Скажу прямо: проектирование производства — это не просто «купить станки». Тут важнее точно рассчитать, сколько именно оборудования нужно. Ошибётесь — получите либо простой, либо избыточные капиталовложения. И то, и другое бьёт по себестоимости.
Единичное и мелкосерийное производство: в чём разница
Критерии и параметры
Производство деталей из листа считается единичным, когда годовая программа не превышает 5 тыс. шт. Мелкосерийным — до 60 тыс. шт. при номенклатуре не менее 120 наименований деталей различных конструкций. Казалось бы, цифры говорят сами за себя. Но за ними — реальная экономика.
В этих условиях время переналадки оборудования становится соизмеримым со станкоемкостью. И именно оно определяет, сколько станков понадобится для годовой программы. Возможно, конечно, изготовить всю партию за одну наладку. Но тогда взлетят затраты на хранение: площади складов, автоматизация учёта, транспортирование партий от склада на другие операции. Всё это — деньги.
| Тип производства | Годовая программа | Номенклатура | Ключевой фактор |
|---|---|---|---|
| Единичное | До 5 000 шт. | Любая | Минимизация переналадок |
| Мелкосерийное | До 60 000 шт. | От 120 наименований | Баланс станкоемкости и хранения |
| Серийное | От 2 млн шт. | Ограниченная | Использование штампов |
Когда назначены наиболее технологичные способы изготовления деталей, но количества оборудования недостаточно для работы в одну смену, вводят вторую и третью смены. Это увеличивает затраты на оплату труда, электроэнергию. С другой стороны, избыточное количество оборудования тоже тянет себестоимость вверх. В обоих случаях издержки выше объективно необходимых.
Поэтому при проектировании производства важно точно рассчитать два параметра: время на переналадку (подготовительно-заключительное время) и технологическую станкоемкость. От результата зависят количество оборудования и коэффициенты его загрузки. Без вариантов.
Выбор рационального способа изготовления детали
Стойкость штампов и экономика
Особенность мелкосерийного листоштамповочного производства — неполное использование стойкости штампов. Средняя промежуточная стойкость вырубного штампа (количество циклов между переточками) достигает 10 тыс. циклов, полная стойкость — около 50 тыс. циклов. Изготовление в таких штампах небольшой годовой программы деталей не окупает затраты.
Хранение на складе целесообразно только тогда, когда деталь будет изготавливаться и в последующие годы. Поэтому преимущественно должны использоваться процессы без штампов: лазерная, плазменная, гидроабразивная резка. Или процессы с минимальным стандартизованным комплектом инструмента — штамповка на координатно-револьверных прессах, свободная гибка.
Лазерная резка: когда она выгодна
Параметры и ограничения
Детали с годовой программой до 10 тыс. шт., которые можно изготовить из листов максимальными размерами 1500×3000 мм и толщиной до 20 мм, рационально вырезать на машинах для лазерной резки. Материалы: стали любых марок, бронза, алюминиевые сплавы. Газокислородная и плазменная резка листа при толщине до 10 мм значительно уступают по производительности и точности.
