Госпрограмма развития авиационной промышленности
Стратегические цели отрасли
Основной целью государственной программы Российской Федерации «Развитие авиационной промышленности на 2013–2025 годы» является создание высококонкурентной авиационной промышленности и закрепление позиции России на мировом рынке в качестве третьего производителя по объемам выпуска авиационной техники.
Достижение указанной цели невозможно без решения приоритетной задачи: создания научно-технического задела, обеспечивающего мировое лидерство в авиационных технологиях. Тут всё ясно.
В реализации трех этапов подпрограммы «Самолетостроение» прогнозируется увеличение количества поставляемых самолетов. Масштабы впечатляют, не правда ли?
| Этап программы | Период | Прогноз поставок |
|---|---|---|
| Первый этап | 2013–2016 | Наращивание производства |
| Второй этап | 2017–2020 | Увеличение объемов |
| Третий этап | 2021–2025 | Выход на целевые показатели |
Проблема клепаных соединений в самолетостроении
Недостатки традиционной технологии
Одной из актуальных проблем при производстве авиационной техники является снижение веса и увеличение надежности деталей. В производстве пассажирских широкофюзеляжных самолетов используется технология соединения деталей с использованием миллионов заклепок.
Данная технология обладает следующими недостатками:
✖ Трудоемкость процесса
✖ Повышенная материалоемкость соединения
✖ Процесс сопровождается шумом и вибрацией
✖ Увеличение массы конструкции
Единственная, но принципиальная причина, по которой заклепки все еще используются, — это прочность и усталостная прочность, имеющие принципиальное значение для авиации. Это факт.
Преимущества лазерной сварки перед традиционными методами
Современная альтернатива клепке
На современном этапе развития технология заклепочного соединения уступает место сварке, обеспечивающей большую производительность процесса, полную автоматизацию и управление, универсальность и экологическую чистоту.
Однако все существующие методы создания неразъемных соединений высоколегированных алюминиевых сплавов с помощью сварки плавлением (аргонодуговая, лазерная и электронно-лучевая) не обеспечивают прочность сварного шва, сравнимую с прочностью основного материала.
При традиционной дуговой сварке различных авиационных сплавов существенным затруднением является их склонность к образованию трещин, наличию пор, возникновение высоких напряжений и деформаций. Эта склонность повышается с увеличением количества в сплавах легирующих элементов, которые с одной стороны повышают их прочность, но с другой не позволяют использовать сварку для создания деталей из них.
Лазерная сварка имеет преимущество перед аргонодуговой за счет на порядок меньшей зоны термического влияния и точности позиционирования, а перед электронно-лучевой — не требует создания вакуумной среды в зоне сварки.
Она в 30 раз производительнее по скорости процесса по сравнению со скоростью заклепочного соединения, при этом уменьшается металлоемкость соединения.

Рис. 1. Соединение крепления стрингера с помощью клепки и лазерной сварки
| Параметр | Заклепочное соединение | Лазерная сварка | Превышение |
|---|---|---|---|
| Производительность | 1× | 30× | в 30 раз |
| Материалоемкость | Высокая | Низкая | — |
| Зона термического влияния | — | Минимальная | — |
| Автоматизация | Ограничена | Полная | — |
Экономический эффект внедрения технологии
Снижение веса и экономия топлива
Мировые авиапроизводители Airbus и Boeing последние десять лет изучают новые возможности замены заклепочного соединения на более производительные и менее металлоемкие технологии соединения деталей.
Для самолета Airbus A340-300 снижение веса может достигать значений до 1000 кг, что приводит к экономии топлива на 1,45% при трансатлантическом перелете. При средней эксплуатации современного самолета 25 лет экономия на топливе составляет в среднем 10 млн долларов.
Средняя каталожная стоимость самолета семейства Airbus A340 составляет 220 млн долларов. Стоимость корпуса самолета составляет половину стоимости самолета, т. е. ≈110 млн долларов.
Производительность труда при использовании технологии лазерной сварки увеличивается в 30 раз. Предположим, что при сборке самолетов с внедрением технологии сварки позволит сэкономить 10% от общей стоимости фюзеляжа одного самолета, т. е. 11 млн долларов.
Экономический эффект от внедрения предлагаемой технологии в целом дает экономию при производстве самолетов ≈3 миллиарда долларов. Впечатляет, не так ли?
Алюминиево-литиевый сплав 1424
Перспективный материал для сварного фюзеляжа
В России впервые сварные конструкции взамен клепаных из алюминиево-литиевого сплава 1420 использовали при создании самолета МиГ-29М. Для изготовления элементов конструкции фюзеляжа (кабины пилота, топливных баков) использовали полуфабрикаты из сплава 1420 системы Al-Mg-Li-Zr.
