Современная альтернатива универсальному оборудованию
Простота ЧПУ для массового производства
Станки с оперативной системой программирования — это современная альтернатива универсальному станку и сложным системам с ЧПУ. Оперативная система программирования сохраняет простоту работы, сравнимую с обслуживанием универсального оборудования, при возможностях обработки, равных возможностям станка с ЧПУ.
Результат? В полной мере решается проблема нехватки квалифицированного обслуживающего персонала и появляется возможность многостаночного обслуживания. Это серьезно.
Главная особенность системы — возможность создания управляющих программ без использования кодов ISO. Для обработки детали оператору достаточно ввести параметры непосредственно с чертежа в стандартные технологические циклы. При этом параметры обработки отображаются на эскизе соответствующего цикла, что значительно упрощает работу с системой для персонала, не имеющего опыта работы на станках с ЧПУ.
| Параметр | Универсальный станок | Станок с ЧПУ | Оперативная система |
|---|---|---|---|
| Квалификация оператора | Высокая | Очень высокая | Средняя |
| Время освоения | Месяцы | Годы | Неделя |
| Возможности обработки | Ограниченные | Широкие | Широкие |
| Многостаночное обслуживание | Невозможно | Затруднено | Возможно |
На освоение такой системы оператору без специальных знаний требуется не более недели. А у производителя появляется возможность сокращения штата персонала (наладчиков, технологов-программистов) и уменьшения фонда заработной платы. Выгода очевидна, не правда ли?
Графическое программирование без специальных знаний
Интуитивно понятный интерфейс
Оперативная система программирования разработана на базе системы ЧПУ Mitsubishi Electric. Три версии оперативной системы охватывают большую часть станочного парка, имеющегося на промышленных предприятиях: для токарных или фрезерных вертикальных и горизонтальных станков, для плоско- и круглошлифовальных станков.
Интерфейс каждой версии системы включает три основных группы меню: подготовка и наладка; программирование; мониторинг и диагностика.
Режим наладки и управления
В режиме наладки на панели оператора отображаются значения координат, частоты вращения шпинделя, подачи, нагрузка по осям. Также возможно управление инструментом с помощью маховиков с дискретностью перемещения до тысячных долей миллиметра.
Эта функция полезна при изготовлении простых единичных деталей, где не требуется перемещение инструмента по сложной траектории в режиме интерполяции. В случае необходимости перемещения инструмента в заданную точку или на определенное расстояние оператор может воспользоваться подрежимом «Выход в точку» (режим MDI).
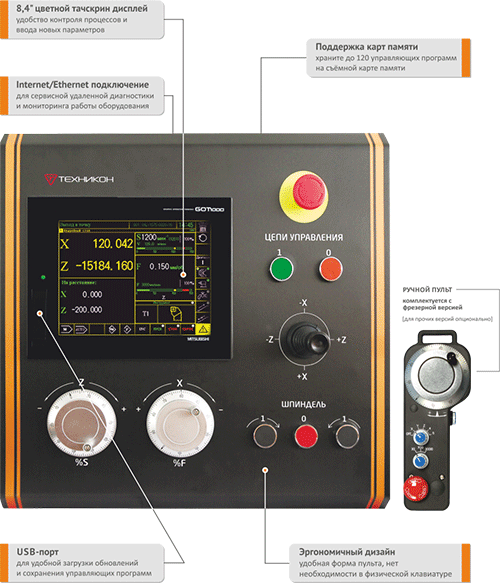
Рис. 1. Пульт с оперативной системой программирования (токарная версия)
Графический конструктор программ
Управляющая программа создается в «графическом конструкторе программ», где в наглядной форме пошагово отображается весь процесс программирования. Оператор задает режимы обработки, конечный контур, вводит данные для автоматического расчета фасок и скруглений на внешних и внутренних углах контура детали.
Кроме того, оператор может загрузить шаблон с типовыми контурами детали для экономии времени создания управляющей программы. При использовании шаблона перед запуском обработки достаточно лишь скорректировать размеры конечного изделия.
Для удобства оператора (в случае повторения заказа на изготовление детали) система может хранить и копировать на USB-накопитель до 120 технологических управляющих программ. Удобно, согласитесь?