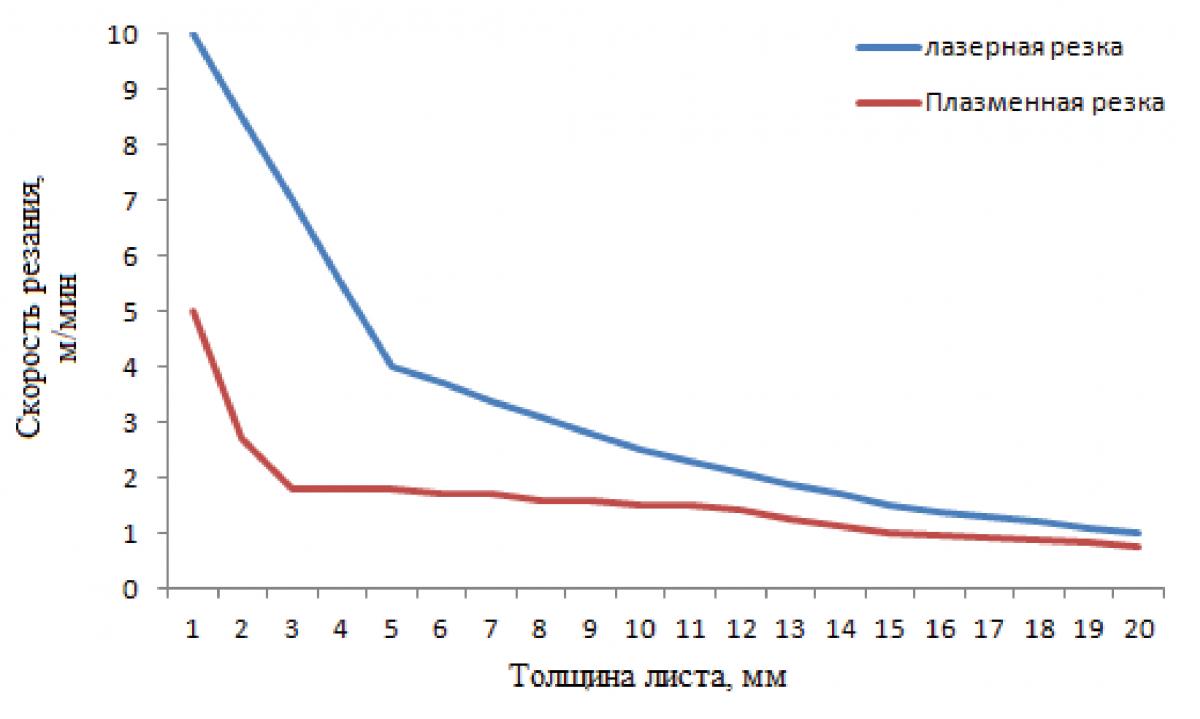
Рис. 1. Сравнение скорости плазменной и лазерной резки листа толщиной до 20 мм. Материал — низкоуглеродистая сталь
Изготовление деталей из листа толщиной от 20 до 70 мм целесообразно выполнять на оборудовании с плазменной 3D-головкой. Из листа толщиной от 70 мм и более — с автогенной 2D-головкой. Использование плазменной 3D-головки позволит предварительно обрабатывать фаски всех видов. В результате припуск на обработку фасок на кромкофрезерных и кромкострогальных станках значительно уменьшится, а производительность увеличится.
Особенности обработки разных материалов
Неметаллические материалы
Резка деталей из неметаллических материалов, в особенности из текстолита, стеклотекстолита, гетинакса, приводит к выделению вредных продуктов горения. Для их удаления машина лазерной резки должна быть оснащена специальной системой вытяжки. Кроме того, детали из этих материалов после лазерной резки приобретают по контуру и в отверстиях выжженный слой глубиной до 2–2,5 мм, который, как правило, не допускается техническими требованиями.
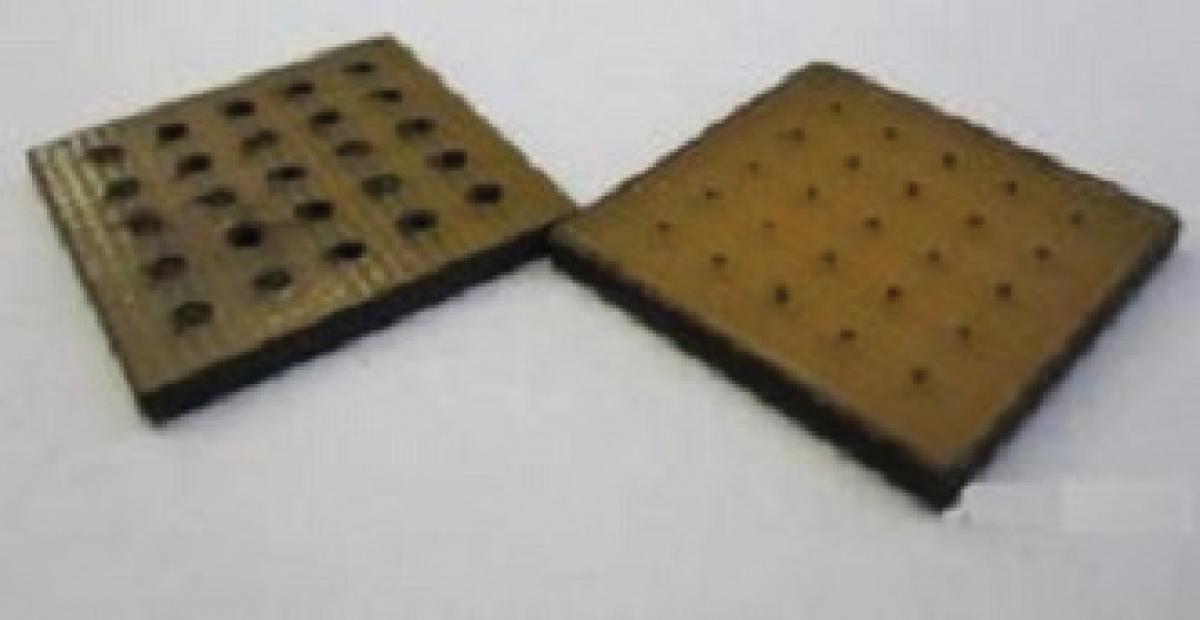
Рис. 2. Технологические пробы деталей из гетинакса, изготовленные резкой лазером
Такие детали толщиной до 6 мм целесообразно изготавливать на координатно-револьверном прессе. Максимальная годовая программа детали, изготавливаемой на координатно-револьверном прессе, не должна превышать 200 тыс. шт. Детали с большей программой целесообразно изготавливать в штампах.
Медь и бронза
Резка деталей из меди и бронзы в связи с их высокой отражающей способностью приводит к снижению срока службы линз и зеркал оптического тракта машины лазерной резки. Кроме того, высокая теплопроводность меди и бронзы в ряде случаев не позволяет получить детали требуемого качества. Для их изготовления целесообразно использовать гидроабразивную резку. Рациональная годовая программа таких деталей — 20 тыс. шт. Максимальные размеры листа 1550×3200 мм, толщина до 10 мм.
Штамповка: от координатно-револьверных прессов до автоматов