Это позволило снизить массу фюзеляжа по сравнению с клепаной конструкцией из сплава Д16Т за счет меньшей (на 10%) плотности сплава 1420 (ρ=2,47 г/см³) и за счет устранения нахлесток, герметиков, клепаных и болтовых соединений.
В ФГУП ВИАМ разработан современный среднепрочный коррозионностойкий свариваемый алюминиевый сплав 1424 пониженной плотности. Он является одним из наиболее перспективных для создания сварного фюзеляжа аэробусов.
Сплав 1424 (ρ=2,47 г/см³) является улучшенной модификацией сплава 1420 за счет дополнительного легирования цинком и скандием при некотором снижении содержания лития и магния.
Сплав 1424 отличается от 1420 более высокими характеристиками статической прочности, вязкости разрушения, малоцикловой усталости, свариваемости и обладает эффектом сверхпластичности. Среднее значение прочности основного сплава составляет σв₀=460 МПа.
На сегодняшний момент прочность сварного соединения, выполненного сваркой плавлением, составляет 0,75–0,8 от прочности основного материала, и увеличение механических характеристик сварных соединений является актуальной задачей. Без вариантов.
| Характеристика | Сплав 1420 | Сплав 1424 |
|---|---|---|
| Плотность | 2,47 г/см³ | 2,47 г/см³ |
| Прочность основного металла | ≈440 МПа | 460 МПа |
| Легирование | Al-Mg-Li-Zr | +Zn, Sc |
| Свариваемость | Хорошая | Улучшенная |
Экспериментальные исследования лазерной сварки
Оптимизация параметров сварки
Лазерная сварка (ЛС) алюминиевого сплава 1424 осуществлялась на созданном в ИТПМ СО РАН автоматизированном лазерном технологическом комплексе «Сибирь-1», включающем непрерывный СО₂-лазер мощностью до 8 кВт и с параметром качества пучка K=0,7, технологический стол портального типа и компьютерную систему управления лазером и столом.
Лазерное излучение фокусировалось на поверхности металла с помощью ZnSe-линзы с фокусным расстоянием 254–304 мм. Для защиты сварного шва использовалось сопло, из которого подавался инертный газ гелий. Заготовка из алюминиевого сплава толщиной 1,6 мм оставалась неподвижной, происходило только перемещение излучения.
Одной из особенностей сварки алюминий-литиевых сплавов является необходимость устранения оксидной пленки сложного состава, образующейся на поверхности сплава при взаимодействии с окружающей атмосферой. Оксидная пленка устранялась с помощью химического фрезерования на толщину 0,15–0,2 мм.
Непосредственно перед сваркой кромки образцов зачищались до блеска с помощью металлического шабера. Прочность сварного соединения испытывалась на универсальной машине для испытания материалов Zwick/Roell Z100.
На первоначальном этапе происходила оптимизация процесса ЛС по энергетическим параметрам: мощность лазерного излучения, положение фокального пятна лазерного излучения относительно поверхности заготовки и скорость сварки.
Для сплава 1424 оптимальная мощность излучения составила W=2,7 кВт, оптимальное положение фокуса — 3 мм относительно верхней поверхности свариваемого листа. При этом в диапазоне скорости от 3 до 6 м/мин прочность сварного соединения составляла 0,75–0,78 от прочности основного металла.
Пластическая деформация сварных соединений
В последнее время вновь возрастающий интерес представляет метод наноструктурирования металлических конструкционных материалов с помощью различных видов интенсивной пластической деформации на прессе и ударной пластической деформации, обеспечивающих формирование мелкодисперсной структуры металла и повышение механических свойств.
Целью следующего этапа исследований было совмещение процессов лазерной сварки и различных методов последующей деформации сварного соединения. Сварной шов подвергался интенсивной холодной ударной пластической деформации и пластической деформации на прессе. Также образец подвергался шлифовке без деформации.
Это способствовало снижению концентрации остаточных напряжений в сварном шве, устранению поверхностных дефектов, которые являются источником зарождения усталостного разрушения, связанного с развитием в поверхностном слое замкнутых вихрей локализованной пластической деформации.
Все рассмотренные виды обработки — пластическое прессование, ударная пластическая деформация и шлифование — приводят к увеличению прочности сварного соединения. При этом изменяется характер разрушения сварного соединения.
