Контроль износа инструмента на станках с ЧПУ
При работе метчиков на станках с ЧПУ критически важно правильно определить момент смены инструмента. Почему? Все просто.
Работа изношенным метчиком приводит к возможной поломке из-за превышения допустимой по прочности величины крутящего момента. А этот момент по мере износа метчика возрастает. Закономерно.
Поэтому при отсутствии специальных диагностических устройств, контролирующих состояние метчика, необходимо строго выдерживать установленный период стойкости и производить своевременную смену инструмента.
Ниже приведены рекомендации по выбору режимов резания и наработки для работы метчиками, изготовленными из быстрорежущих сталей.
Расчет скорости резания при нарезании резьбы
Скорость резания можно определить по формуле:
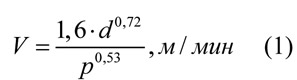
Формула (1) — расчет скорости резания
где d – диаметр резьбы, мм
p – шаг резьбы, мм
Формула простая, но эффективная. Проверено практикой.
При работе метчика на скорости резания, вычисленной по формуле (1), его стойкость Т должна соответствовать значениям, рассчитанным по зависимостям, приведенным в таблице ниже.
Определение периода стойкости метчика
Период стойкости — это время работы инструмента до наступления предельного износа. Для метчиков из различных быстрорежущих сталей значения стойкости различаются.
Толщина срезаемого слоя и угол заборного конуса
Толщина срезаемого слоя a может быть определена по формуле:
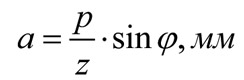
Формула (2) — толщина срезаемого слоя
где z – количество перьев метчика;
φ – угол заборного конуса, град.
Следует учитывать, что толщина срезаемого слоя должна находиться в пределах a = 0,02-0,2 мм.
Если толщина срезаемого слоя a 0,02 мм, следует увеличивать угол заборного конуса метчика φ. Если a > 0,2 мм – угол φ следует уменьшить.
Все логично. Слишком тонкий слой — увеличиваем угол. Слишком толстый — уменьшаем.
| Марка стали метчика | Период стойкости Т, мин | Коэффициент K₁ |
|---|---|---|
| Р6М5 | 20-30 | 1,0 |
| Р18 | 25-35 | 1,1 |
| Р9Ф5 | 35-50 | 1,7 |
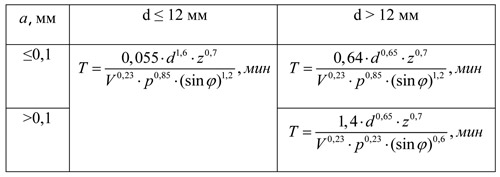
Таблица 1. Период стойкости метчиков из быстрорежущих сталей
Расчет путевой наработки инструмента
Путевая наработка (общая длина нарезанной резьбы) L, м, может быть определена по формуле:
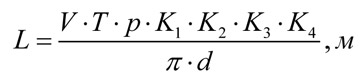
Формула (3) — путевая наработка
Эта формула учитывает множество факторов. Разберем каждый коэффициент подробнее.
Поправочные коэффициенты для точных расчетов
Для точного расчета путевой наработки необходимо учитывать несколько поправочных коэффициентов.
Коэффициент K₁ характеризует инструментальный материал метчика:
- для Р6М5 K₁ = 1,0;
- для Р18 K₁ = 1,1;
- для Р9Ф5 K₁ = 1,7.
Разница существенная. Р9Ф5 позволяет увеличить наработку в 1,7 раза по сравнению с Р6М5.
Коэффициент K₂ характеризует принятую (фактическую) скорость резания Vф по сравнению с рассчитанной по формуле (1) V, м/мин:
Формула (4) — коэффициент скорости резания
Коэффициент K₃ характеризует величину угла заборного конуса φ, град:
Формула (5) — коэффициент угла заборного конуса
Коэффициент K₄ характеризует свойства обрабатываемого материала: прочность σв, МПа или твердость НВ:
Формула (6) — коэффициент обрабатываемого материала
Чем прочнее материал, тем меньше наработка. Это понятно.
Определение частоты вращения шпинделя
Частота вращения шпинделя при нарезании резьбы рассчитывается по формуле:
Формула (7) — частота вращения шпинделя
где d – диаметр резьбы, мм;
V – скорость резания, м/мин.
Формула стандартная, но важная. Ошибиться здесь нельзя.
Практическое применение формул на производстве
Количество отверстий, в которых можно нарезать резьбу за период стойкости метчика, будет равно:
Формула (8) — количество отверстий за период стойкости
где l — длина резьбового отверстия, мм.
Это, пожалуй, самая практичная формула. Она сразу показывает, сколько деталей можно обработать одним метчиком.
Представьте: вы знаете длину резьбы, рассчитали путевую наработку. Подставили значения — получили количество отверстий. Все просто.
Но есть нюанс. Формулы дают теоретические значения. На практике всегда нужно делать поправку на реальные условия:
- качество СОЖ;
- состояние станка;
- точность установки заготовки;
- квалификация оператора.
Поэтому первые расчеты лучше перепроверить на практике. И только потом выходить на серийное производство.
Своевременная смена метчика — залог качества резьбы и отсутствия брака. Помните об этом.
Даниленко Б.Д.
Кафедра «Инструментальная техника и технологии»
МГТУ им. Н.Э. Баумана