Когда нужны штампы
Штамповку деталей с годовой программой от 2 млн шт. и выше, конструкция которых требует использования вырубных или комбинированных штампов последовательного действия, целесообразно производить из ленты на листоштамповочных комплексах. Максимальная толщина ленты — 2,6 мм.
Детали, для изготовления которых требуются операции «выдавливание», «вырубка», «вытяжка», «гибка», «зачистка», «клеймение», «надрезка», «обрезка», «отбортовка», «правка», «просечка», «разрезка», «рельефная формовка» и другие, должны изготавливаться в штампах последовательного или совмещённого действия на кривошипных или гидравлических прессах.
Гильотинные ножницы
Резка листа на гильотинных ножницах — наиболее производительный процесс раскроя листа. Использование гильотинных ножниц для изготовления деталей толщиной до 20 мм, наружный контур которых образован прямыми линиями, позволит значительно повысить производительность. Но для этого гильотинные ножницы должны быть оснащены устройством базирования листа под углом. Программа детали — около 15 тыс. шт. в год.
Свободная гибка
Формоизменяющие операции листовой штамповки, такие как «гибка» и «формовка» больших радиусов (8 и более толщин листа), выполняются на прессах для свободной гибки с использованием стандартизованного комплекта инструмента. Годовая номенклатура деталей, закреплённая за одним прессом, не должна превышать 300 наименований, максимальная годовая программа детали — 10 тыс. шт.
Автоматизация складирования: как сэкономить площади
Проблема роста программы
Площадь участков под складирование не должна превышать 10–15% от общей площади цеха. Такое соотношение вполне рационально. Однако увеличение производственной программы влечёт за собой увеличение складских площадей. Кроме того, в результате внедрения нового оборудования производительность, как правило, увеличивается, а площадь под оборудованием уменьшается. И соотношение площадей, занятых складированием заготовок и деталей, и общей площадью цеха окажется нерациональным.


