Функциональные возможности системы
Основные задачи автоматизации
Информационная система «Диспетчер-2010» решает комплекс задач по автоматизации производственных процессов. Представьте ситуацию: у вас есть парк станков, и вы хотите точно знать, что происходит в цеху в каждый момент времени. Именно для этого создана данная разработка.
Система выполняет четыре ключевые функции:
- ✔ непрерывный мониторинг работы производственного оборудования;
- ✔ централизованное администрирование технологических программ для станков с числовым программным управлением;
- ✔ координация работы цеховых служб и контроль соблюдения графиков планово-предупредительных ремонтов;
- ✔ генерация детализированных отчётов о производительности станков и анализ причин простоев.
Гибкость архитектуры позволяет масштабировать функционал под конкретные нужды предприятия. Причём речь идёт не только о гигантах индустрии — система одинаково эффективно работает как на заводе с сотнями единиц оборудования, так и в небольшой компании, где установлен единственный компьютер у руководителя.
Адаптация под российские условия эксплуатации, демократичная цена и минимальные сроки внедрения — вот что выгодно отличает «Диспетчер-2010» от зарубежных аналогов и отечественных конкурентов.
Аппаратная база: терминалы и подключение
Типы терминалов и их применение
Интерфейсом между станком и информационной системой служит специализированный терминал, устанавливаемый непосредственно на оборудовании. Подключение к локальной сети предприятия осуществляется стандартными способами — через витую пару или Wi-Fi соединение.
А вот подключение к самому станку зависит от его модели и года выпуска. Для станков с ЧПУ применяются терминалы типа ТВВ (терминал ввода-вывода), а для оборудования, не требующего загрузки технологических программ — терминалы-регистраторы ТР.
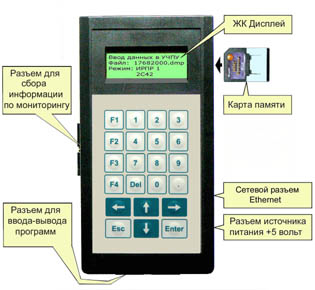
Рис. 1 Терминал ввода- вывода «ТВВ-03С»

Рис. 2 Терминал-регистратор «ТР-01Д»
Универсальность конструкции терминалов — это серьёзное преимущество. Вы можете подключить их к станкам разных моделей, выпущенных в разные годы. Не нужно покупать отдельное решение для каждого типа оборудования.
Надёжность хранения данных
В качестве накопителя информации в терминалах ТВВ и ТР используется карта памяти формата MMC или SD объёмом 2 гигабайта. Карта имеет стандартный формат и легко извлекается. Что это даёт?
Даже при сбоях локальной сети или её полном отключении мониторинг не прекратится. Данные продолжают записываться в энергонезависимую память терминала. А при необходимости карту можно прочитать на обычном персональном компьютере. Технологические программы также сохраняются — станки не останутся без управляющих кодов.
Современные станки с ЧПУ, оснащённые портом ETHERNET, могут работать в системе напрямую, без промежуточных терминалов. Это упрощает архитектуру и снижает затраты на оборудование.
Интересный момент: к терминалу можно подключить оборудование самых разных производителей. Совместимость проверена на множестве моделей.
Мониторинг состояний оборудования
Классификация состояний станка
Для эффективного контроля станка система определяет ряд его состояний. Конкретный набор зависит от задач мониторинга на вашем предприятии и типа оборудования.
Базовая логика проста: станок либо включён (питание подано), либо выключен. Если включён — он либо работает по программе (изготавливает продукцию), либо простаивает. А вот причины простоя могут быть самыми разными:
- ✓ наладка оборудования;
- ✓ неисправности по электронике, электрике или механике;
- ✓ отсутствие, ошибки или корректировка управляющей программы;
- ✓ поломка или замена режущего инструмента;
- ✓ отсутствие заготовок;
- ✓ проведение плановых ремонтных работ (ППР);
- ✓ внеплановые простои по вине персонала цеха.
Контроль всех этих состояний возможен как в автоматическом режиме (сбор данных с УЧПУ), так и путём ручного ввода оператором. Система поддерживает до 256 состояний для автоматического сбора и ещё 256 для ручного ввода. Дополнительно можно отслеживать имя обрабатываемой детали или номер программы.
