Преимущества технологии для машиностроения
Отсутствие деформации и окисления поверхностей
Предприятия машиностроения и станкостроения сегодня сталкиваются с серьезным вызовом — как повысить качество продукции без увеличения затрат. Решение лежит в области современных методов обработки поверхностного слоя деталей.
Электромеханическая обработка (ЭМО) предлагает комплексный подход. Речь идет о термических, химико-термических, термомеханических и комбинированных способах повышения физико-механических свойств.
Что особенно ценно — при такой обработке полностью отсутствует коробление и деформация деталей. Никакого окисления и обезуглероживания поверхностного слоя. Это факт.
Макро- и микротрещины не образуются. Вместо этого формируется структура с остаточными напряжениями сжатия и мелкодисперсной организацией. Текстура волокон металла получается благоприятной для эксплуатации.
Высокая твердость поверхностного слоя достигается без хрупкости. Звучит убедительно, правда?

Рис. 1 Размещение оборудования ЭМО на токарно-винторезных станках

Рис. 2 Учебно-производственная установка ЭМО, модель «Колибри»
Повышение износостойкости в 3-12 раз
Ученые и специалисты учебно-научно-производственной лаборатории электромеханической обработки (УНПЛ ЭМО) работают над этими вопросами уже 20 лет. Два десятилетия — срок серьезный.
Разработано энергосберегающее оборудование и способы ресурсосберегающей закалки. Отделочно-упрочняющая обработка и упрочняющее восстановление поверхностей — это то, что действительно нужно ремонтным службам предприятий.
Значительная часть разработок не имеет аналогов в мировой практике металлообработки. Защищена патентами РФ. Это не просто слова.
Оборудование и установки электромеханической обработки
Универсальность применения на разных станках
Повышена износостойкость, прочность и предел выносливости таких поверхностей, как:
- резьба
- шлицы
- шпоночные пазы
- зубья звездочек и шестерен
- галтели
- посадочные места валов под подшипники качения и скольжения
- отверстия
Разработана технология закалки тонкостенных втулок, длинномерных деталей, крупногабаритных валов и осей. Винты и шпиндели металлорежущих станков тоже поддаются такой обработке.
Решена задача качественного изготовления и восстановления деталей в мастерских предприятий не машиностроительной направленности. Качество превосходит продукцию машиностроительных предприятий. Парадокс? Вовсе нет.
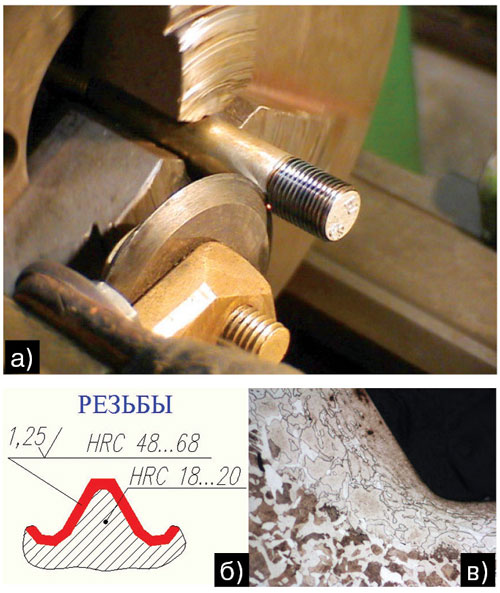
Рис. 3 Фрагмент отделочно-упрочняющей электромеханической обработки наружной метрической резьбы и микроструктура поверхности
Технические возможности обработки
Характеристики и параметры процесса
ЭМО обеспечивает конкретные, измеримые результаты:
Повышение износостойкости в 3…12 раз. Увеличение твердости поверхностей до 70 HRC (стали ХВГ, У10…13А). Закалка малоуглеродистых сталей (сталь 20) до 42 HRC, чугуна до 75 HRC.
Замена цементации (нитроцементации) поверхностной закалкой. Повышение предела выносливости на 30…80%. Отсутствие окисления и обезуглероживания поверхностного слоя.
Отсутствие коробления деталей. Снижение себестоимости изготовления деталей в 2…4 раза. Закалка на воздухе и без использования охлаждающих жидкостей.
Экологическая чистота и электробезопасность процессов. Технологическая простота способов обработки.
Впечатляет, не так ли?
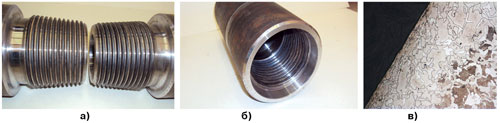
Рис. 4 Фрагменты наружной (а) и внутренней (б) резьбы З-86 бурильной трубы после ЭМО и микроструктура боковой поверхности (в)

