и обеспечения требуемого качества. Эта тенденция комплексирования функций в обрабатывающей системе реализуется увеличением числа выполняемых функций на одном рабочем месте (многоцелевые, многоосевые и комбинированные станки), усложнением состава и структуры операций.
Кроме того, увеличивается энергоемкость металлообработки (лазерная, электрофизическая, плазменная обработка) и число функциональных модулей в системе управления производственным процессом, что предполагает интеграцию средств IT-управления и гибкую комплексную автоматизацию.
Станочная система, входящая в состав обрабатывающей технологической системы, является сложносоставной, объединяющей в единой конструкции технологическую, энергетическую и информационно-управляющую, контрольно-диагностическую и адаптивную функции. Для анализа статических и динамических характеристик систем точных перемещений компанией Renishaw разработана лазерная интерферометрическая измерительная система с компенсацией параметров окружающей среды и исключительно высокими характеристиками.
Точность линейных измерений до ±0,5 ppm от диапазона измерений, считыванием показаний на частотах до 50 кГц, максимальная скорость линейных измерений до 4 м/с и с линейным разрешением до 1 нм. Такие технические возможности особенно актуальны для многоосевых станков при сложнопрофильном формообразовании и прецизионных станков.
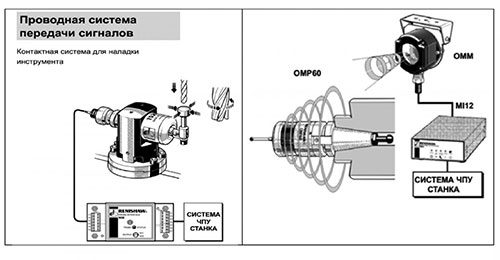
Рис. 3. Система взаимодействия средств измерения, диагностики и контроля на станках с ЧПУ: а — проводная| б — беспроводная
Для многокоординатных станков ранее отсутствовала удобная и надежная процедура, позволяющая выполнять оценку характеристик поворотных осей, а также выявлять проблемы, связанные с неверной наладкой станка, столкновениями узлов или их износом. Система AxiSet Check-Up (Renishaw) позволяет выполнять быструю проверку технического состояния многокоординатных станков.
Автоматическое распределение припуска: от теории к практике
Поддержка принятия решений в СЧПУ
Вышесказанное предполагает при выборе средств хорошее знание машиностроительных технологий и связанности всех средств оснащения по переделам. Технологическая среда тестирующего передела интегрирует весь производственный цикл, формирует сквозные данные для управления производством и потому является критической с позиций эффективности производства и качества выпускаемой продукции.
Система AxiSet Check-Up обеспечивает:
- измерение и выдачу отчетов с результатами оценки рабочих характеристик|
- возможность выявления погрешностей центров вращения поворотных осей, являющихся критическими при 5-координатной интерполяции|
- функции учета допусков для надежного определения возможности обработки критических элементов деталей|
- функции сравнения и истории станка для постоянного слежения за его характеристиками|
- графическое представление отчетов в сочетании с проверкой допусков для быстрого выявления изменений характеристик.

Рис. 4. Современные возможности контрольно-измерительных средств на разных стадиях техпроцессов металлообработки
На рис. 4 показаны типовые контрольно-диагностические операции на станках с ЧПУ, реализуемые на основе современных решений в области измерений. В комплексном применении это дает следующие преимущества:
- уменьшение времени простоя станка|
- автоматизацию крепления заготовки, ее выравнивания по отношению к осям станка|
- отсутствие ошибок, связанных с неточными действиями оператора-наладчика|
- снижение доли брака|
- снижение издержек на ремонт и сервис оборудования|
- повышение производительности и эффективности производства.
Звучит убедительно? Практика показывает: да. Особенно при обработке деталей со сложной геометрией, где каждый лишний проход — это потерянное время и риск ухудшения качества поверхности.
Прецизионное зубошлифование: российский опыт
Автоматизация на станках СК1000
Отечественные решения в области диагностического контроля работоспособности оборудования с ЧПУ позволяют формировать объективную информационную основу для управления качеством продукции предприятий РКТ на основе разработанной методологии технического контроллинга средств оснащения, связанной с технологическим аудитом предприятия.
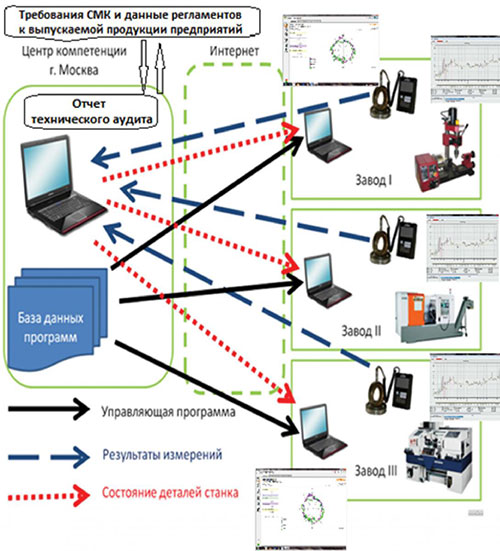
Рис. 5. Система дистанционного мониторинга технического состояния оборудования предприятия и оценки его соответствия требованиям менеджмента качества
Отметим наукоемкость задачи диагностики многокоординатного оборудования и станков с ЧПУ, когда современная инструментальная аппаратура является важным и необходимым условием, но явно недостаточным для реализации производственных задач. Математическое моделирование и интерпретация результатов замеров является пока эксклюзивной процедурой, неотъемлемой от интеллектуальной компоненты, что доказано отечественной практикой.
