Страна разработчика или функциональность
Сегодня на первые позиции выходит критерий страны разработчика программного обеспечения. И это понятно — ситуация на рынке диктует свои условия. А как же быть с критериями функциональности? Неужто они отошли на второй план?
Скажу прямо: выбрать современную CAM систему теперь стало проще, но не потому, что выбор сузился. Наоборот — важно понимать, какие именно функциональные показатели действительно критичны для вашего производства.
Давайте разберемся по порядку. Что должна уметь современная САМ-система, чтобы считаться конкурентоспособной?
Многокоординатная фрезерная обработка
Это показатель высокого уровня математических способностей системы. Тут всё ясно: чем сложнее траектории и больше осей, тем серьезнее должны быть алгоритмы.
Многокоординатная обработка требует от системы:
- ★ точного расчета траекторий инструмента
- ★ учета кинематики станка
- ★ предотвращения столкновений
- ★ оптимизации времени обработки
Получается, что система должна не просто генерировать управляющую программу, а делать это оптимально. Имеет смысл, правда?
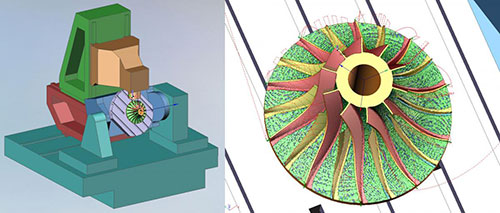
Рис. 1. Обработка моноколеса — показатель математических возможностей CAM-системы
Обработка на автоматах продольного точения
Это показатель обеспечения синхронной работы нескольких суппортов станка, расположенных под разными осями. Не всё так просто, как кажется на первый взгляд.
Синхронная работа суппортов
Современные автоматы продольного точения — это сложные комплексы, где несколько инструментов работают одновременно. CAM-система должна:
- → координировать движение всех суппортов
- → исключать взаимные столкновения
- → оптимизировать время цикла
- → учитывать особенности кинематики
Практика показывает: грамотное программирование таких станков экономит до 30-40% времени обработки. Это серьезно.
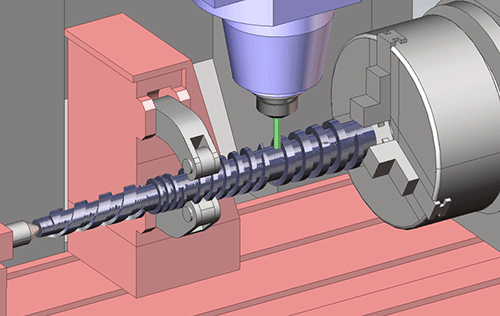
Рис. 2. Многоканальная и синхронная обработка требует точной координации
Токарно-фрезерные обрабатывающие центры
Как показатель учета сложной кинематики станка. Вот где начинается настоящее испытание для CAM-системы.
Сложная кинематика станков
Современный токарно-фрезерный центр — это:
| Компонент | Назначение | Особенности программирования |
|---|---|---|
| Токарный шпиндель | Основные токарные операции | Синхронизация с другими осями |
| Противошпиндель | Обработка с обратной стороны | Передача детали без потери точности |
| Револьверная головка | Токарный инструмент | Быстрая смена инструмента |
| Приводной инструмент | Фрезерование на токарном станке | Синхронизация вращения и подачи |
| 5-координатная фрезерная головка | Сложная фрезерная обработка | Многокоординатные траектории |
Впечатляет, не так ли? CAM-система должна учитывать все эти компоненты одновременно.
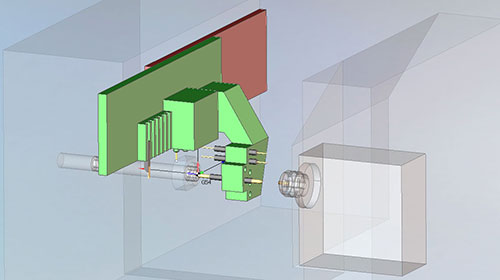
Рис. 3. Ротационная обработка требует учета всех осей станка
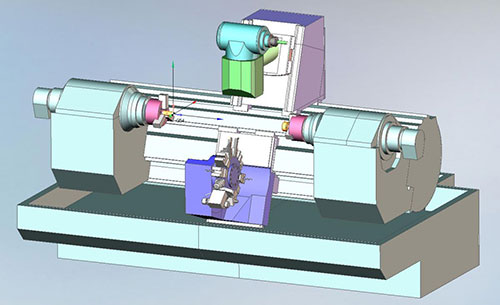
Рис. 4. Токарно-фрезерная обработка — комплексное решение
Программирование промышленных роботов
Это сочетание многокоординатной обработки и ее реализации угловыми перемещениями с учетом сингулярности. Звучит сложно? Давайте разберемся.