Рис. 3. Складирование деталей: а — на полу цеха| б — в автоматизированном складе
Чтобы исключить потери площадей под складирование, необходимо внедрять автоматизированную складскую систему. Кроме многоярусного складирования, автоматизированного поиска и доставки, такая система обеспечит учёт листов и изготовленных деталей. Автоматизированные склады должны использоваться также для хранения межоперационных заделов и готовых деталей, уложенных в тару или на поддоны, и для хранения штампов, инструмента для координатно-револьверных прессов и прессов для свободной гибки.
Расчёт подготовительно-заключительного времени
Оптимальная партия обработки
Подготовительно-заключительное время зависит от количества переналадок оборудования для изготовления партии деталей. Оптимальная партия обработки деталей Niопт не должна быть меньше количества деталей для одного изделия и не должна превышать количество деталей Ni для данной производственной программы (включая комплекты поставки и запчасти). Уменьшение партии обработки относительно оптимальной увеличивает время на переналадку и связанные с ним затраты. Увеличение — увеличивает затраты на хранение деталей.
Оптимальная партия обработки деталей соответствует минимуму затрат на переналадку и хранение:
Зi = Зпi + Зхi > min
Время переналадки для изготовления программы деталей равно:

где n — номенклатура (количество наименований) деталей, закреплённая за данной моделью оборудования| tп — время одной переналадки оборудования.
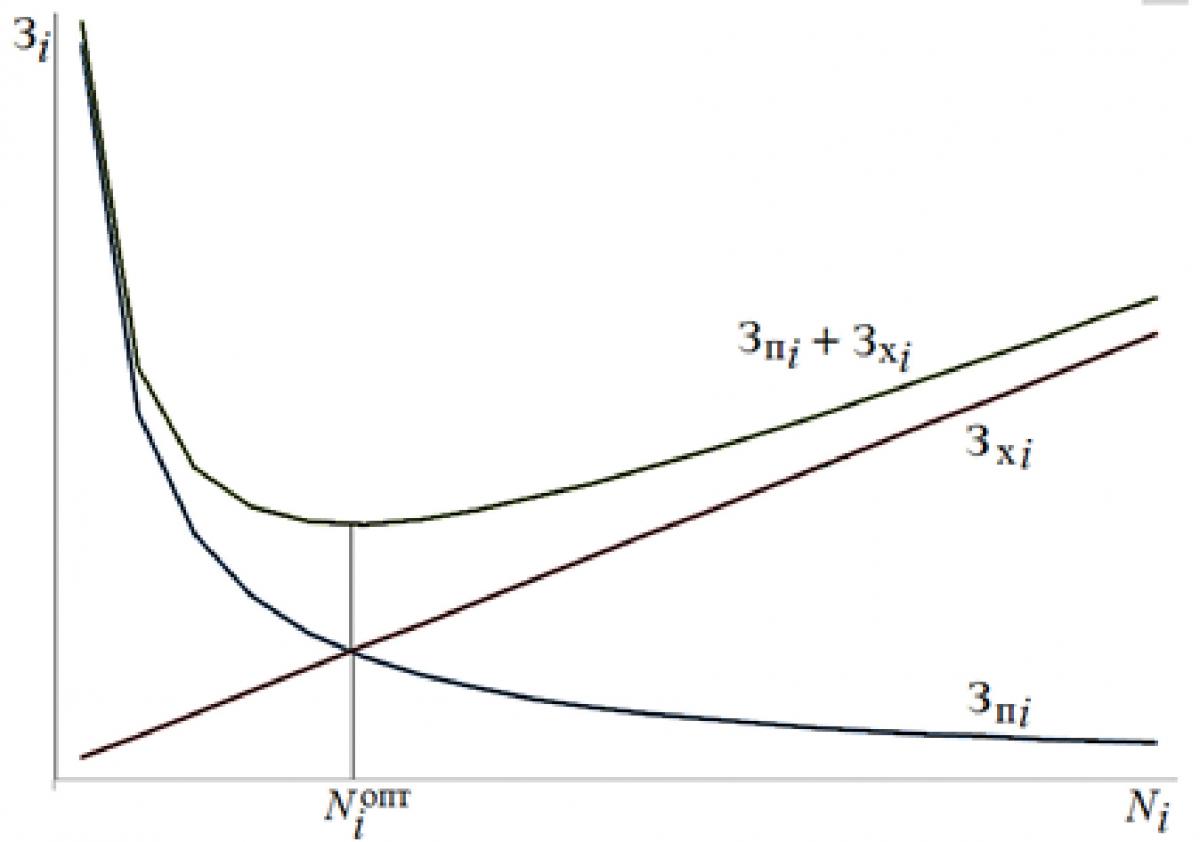
Рис. 4. Определение оптимальной партии обработки детали (Niопт) одного наименования по минимуму затрат на переналадку оборудования (Зпi) и хранение деталей (Зхi)
Станкоемкость: технологическая и общая
Формулы расчёта
Различают технологическую (Ттехн) и общую станкоемкость (Т):

Т = Ттехн + Тп
где tоi — основное и tвi — вспомогательное время обработки одной детали, которое можно рассчитать, используя специальные САМ-системы.