Автоматический и ручной сбор данных
Основная информация поступает на терминал автоматически: включение питания, готовность станка к работе, выполнение программы. Данные считываются непосредственно с УЧПУ, контроллера или устройств индикации.
По желанию пользователя можно расширить набор контролируемых параметров: состояние приводов, действия оператора по смене инструмента, открывание защитных дверей и так далее.
А вот информацию о причинах простоя, которую невозможно получить автоматически, персонал вводит вручную через клавиатуру терминала или дополнительный пульт. Все данные записываются в энергонезависимую память и передаются на сервер для отображения в реальном времени.
Каждое состояние имеет свой цвет и приоритет отображения на диаграммах. Это позволяет мгновенно оценить ситуацию в цеху.
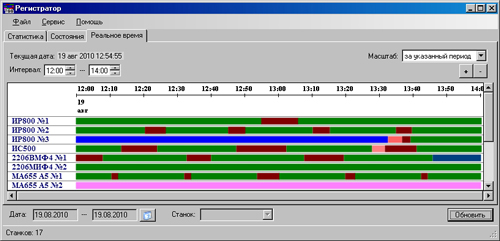
Рис. 3 Диаграмма работы станков в реальном времени.
Система формирует отчёты различной формы по работе оборудования и причинам простоя. Можно получить данные как по одному станку, так и по группе за любой указанный период.
Передача управляющих программ на ЧПУ
Режимы работы с технологическими программами
Универсальность терминала ТВВ позволяет подключать его к системам ЧПУ различных моделей. Связь с УЧПУ осуществляется через стандартные интерфейсы: ИРПР (параллельный режим), ИРПС (токовая петля 20 мА), RS-232.
Возможны два режима работы сети по передаче управляющих программ (УП):
- Загрузка технологом. УП загружаются в терминал или считываются из него технологом (администратором), отвечающим за группу станков. Выбрав станок и введя пароль при необходимости, технолог получает доступ к карте памяти терминала и работает с ней как с сетевым диском.
- Запрос оператора. УП загружаются в терминал по запросу оператора или наладчика непосредственно с рабочего места. Поиск программы происходит в заданном каталоге.
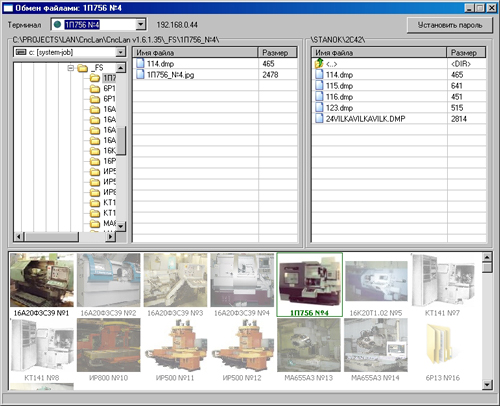
Рис. 4 Окно программы администрирования УП
Помимо технологической программы, в терминал можно оперативно загрузить дополнительную информацию: чертежи, инструкции, спецификации — всё, что нужно наладчику или оператору для работы.
Такой подход существенно экономит время. Больше не нужно бегать с дискетами или флешками от станка к компьютеру технолога.
Управление цеховыми службами
Автоматическое оповещение о проблемах
Когда станок работает по программе, на дисплее терминала отображается сообщение «Работа по программе». Если станок остановлен — «Станок остановлен». Эти состояния можно дублировать световой индикацией (лампами), установленными на станке и управляемыми от терминала.
Важный момент: если станок не работает по программе, оператор обязан указать причину простоя на терминале. В противном случае простой считается необоснованным. А если время необоснованного простоя превышает установленный лимит, система автоматически отправляет сообщение мастеру участка на компьютер и (или) SMS на телефон.
Как только на терминале зафиксирована причина останова, связанная с технической неисправностью, сообщение поступает старшему смены ремонтников соответствующей службы (механику, энергетику). Старший смены должен принять вызов и направить специалиста. Если вызов не подтверждён за отведённое время — автоматически отправляется SMS.