Три версии для разных типов станков
Универсальность применения
Оперативная система программирования охватывает широкий спектр оборудования. Каждая версия адаптирована под конкретный тип станков и технологические процессы.
| Версия системы | Типы станков | Основные операции |
|---|---|---|
| Токарная | 16хххФ3, 16Б6, 1740РФ3 | Точение, сверление, резьба |
| Фрезерная | 6Р13Ф1(Ф3), ГФ2171, ИР-320 | Фрезерование, сверление |
| Шлифовальная | 3Г71, 3Д711, 3М132 | Плоское и круглое шлифование |
Токарная версия: циклы и параметры
Стандартные циклы обработки
Токарная версия ориентирована на модели токарных станков 16хххФ3, 16Б6, 1740РФ3, 1П756ДФ3, САхххх2К, САххххФ2 и модели токарно-карусельных станков с боковым суппортом с выполнением технологических программ в отдельных каналах обработки — 1512Фх, 1625Фх, 1А5xxМФх, 1А5ххЛМФх и их аналоги.
Стандартные циклы обработки токарной версии включают сверление, нарезание резьбы, точение канавок, отрезание, черновую и чистовую обработку.
Ввод параметров с чертежа
Выбор инструмента осуществляется из отображаемой на экране виртуальной револьверной головки согласно требуемой технологии. Параллельно оператор задает параметры радиуса скругления при вершине режущего инструмента, а также контроля стойкости инструмента.
В результате система автоматически учитывает ширину канавочного и отрезного резцов, а также угол резьбы при резьбонарезании. Это работает.

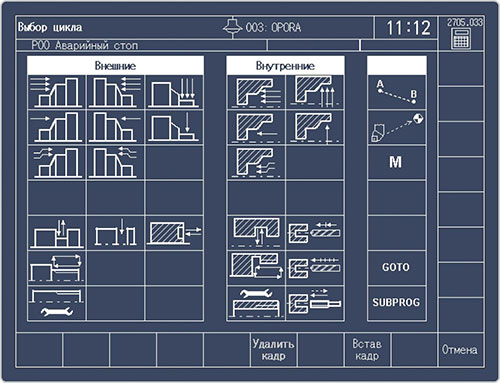
Рис. 2. Ввод параметров с чертежа в токарной версии оперативной системы
Фрезерная версия: обработка карманов и отверстий
Широкие возможности фрезерования
Фрезерная версия ориентирована на модели фрезерных станков с ЧПУ (УЦИ) — 6Р13Ф1(Ф3), ГФ2171(C5), 65А60(80/90)Ф1(Ф4), FSS400(500)CNC; продольно-фрезерных станков — 6М610Ф1(Ф3/Ф4); горизонтальных обрабатывающих центров — ИР-320(500/800), ИС-500(800); горизонтально-расточных станков — 2А620(622/636/637/656), а также их аналоги.
Стандартные циклы обработки фрезерной версии включают торцевое и контурное фрезерование, обработку всех типов карманов, винтовую интерполяцию, сверлильно-расточные циклы.
Программирование сложных контуров
При фрезеровании прямоугольного или круглого кармана в качестве основного параметра оператор задает конечный размер кармана, а также при необходимости угол наклона.
Наличие встроенных шаблонов для сверлильных циклов позволяет рассчитать различные варианты сеток отверстий (круговых, прямоугольных, радиусных и наклонных) без применения дополнительных расчетов в CAM/CAD приложениях. В результате на экране программирования обработки достаточно ввести количество отверстий и параметры начальной точки.
Для программирования цикла винтовой интерполяции оператор задает начальную и конечную высоту отверстия и диаметр интерполяции. Циклы торцевой обработки требуют ввода с чертежа параметров начальной точки и направления фрезерования.
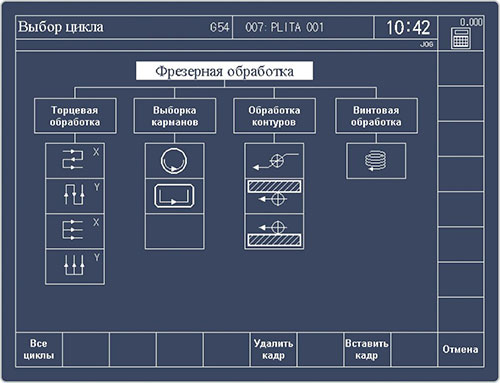
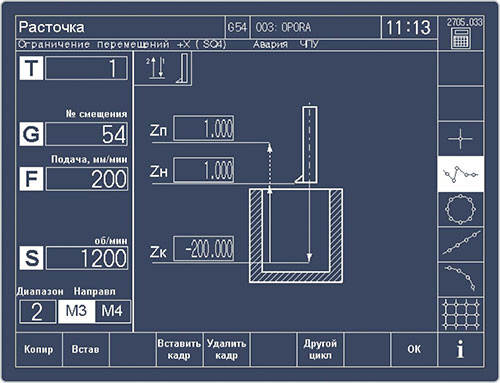
Рис. 3. Ввод параметров с чертежа во фрезерной версии
Шлифовальная версия: точность и правка круга
Прецизионная обработка
Шлифовальная версия ориентирована на модели плоскошлифовальных станков 3Г71, 3Д711, 3Е711, ЗД711АФ, 3Д711ВФ, 3Б722, 3Л722, 3Д722, 3Д725, модели круглошлифовальных станков 3М132 и 3У142, 3У143, 3У144, а также их современные аналоги с ЧПУ.