Для моделирования обработки, разработки управляющей программы и нормирования операций на машинах для лазерного раскроя, координатно-револьверных прессах и прессах для свободной гибки листа используется САМ-система «Cadman», разработанная компанией LVD (Бельгия). Представителем компании LVD в России является ООО «Вебер Комеханикс», www.weber.ru.
Аппроксимация времени обработки: точность без САМ
Методика расчёта
В процессе проектирования новых и модернизации существующих машиностроительных производств используется методика расчёта времени обработки, основанная на аппроксимации его значений дробно-степенными рядами. С этой целью разработана компьютерная программа, реализующая комбинированный генетический алгоритм.
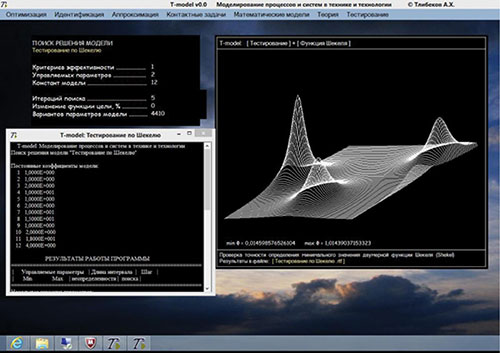
Рис. 5. Работа программы в режиме тестирования
Аппроксимация — одна из задач, решение которых выполняет математическое ядро этой программы. Также можно выполнить численное решение задач оптимизации, идентификации, контактных задач и математических моделей различных процессов и систем.
Оценку точности аппроксимации проводят с использованием результатов ранее выполненных проектов по производству обработки листа. На начальном этапе проектирования создаются электронные базы параметров деталей, используемых, в том числе, и для расчёта времени обработки на координатно-пробивном прессе (количество ударов и количество смен инструмента), на прессе для свободной гибки (масса детали, количество линий гибки и максимальная высота полки) и на комплексе лазерного раскроя листа (толщина листа, периметр внутренних и наружных контуров, предел прочности при растяжении материала детали и количество врезок).
Точность расчётов
Из всей номенклатуры деталей n выбирается k n деталей (выборка из генеральной совокупности), для которых в САМ-системе «Cadman» рассчитывают основное и вспомогательное время обработки детали. Аппроксимацию выполняют по k рассчитанным значениям времени обработки и соответствующим ему параметрам деталей из электронной базы. В результате аппроксимации получают коэффициенты и показатели степени аппроксимирующего полинома. Время обработки деталей всей номенклатуры и технологическую станкоемкость рассчитывают по аппроксимирующему полиному.
Погрешность аппроксимации оценивают по формуле:

где Ттехн апп — технологическая станкоемкость, рассчитанная по аппроксимирующему полиному| Ттехн пр — технологическая станкоемкость обработки, полученная в результате эксплуатации оборудования.