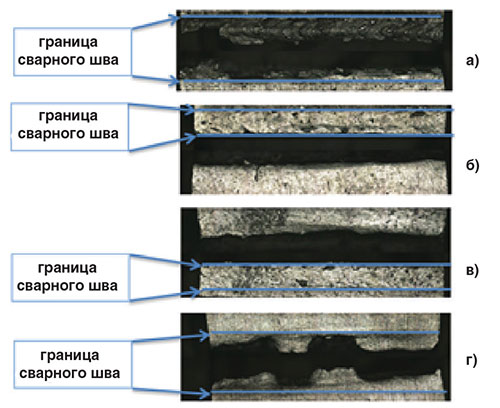
Рис. 2. Характер разрушения сварного соединения: а) без обработки, б) ударная пластическая деформация, в) пластическая деформация, г) шлифование поверхности
Результаты упрочнения сварных швов
Зависимость прочности от степени деформации
Следующим этапом исследований было более детальное изучение зависимости прочности сварного соединения, а также прочности основного металла от степени деформации ε по толщине сварного шва после ударной пластической деформации.
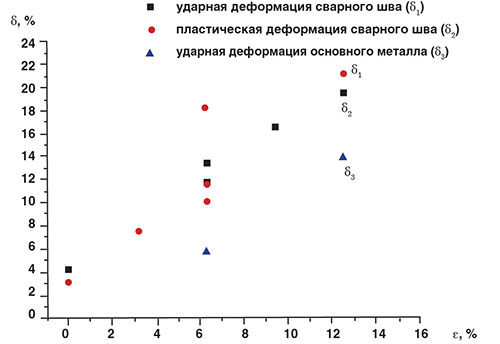
Рис. 3. Зависимость упрочнения сварного соединения и основного металла, подвергнутого ударной пластической деформации, от степени деформации сварного шва (по толщине)
Изменение среднего значения прочности для сварного соединения, подвергнутого пластической деформации различными способами, определялась как:
Δ₁,₂ = ((σв(₁,₂) – σв св. с.) / σв св. с.) × 100%,
где σв св. с. = 360 МПа — прочность сварного соединения, а σв(₁,₂) — прочности сварного соединения, подвергаемого холодной ударной пластической деформации (σв(₁)) и пластической деформации на прессе (σв(₂)).
Степень упрочнения основного металла, подвергаемого ударной пластической деформации, определяется как:
Δ₃ = ((σв(₃) – σв₀) / σв₀) × 100%,
где исходная прочность основного металла σв₀ = 460 МПа, а σв(₃) — прочность основного металла после холодной ударной пластической деформации.
Как мы видим, средние степени упрочнения сварного соединения Δ₁,₂, подвергнутого пластической деформации, имеют более высокие показатели по сравнению со степенью Δ₃ упрочнения основного металла, подвергнутого ударной пластической деформации. Это работает.
С увеличением степени деформации характер разрушения сварного соединения сравним с характером разрушения основного металла.
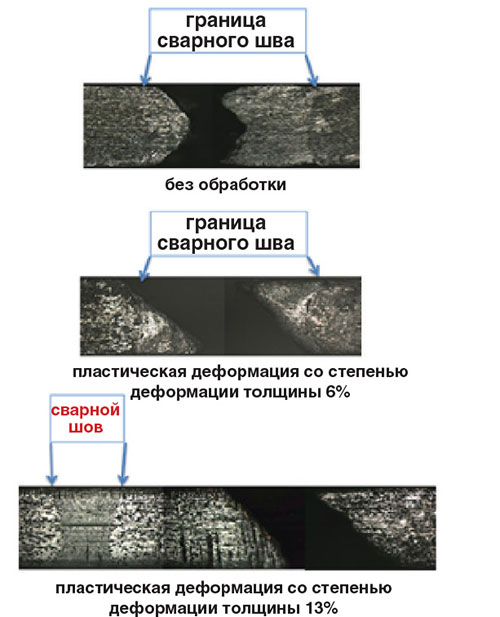
Рис. 4. Макроструктура сварных соединений образцов после испытаний
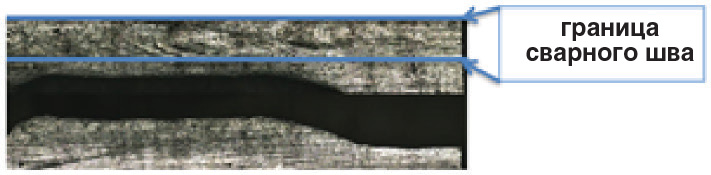
Рис. 5. Характер разрушения сварного соединения при пластической деформации (вид сверху)
Следует заметить, что при значении степени пластической деформации по толщине 13% разрушение произошло не по сварному соединению, а по основному металлу. При этом прочность составила 439 МПа.
Согласно полученным данным, с увеличением значения степени деформации толщины пластины происходит упрочнение сварного соединения. Разрушение происходит в зоне термического влияния, а при дальнейшем воздействии пластической деформации на шов происходит упрочнение зоны термического влияния.
При степени деформации толщины пластины 6–13% прочность сварного соединения достигает показателя 0,85–0,95 по отношению к прочности основного металла. Серьезный результат, согласитесь?