Рис. 5 Фрагмент электромеханической закалки внутренней резьбы кожуха генератора и результаты измерения твердости (НRС 50,4)
Применение для различных деталей
Детали с резьбой нефтепромыслового оборудования после ЭМО показывают отличные результаты:
- переводники НКТ 73
- насосно-компрессорные трубы 73
- переходники
- муфты НКТ 73
- разрезы НКТ 73
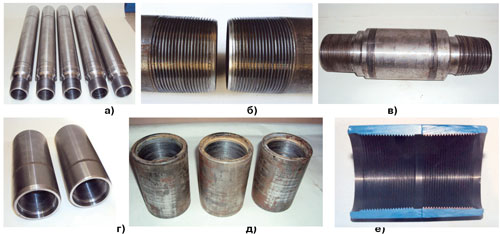
Рис. 6 Детали с резьбой нефтепромыслового оборудования после ЭМО: а – переводники НКТ 73; б – насосно-компрессорные трубы 73; в– переходник; г, д – муфты НКТ 73; е – разрез НКТ 73
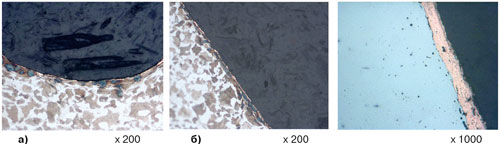
Рис. 7 Микроструктура впадины (а) и боковых поверхностей (б) резьбы после ЭМО и финишной антифрикционной обработки

Рис. 8 Фрагменты зубчатых колес после электромеханической закалки зубьев и результаты измерения твердости (НRС 53,4)
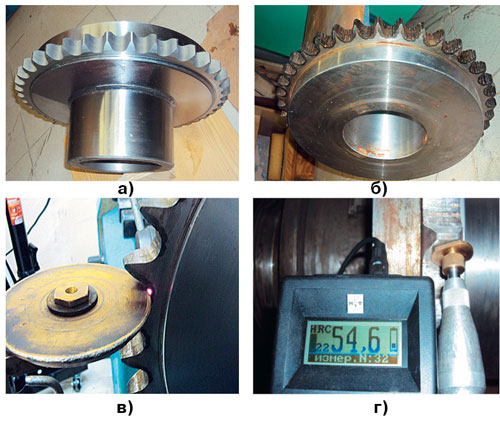
Рис. 9 Звездочка до (а), после (б) электромеханической закалки, фрагмент закалки (в) и твердость зубьев (НRС 54,6) (г)
Реальные результаты на производстве
Конкретные примеры внедрения
Теория — это хорошо. Но практика показывает истинную ценность технологии.
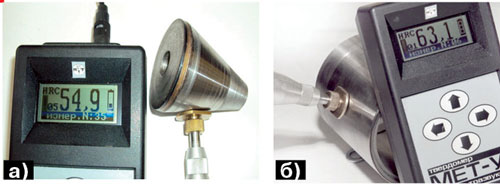
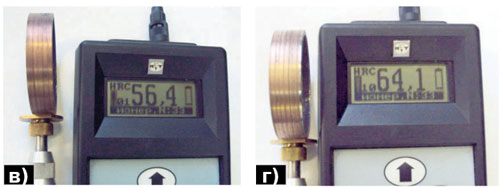
Рис. 10 Детали после ЭМО: а – втулка шинобалансировочного станка; б – втулка защитного уплотнения насоса; в, г – втулки после ФАБО
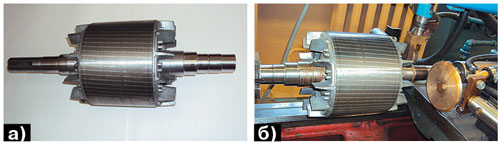
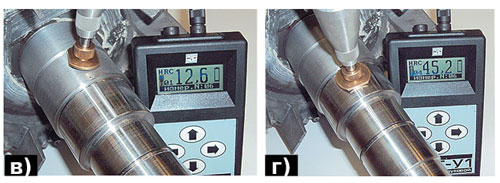
Рис. 11 Ротор электродвигателя (а), фрагмент ЭМО его исполнительных поверхностей (б), результаты измерения твердости до (в) и после обработки (г)