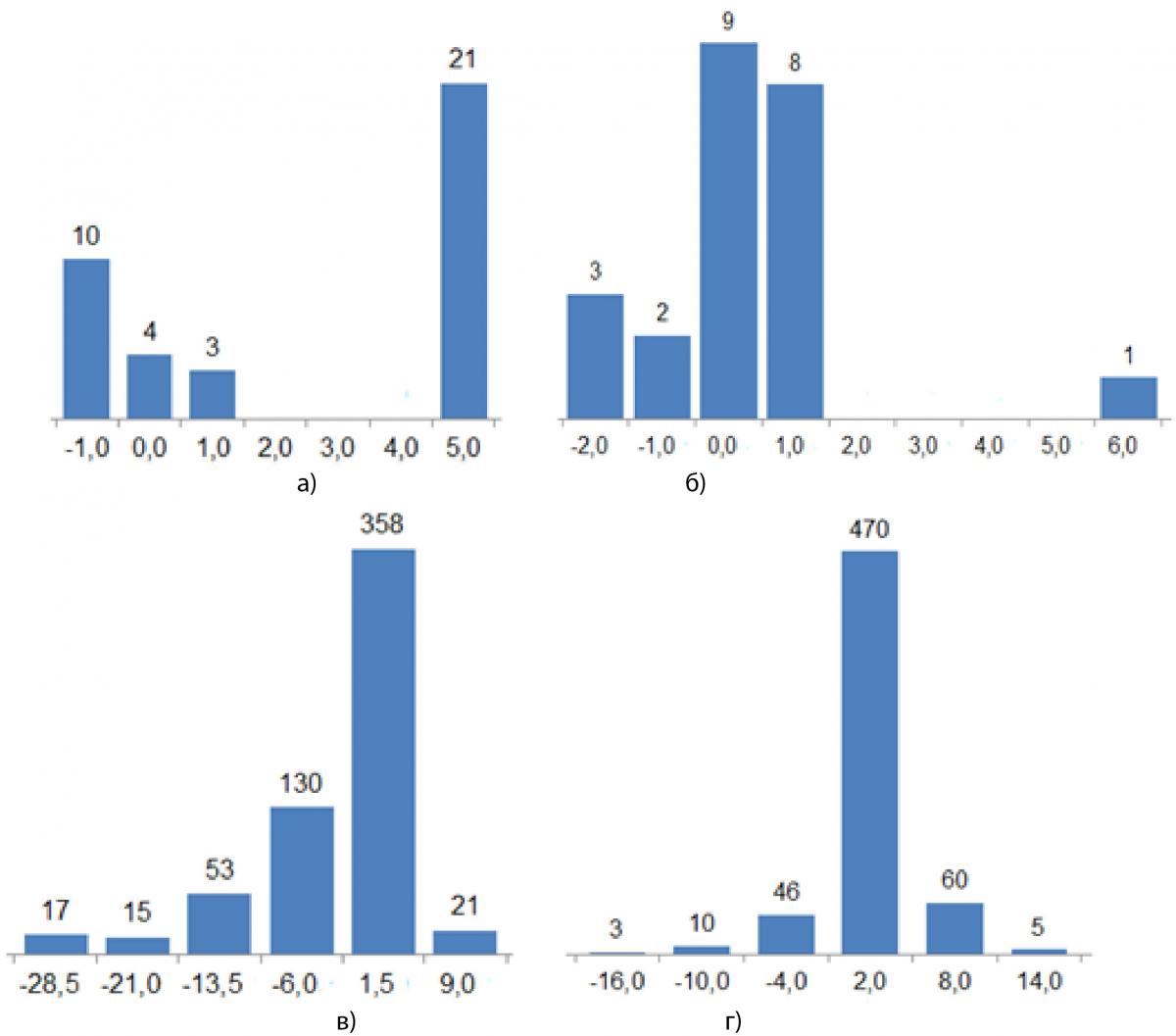
Рис. 6. Гистограммы погрешности аппроксимации времени обработки деталей (%) на координатно-револьверном прессе (а), прессе для свободной гибки (б) и резки лазером по выборке из 15 деталей (в) и по выборке из 38 деталей (г)
| Технологический процесс и оборудование | n | Тпр техн | k | Тапп техн | δ, % | t, мин |
|---|---|---|---|---|---|---|
| Штамповка на координатно-револьверном прессе Strippit V-30 | 1225 | 38572,57 | 226 | 592,09 | 3,42 | 26,9 |
| Свободная гибка на прессе PPEB-EFL 80/15 | 2311 | 11,294 | 110 | 5,43 | -0,53 | 2,8 |
| Резка лазером на комплексе лазерного раскроя Axel-S Liner 3015 | 5945 | 434,81 | 15 | 5129,21 | -5,62 | 33,8 |
Таблица. Результаты оценки точности аппроксимации
Формула расчёта количества оборудования
Коэффициенты загрузки
Количество оборудования рассчитывается по формуле:

и округляется до ближайшего большего значения С, где Фоб — эффективный годовой фонд времени единицы оборудования при принятой сменности работы.