Все простои по механике, электрике, электронике с указанием причин фиксируются в электронных журналах соответствующих служб. Часть данных заполняется автоматически, часть — персоналом.
Контроль планово-предупредительных ремонтов
Программное обеспечение системы контролирует график ППР оборудования. В день проведения регламентных работ задание поступает по сети на компьютер соответствующей службы, а на дисплей терминала выводится сообщение, например: «Регламентные работы. Механика. 8-00 – 16-00».
В электронных журналах технических служб регистрируется перечень и время выполнения работ. Это позволяет точно отслеживать соблюдение графиков технического обслуживания.
Связь со службой технолога, инструментальной службой, диспетчером может осуществляться через сетевую программу, E-mail или SMS. Структура взаимодействия настраивается под каждое предприятие индивидуально.
Удалённый контроль через Интернет
Мониторинг из любой точки мира
Система предоставляет возможность осуществлять удалённый мониторинг работы оборудования посредством сети ИНТЕРНЕТ. Данные мониторинга через сетевые каналы или по каналу GSM передаются на WEB-сервер и становятся доступны для наблюдения на специализированном WEB сайте.
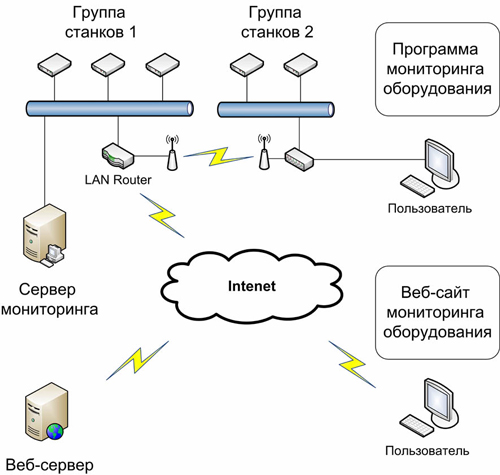
Рис. 5 Мониторинг оборудования по сети ИНТЕРНЕТ
Это особенно удобно для руководителей, которые хотят контролировать производство, находясь вне офиса. Демоверсия контроля работы станков по сети ИНТЕРНЕТ представлена на сайте http://lan.cncinfo.ru
Представьте: вы в командировке или отпуске, но можете в любой момент зайти на сайт и увидеть, что происходит в цеху. Сколько станков работает, сколько простаивает, какие причины остановок. Это даёт реальное ощущение контроля над производством.
Реальный опыт внедрения
Практика применения на российских предприятиях
Первый опыт внедрения системы «Диспетчер 2010» на заводах России показал её высокую эффективность, особенно в области контроля работы оборудования. Приведём конкретный пример.

Рис. 6 Установка терминала на станке
На одном из предприятий были установлены терминалы на участке фрезерных станков с ЧПУ. С целью получения объективной информации производственный персонал участка (мастера, наладчики и операторы) не был осведомлён о мониторинге.
Контроль осуществлялся по трём параметрам:
- ☑ «Работа по программе»;
- ☑ «Включена гидравлика» (на станке включены все агрегаты и он готов к выполнению программы);
- ☑ «На станок подано питание».
Для наглядности рассмотрим информацию о работе станка с ЧПУ, на котором в течение месяца изготавливалась одна и та же серийная деталь. Станок не переналаживался — программа обработки и инструмент не менялись. Работа велась в 2 смены. Один оператор обслуживал 2 станка, на втором также изготавливалась эта деталь.
Анализ эффективности использования
Статистика работы станка за месяц
В таблице и на круговой диаграмме приведена статистика работы станка за период с 1 по 29 июля 2010 года.
| Наименование | Обозначение | часы | % |
|---|---|---|---|
| Рабочее время | Траб | 348ч | 100 |
| Время работы по программе | Тмаш | 130ч 9м | 37 |
| Гидравлика включена | Тгвкл | 138ч 25м | 40 |
| Станок включен | Твкл | 41ч5м | 12 |
| Станок выключен | Твыкл | 38ч 21м | 11 |
Рис. 7 Таблица работы станка

Рис. 9 Круговая диаграмма работы станка.