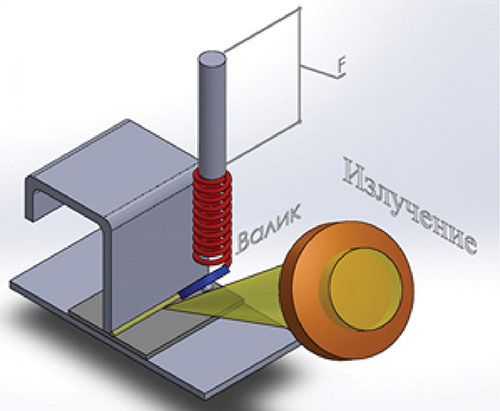
Рис. 6. Эскизная схема лазерной сварки с применением пластической деформации
| Вид обработки | Прочность σв св. с., МПа | Коэффициент k |
|---|---|---|
| Без обработки | 360 | 0,78 |
| Шлифование | 380–390 | 0,83–0,85 |
| Ударная деформация | 400–420 | 0,87–0,91 |
| Прессование | 410–430 | 0,89–0,93 |
| Деформация 13% | 439 | 0,95 |
Перспективы применения в авиастроении
Технология будущего для авиации
Обобщенные результаты исследования средней прочности сварного соединения от различных видов обработки показывают значительный прогресс в области создания высокопрочных сварных соединений алюминиево-литиевых сплавов.
Предложенная схема лазерной сварки с применением пластической деформации для создания высокопрочных конструкционных соединений одного из элементов фюзеляжа аэробуса из алюминиевых сплавов открывает новые перспективы.
За лазерным излучением перемещается валик с определенным усилием F, передающимся от гидравлического устройства. Это обеспечивает одновременную сварку и упрочнение шва. Получается, мы убиваем сразу двух зайцев: скорость и качество.
Основные выводы исследований
Проведены экспериментальные исследования лазерной сварки алюминий-литиевого сплава 1424. Установлено, что применение пластической деформации сварного соединения позволяет увеличить прочность шва на 5–10% по сравнению с основным металлом, подвергшимся аналогичной обработке.
Прочность сварного соединения для алюминиевого сплава 1424 достигает средних значений 0,85–0,95 от прочности основного металла. Это прорыв в технологии сварки авиационных сплавов.
Результаты работы открывают перспективы создания новых высокопрочных неразъемных соединений для изготовления узлов и деталей из высоколегированных алюминиевых сплавов. И это только начало.
| Преимущество технологии | Результат |
|---|---|
| Производительность | В 30 раз выше клепки |
| Прочность соединения | 85–95% от основного металла |
| Снижение массы | До 1000 кг на самолет |
| Экономия топлива | 1,45% на рейс |
| Экономический эффект | ≈3 млрд долларов |
В принципе, технология лазерной сварки с пластической деформацией решает большинство проблем традиционного клепаного соединения в авиастроении. Выбор за производителями — внедрять инновации или оставаться в прошлом.
А. Г. Маликов, А. М. Оришич
ФГБУН Институт теоретической и прикладной механики
им. С. А. Христиановича СО РАН, Новосибирск
Литература
- I. Rotzer. Laser beam welding makes aircraft lighter//Fraun. maq. 2005. V. 1. P. 36–37.
- http://ru.wikipedia.org/wiki/Airbus_A340
- Патент РФ № 2126456. Сплав на основе алюминия и способ его термической обработки. Фридляндер И. Н., Колобнев Н. И., Хохлатова Л. Б., Давыдов В. Г., Елагин В. И., Захаров В. В., Братухин А. Г., Лехельт Э., Винклер П., Пфанненмюллер Т. 1999. Бюл. № 5.
- Афонин Ю. В., Голышев А. П., Иванченко А. И. и соавт. Генерация излучения с высоким качеством пучка в непрерывном СО₂-лазере мощностью 8 кВт//Квантовая электроника. 2004. Т. 34, № 4. С. 307–309.
- Панин В. Е., Егорушкин В. Е. Физическая мезомеханика измельчения кристаллической структуры при интенсивной пластической деформации//Физ. мез. 2008. Т. 11. № 5. С. 5–16.
- Рудской А. И. Наноструктурированные металлические материалы/СПб.: Наука. 2011.
- Эшби М., Джонс Д. Конструкционные материалы/пер. с англ. Полный курс. М.: Издательский дом «Интеллект». 2010.
- Панин В. Е., Сапожников С. В., Каблов Е. Н. и соавт. Влияние ультразвуковой ударной обработки на структуру и сопротивление усталости сварных соединений высокопрочной стали ВКС-12//Физ. мезомех. 2006. Т. 9. № 2. С. 85–96.