Именно прецизионность является решающим фактором, ограничивающим возможность применимости станочных средств контроля при оценке уровня качества обработанных деталей, поэтому внешний (выносной) контроль является обязательным в высокоточном машиностроении.
Прецизионная зубообработка до недавнего времени являлась вершиной станкостроения по техническому уровню достижимого качества и конструктивной сложности изготавливаемых изделий (зубчатые колеса, червяки, ходовые винты). В нынешнем столетии с ней конкурируют многокоординатные и комбинированные технологии металлообработки, с помощью которых изготавливаются детали с периодическими и криволинейными профилями (импеллеры, пресс-формы).
В российской компании «Самоточка», выпускающей прецизионные зубошлифовальные станки нового поколения, на основе современных подходов в измерениях и диагностике были решены задачи автоматизированной поддержки принятия решений при производстве изделий 3…5-й степени точности по DIN 1328. Рациональное распределение и разбиение припуска по проходам (для минимизации времени на операцию), а также назначение координаты первой подачи при наладке станка, установке заготовке и равномерного распределения припуска (для исключения брака) является залогом оптимизации цикла шлифования зубчатого изделия.
Цифровые измерительные системы на станках
Акустические датчики и контактные измерения
Автоматическая идентификация требуемых параметров наладки решается с помощью специализированного программного комплекса в системе ЧПУ станка мод. СК1000 (ООО «Самоточка», Россия). На станок априори поступает заготовка с нестабильным значением припуска по зубьям в круговом цикле обработки. Для автоматизации процедуры идентификации параметров припуска используют контактный датчик и систему автоматического распределения припуска.
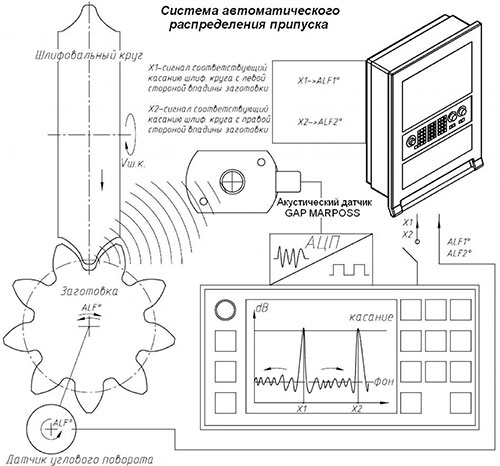
Рис. 6. Инструментальная система автоматического контроля и распределения припуска при профильном зубошлифовании на станке мод. СК1000
Момент контакта круга с заготовкой фиксирует акустический датчик фирмы MARPOS. Датчик устанавливается в отверстии инструментального шпинделя совместно с балансировочным устройством. Полный частотный диапазон датчика составляет 70–350 кГц. После превышения порога шума время срабатывания составляет 0,001 с. Диапазон установки порогового значения составляет 0…99,9 дБ с разрешением 0,1 дБ.
Это позволяет контролировать процесс врезания круга в заготовку, фиксируя в СЧПУ координату станка в момент срабатывания датчика. После измерения заготовки в СЧПУ автоматически формируется алгоритм действий оператора, позволяющий правильно установить и закрепить заготовку, задать автоматический цикл обработки на основе разработанной методики распределения припуска.
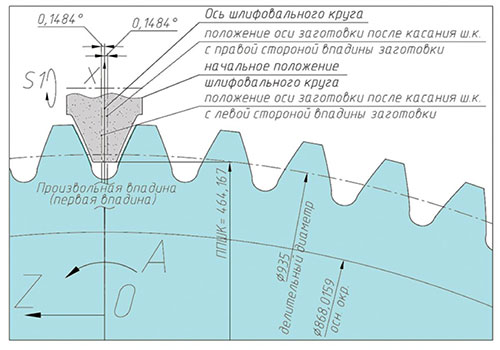
Рис. 7. Программно-измерительная идентификация разброса значений припуска по зубьям в круговом цикле относительно профильного круга в СЧПУ
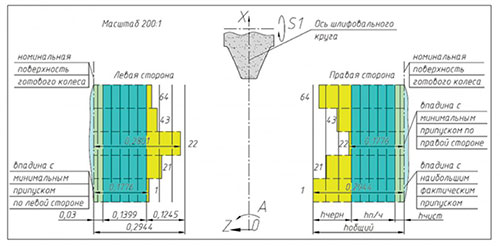
Рис. 8. Визуализация разноприпускности по зубьям и оптимизация распределения припуска в СЧПУ для поддержки наладочных действий оператора
Кроме этого, реализован оперативный съем данных измерения с обработанной заготовки с помощью контактных датчиков Renishaw, установленных непосредственно на станке, на основе интегрированной измерительной системы.