Рис. 12 Фрагмент электромеханического восстановления отверстия под наружное кольцо подшипника качения ступицы грузового автомобиля

Рис. 13 Твердость шейки коленчатого вала до (а) и после (б) ЭМО
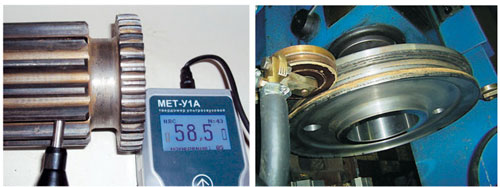
Рис. 14 Твердость шлицевой втулки и фрагмент закалки шкива крон-блока ЭМО
Направления научно-технического развития
Результаты применения в различных отраслях
Выполненная работа определила пути нового направления научно-технической политики. Речь идет об энерго- и ресурсосбережении, повышении ресурса и надежности машин.
Снижение трудоемкости изготовления и восстановления деталей — это не просто слова. Повышение эффективности работы предприятий и организаций. Защита окружающей среды и создание конкурентоспособной продукции.
| Тип обработки | Результат | Пример применения |
|---|---|---|
| Отделочно-упрочняющая обработка | Глубина до 0,3 мм, повышение микротвердости до 4 раз, улучшение шероховатости на 1–4 класса | Резьба ниппеля НКТ 60,73, 89 НГДУ «Ямашнефть» ОАО ТАТНЕФТЬ |
| Электромеханическая поверхностная закалка | Глубина 0,2–3 мм, твердость 60…64 HRC | Беговые дорожки шин бензопил, «Завод имени Дзержинского», г. Пермь |
| Закалка длинномерных валов | Валы длиной до 2400 мм | ОАО «УАЗ», ОАО «Строймаш», ОАО «Верхнесалдинский чугунолитейный завод» |
| Закалка крупногабаритных деталей | Детали массой до 960 кг | Вал-шестерня главного привода пресса мод К4550, ОАО «АВТОВАЗ» |
Разработки предназначены для широкого круга предприятий:
- предприятия общего и специального машиностроения
- станкостроение
- нефтегазодобывающие и нефтеперерабатывающие компании
- горно-обогатительные комбинаты и шахты
- РЖД
- транспортные и дорожно-строительные компании
- ЖКХ, водоканалы, метрополитены
- кондитерские объединения
- энергетические компании
- предприятия АПК
- субъекты малого и среднего предпринимательства
Широкий охват, не правда ли?
Федоров С.К.
д.т.н., профессор МВТУ им. Н.Э. Баумана
Федорова Л.В.
д.т.н., профессор МГАУ им. В.П. Горячкина
Тел. 89067380826
E-mail: momd@yandex.ru,
www.hardens.ru