Затем рассчитываются коэффициенты загрузки и использования оборудования:

значения которых не должно быть больше единицы. Если один или оба коэффициента получаются больше единицы, необходимо увеличивать количество оборудования.
Практические результаты: погрешность до 0,5%
Что даёт методика
Важная задача проектирования состоит в назначении методов обработки, учитывающих не только конструкцию детали и свойства её материала, но и производственную программу, и номенклатуру. Универсальных рекомендаций, позволяющих выбрать наиболее рациональные методы обработки, не существует. Достоверно можно утверждать: оптимальное количество оборудования определяется по результатам точного расчёта подготовительно-заключительного времени изготовления производственной программы деталей и технологической станкоемкости.
Использование различных экспертных знаний, или, другими словами, «субъективных оценок» для расчёта времени изготовления деталей приводит, как правило, к закупке предприятием избыточного количества оборудования.
Подготовительно-заключительное время должно рассчитываться, исходя из минимума суммарных затрат на переналадку оборудования и хранение деталей. Эта задача решается поиском оптимального количества деталей в партии обработки, основанным на комбинированном генетическом алгоритме.
Использование компьютерных программ для аппроксимации времени обработки позволяет выполнить расчёты с погрешностью, допустимой для практического использования, и значительно сокращает длительность проектирования. При этом моделирование в специальных САМ-системах с целью точного расчёта времени обработки может выполняться для небольшой части деталей.
В рассмотренных случаях для нормирования штамповки на координатно-револьверном прессе из всей номенклатуры деталей расчёт в САМ-системе был выполнен только для 18%. Для свободной гибки рассчитано время обработки 17%, а для резки лазером — 2,5% деталей. При этом погрешность аппроксимации технологической станкоемкости не превысила 6%.
Если использовать для аппроксимации большую выборку из генеральной совокупности деталей, можно значительно повысить точность расчётов: для аппроксимации основного и вспомогательного времени изготовления деталей на комплексе лазерного раскроя использовали выборку из k = 38 деталей, или 6,4% от номенклатуры. Погрешность расчёта станкоемкости не превысила 0,5%, а погрешность расчёта основного и вспомогательного времени для 80% деталей составила 2%.
Вот такая методика. Без субъективных оценок. С цифрами. И с реальной экономией.
Алексей Хабиевич Тлибеков
Главный инженер проектов
ООО «Вебер Инжиниринг»
tlibekov@weber.ru
www.weber-engineering.ru
Литература
- Тлибеков А. Х. Эффективность проекта производства деталей из листа // Металлообработка. 2012. № 3 (69). С. 46–52.
- Тлибеков А. Х. Проектирование обработки деталей из листа. Технология и эффективность // Металлургия машиностроения. 2012. № 4. С. 33–38.
- Тлибеков А. Х. Анализ потерь заготовительного производства при обработке листа // Экспозиция металлообработки. 2013. № 1. С. 58–60.
- Тлибеков А. Х. Проектирование производства деталей из листа: технология и эффективность // Кузнечно-штамповочное производство. Обработка металлов давлением. 2013. № 1. С. 40–46.
- Тлибеков А. Х. Моделирование времени обработки деталей из листа с использованием дробно-степенных рядов и генетического алгоритма // Металлообработка. 2013. № 1 (73). С. 27–32.