Рабочее время станка с 1 по 29 июля, включая две шестичасовые рабочие субботы, составило 348 часов.
Машинное время работы станка по программе — 130 часов. Вспомогательное время (Твсп), из расчёта 5 минут на одну деталь, составляет 71 час.
Из журналов служб ремонта было взято время простоя станка, связанное с ремонтом:
- ✗ простой по электрике/электронике (Тпэ) — 15 часов;
- ✗ простой по механике (Тпм) — 19 часов 10 минут.
Простоя станка, связанного с отсутствием заготовок и инструмента, не было.
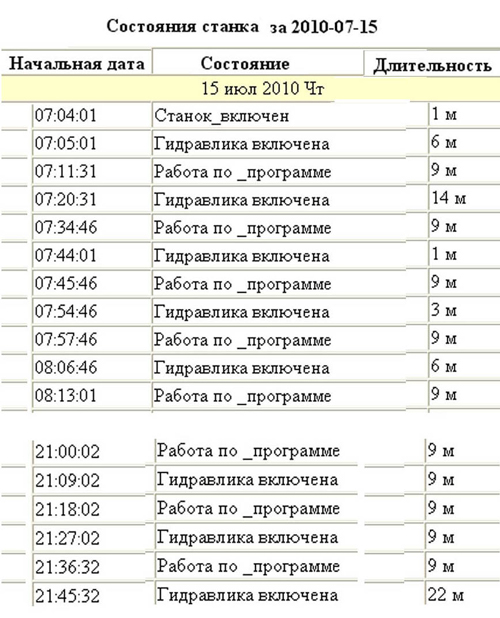
Рис. 9 Фрагмент таблицы состояний станка
Подведём итоги
Полезное (штучное) время работы станка (Тмаш + Твсп) составило 201 час, что равно 57,7% рабочего времени.
Время зарегистрированного простоя (Тпэ +Тпм) — 34 часа (10%).
А теперь самое интересное: время необоснованного простоя (Траб-Тмаш-Твсп-Тпэ-Тпм) — 113 часов, или 32,3% рабочего времени!
Из чего складывается этот необоснованный простой:
- ⚠ 67 часов (Тгвкл – Твсп) станок был полностью включен, но не работал по программе, потребляя при этом более 10 Квт/час электроэнергии;
- ⚠ 26 часов (Твкл – Тпэ) станок был включен. Работала система ЧПУ, вентиляция и др. с потреблением мощности около 1 Квт/час;
- ⚠ 20 часов (Твыкл – Тпм) станок был в рабочее время выключен.
Результат ошеломляющий: за время простоя станок потребил около 700 киловатт электроэнергии, не дав продукции ни на копейку! Причём 8 смен оператор вообще не подходил к полностью включенному станку!
Анализ причин неэффективности
Для понимания причин такого использования дорогостоящего оборудования рассмотрим перечень состояний станка — это фактически фотография рабочего дня. Состояния фиксировались терминалом каждые 15 секунд и передавались на сервер.
Из таблицы видно, что работа станка по программе начиналась позже начала смены, а заканчивалась намного раньше её окончания. Продолжительность обеденного перерыва также превышала норматив, при этом на станке даже не отключалась гидравлика.
Почему так произошло? Возможно, отсутствие контроля создавало ощущение безнаказанности. Может быть, не была отлажена организация труда. Фактов мы не знаем, но система их зафиксировала.
Не углубляясь в другие причины, можно сделать вывод: только более эффективная организация труда оператора станка позволит на 20-30% повысить производительность. Даже сам факт того, что работа оборудования находится под контролем информационной системы, заставит весь производственный персонал по-другому относиться к своим обязанностям.
Анализ информации, которую предоставляет система «Диспетчер-2010», позволяет по-новому взглянуть на организацию труда на предприятии и при необходимости внести коррективы — от повышения производственной дисциплины до замены неэффективно работающего оборудования.
Задумайтесь: а что показывает мониторинг на вашем предприятии?
Василий Чуранов
ООО «ТВИНС» г. Смоленск
Тел. (4812)69-09-10
E-mail vs@twinscom.ru , service@cncinfo.ru