Стандартные циклы обработки шлифовальной версии включают врезное шлифование торцом и периферией круга, шлифование с осцилляцией, выполнение операций совместно с датчиками активного контроля, контурную правку круга, обработку радиусных и наклонных поверхностей.
Автоматизация шлифовальных операций
Цикл правки шлифовального круга выполняется по контуру в соответствии с чертежом детали. Исходя из технологии обработки оператор задает число деталей между правками, а также число ходов правки.
Для достижения необходимой точности обработки детали на экранах циклов шлифования задаются припуски подачи для черновой, чистовой, доводочной обработки.
На экран параметров осцилляции оператору достаточно ввести начальную и конечную точки, а также тип осцилляции (маятник или зигзаг). В цикле шлифования радиусов достаточно задать начальную и конечную точки, а также радиус скругления.
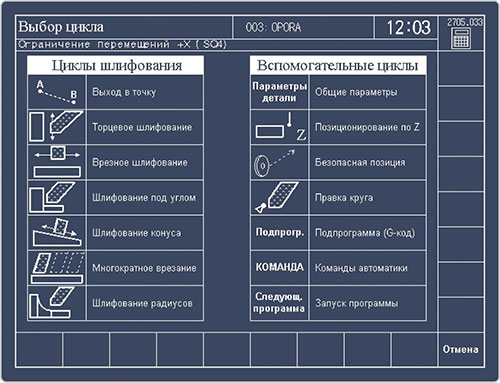
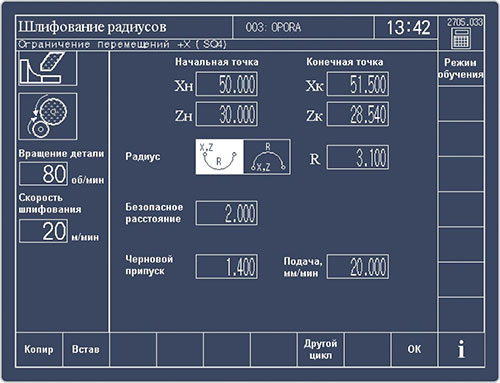
Рис. 4. Ввод параметров с чертежа в шлифовальной версии
Мониторинг и диагностика в реальном времени
Безопасность и контроль
Для безопасной отработки управляющей программы предусмотрен режим симуляции с визуальным отображением траектории движения инструмента без перемещения рабочих органов станка. Функция виртуальной обработки необходима для выявления ошибок в управляющей программе еще до начала фактической обработки.
Для удобства диагностики состояния цифровых входов и выходов контроллера ЧПУ система в режиме реального времени отображает состояние узлов и механизмов станка.
| Функция | Назначение | Преимущество |
|---|---|---|
| Симуляция программы | Проверка траектории | Исключение ошибок |
| Мониторинг входов/выходов | Диагностика | Быстрое выявление неисправностей |
| Отображение состояния узлов | Контроль | Предупреждение поломок |
Внедрение и обучение персонала
Дистанционное обучение
Мы предлагаем удаленно оценить преимущества оперативной системы программирования. Подключившись по сети Internet к обучающему стенду, пользователь может создать программу обработки детали, осуществить наладку, ознакомиться с рабочими циклами и т. д.
В качестве дополнительной технической поддержки мы проводим 1–2-дневные семинары для ознакомления с основными принципами системы. Это факт.
Сотрудничество со станкостроителями
На сегодняшний день оперативная система программирования используется в серийном производстве токарных, фрезерных и шлифовальных станков станкозаводами России и Беларуси. Мы приглашаем к сотрудничеству станкостроительные предприятия, заинтересованные во внедрении данного решения.
Получается, система уже доказала свою эффективность на практике. И перспективы отличные.
ООО «ЭНСИ-ТЕХ»
Авторизованный дистрибьютор Mitsubishi Electric CNC
Москва, ул. Б. Новодмитровская, 14, стр. 2, офис 213
Тел. (495) 748-01-91, факс (495) 748-01-92