Промышленные роботы — это не станки с ЧПУ. У них своя кинематика, свои ограничения, свои особенности. CAM-система должна:
- ✔ учитывать сингулярные положения (когда робот теряет степени свободы)
- ✔ избегать недостижимых положений
- ✔ оптимизировать траектории для конкретной модели робота
- ✔ обеспечивать плавность движений
Бывает и так, что программа, идеальная для одного робота, совершенно не подходит для другого. Даже если они выглядят одинаково.
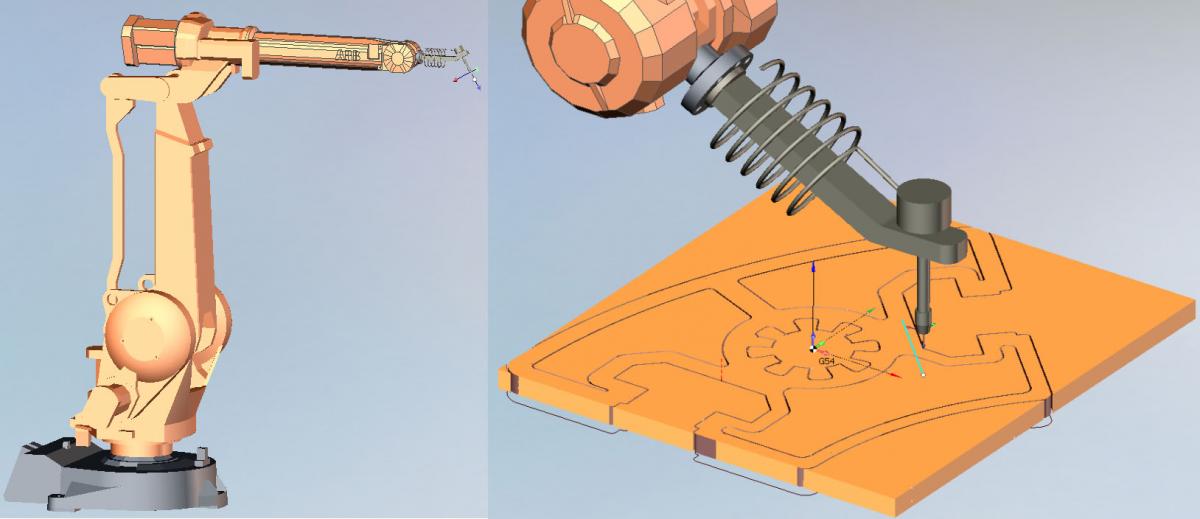
Рис. 5. Обработка промышленным роботом требует учета угловых перемещений
Реалистичное моделирование и выявление коллизий
Фотореалистичное отображение обработки детали в трехмерной модели оборудования — это не просто «красиво». Это показатель надежности создания управляющей программы и долговечности оборудования.
Почему так важно?
Представьте: вы загрузили программу в станок, запустили обработку, и... дорогостоящий инструмент врезается в оснастку. Или хуже — повреждается сам станок. Убытки исчисляются сотнями тысяч, а то и миллионами рублей.
Реалистичное моделирование позволяет:
| Возможность | Что предотвращает | Экономический эффект |
|---|---|---|
| Визуализация обработки | Ошибки программирования | Экономия времени наладки |
| Выявление коллизий | Столкновения инструмента | Сохранность оборудования |
| Проверка траекторий | Недостижимые позиции | Отсутствие простоев |
| Симуляция кинематики | Ошибки синхронизации | Качество изделий |
Тут всё ясно: лучше потратить 10 минут на симуляцию, чем час на ремонт станка.
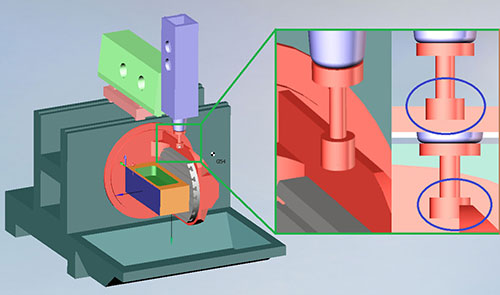
Рис. 6. Выявление коллизий в станке до начала реальной обработки
Надежность управляющих программ
Все перечисленные выше функции работают на одну цель — создание надежных управляющих программ. Программ, которые:
- ☑ гарантируют качество обработки
- ☑ обеспечивают безопасность оборудования
- ☑ минимизируют время цикла
- ☑ исключают человеческий фактор
И это нормально. В современном производстве нет места ошибкам. Цена слишком высока.
Подробнее сверить критерии импортозамещения можно было на выставке «Металлообработка 2015», павильон 7.2, стенд 72 С70. Но принципы остались актуальными и сегодня.
Выбирая CAM-систему, не гонитесь за количеством функций. Смотрите на то, как система решает конкретные задачи вашего производства. Практика показывает: лучше система, которая отлично справляется с 80% ваших задач, чем та, которая умеет всё, но с переменным успехом.
Это факт.
Александр Валерьевич Частухин
ООО «Центр СПРУТ-Т»
г. Москва, (495) 181-00-13, www.sprut.ru