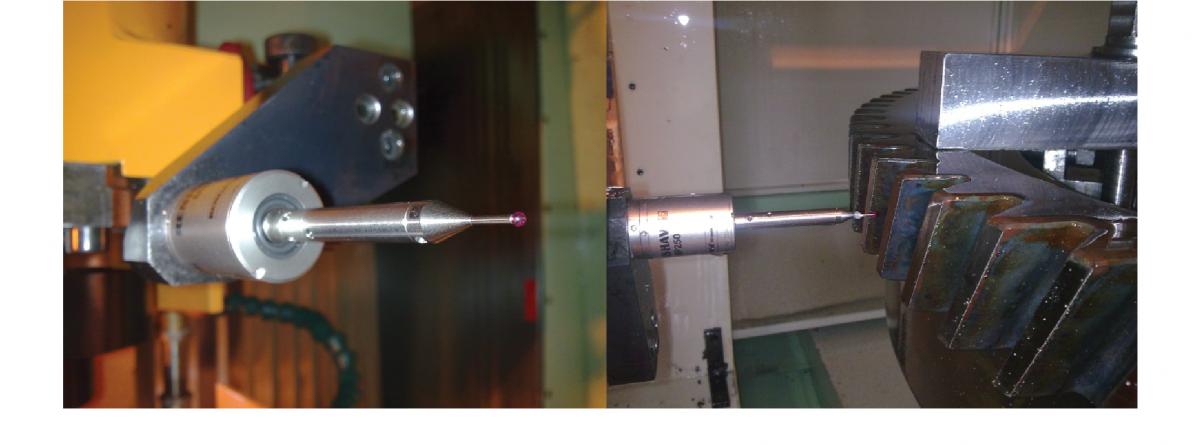
Рис. 9. Цифровая диагностическо-измерительная система, реализованная на зубошлифовальном станке мод. СК1000
Результаты внедрения: статистика и протоколы контроля
Нулевой брак на предприятии «ЛЛМЗ»
Эффективность внедренной методики может подтвердить заводская статистика предприятия «ЛЛМЗ» по браку изготовления зубчатых колес в железнодорожном машиностроении. При использовании контрольно-диагностической системы при шлифовании колес на станке мод. СК1000 брака не наблюдалось, хотя статистически на 100 колес приходится до 15 с припуском меньшим проектно-технологического.
Что это даёт? На обычных станках это, как правило, дает брак не менее 5%. Здесь — ноль. Без вариантов.
| Параметр | Допуск по чертежу, мм | Фактическое значение, мм | Степень точности |
|---|---|---|---|
| Длина общей нормали W | 386,898 -0,220 / -0,440 | 386,898-0,440 | Выполнено |
| Допуск на колебание длины общей нормали FVW | 0,100 | 0,005 | 3 |
| Погрешность направления зуба Fβ | 0,012 | 0,007 | 4 |
| Погрешность профиля зуба ff | 0,020 | 0,008 | 4 |
| Отклонения шага зацепления fpb | ±0,017 | -0,003...+0,005 | 4 |
| Накопленная погрешность шага Fp | 0,140 | 0,033 | 4 |
Таблица 1. Протокол контроля зубчатого венца ЭП1 mn=10 мм, z=85, β=24°37'12", B=60 мм после операции зубошлифования на станке мод. CK1000
Протокол выносного контроля конечного изделия позволяет подтвердить эффективность использования автоматизированной диагностическо-измерительной системы на гамме мехатронных станков мод. СК800…1250 (ООО «Самоточка», Россия).
Вот такая история. Без пафоса. С фактами. И с реальными результатами. Зависит от ситуации? Да. Но потенциал — очевиден.
В. М. Макаров
д. т.н., профессор кафедры «Станки»
МГТУ «Станкин»
директор Департамента технического аудита компании «С. А. Партнерство»
v.makarov@sapart.ru
Ю. И. Савинов
к. т.н., директор центра отраслевой диагностики технологического оборудования
ФГУП «НПО»Техномаш»
savinov@tmnpo.ru
Литература:
- Макаров В. М., Савинов Ю. И. Технологический контроллинг — ключевой фактор модернизации производств. — № 4 (82), 2013 с. 30–34.
- Многокоординатная и многоповерхностная металлообработка: сближение альтернатив. — № 8 (56), 2010 г. с. 32–35.
- Макаров В. М. Обеспечение точности профильного шлифования винтовых зубьев крупномодульных цилиндрических колес на основе имитационного моделирования. Дисс… д. т.н., — Саратов, 2010. — 509 с.
- Комплексированные обрабатывающие системы. — № 8, 2011 с. 20–23.
- Контактные измерительные системы для станков с ЧПУ. Каталог компании Renishaw.
- Савинов Ю. И. Обслуживание станков по фактическому состоянию. — № 4 (62), 2011 стр. 130–133.

