Термическая нестабильность: скрытая угроза точности
Как нагрев влияет на качество обработки
Особую роль при высокоскоростной обработке играют приводы подач. Они работают на пределе возможностей: большие скорости, высокие ускорения. И, естественно, выделяют тепло. Много тепла.
Это тепло передается частям станка, вызывая их нагрев. И вот что интересно: при отсутствии соответствующих средств позиционирования (например, линейных датчиков обратной связи по положению для шариковинтовой передачи) за короткое время это тепло вызывает ошибки позиционирования до 100 мкм.
Представьте: вы настроили станок, все вроде бы идеально. Но через 20 минут интенсивной работы деталь уже не соответствует чертежу. Почему? Термическое расширение.
Проблемы, связанные с погрешностью обработки заготовки из-за термических расширений, все чаще оказываются в поле зрения производителей станков. Системы охлаждения, симметричные конструкции, контроль температуры — сегодня это общепринятые методы борьбы с нагревом.
Но этого недостаточно.

Основным источником тепловых излучений остаются оси подачи с шариковинтовой парой (ШВП). В зависимости от скорости перемещения и силы подачи разность температур в ШВП может очень быстро меняться.
Возникающие при этом термические расширения (обычно до 100 мкм/м в течение 20 минут) на станках без датчиков обратной связи по положению приводят к изготовлению некачественных деталей.
Почему так происходит? Давайте разберемся.
Полузакрытый и закрытый контуры позиционирования
Два принципиально разных подхода
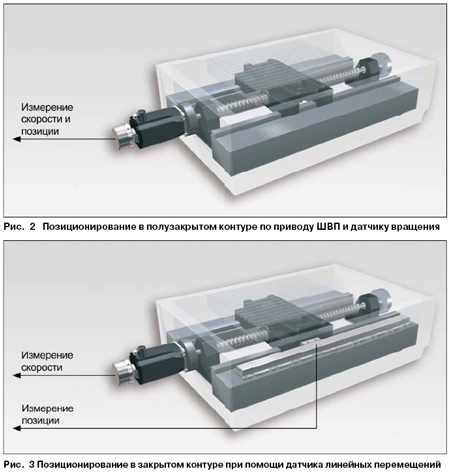
Положение привода подачи определяется двумя способами: через ШВП в сочетании с датчиком вращения или через датчик линейных перемещений.
Если положение привода определяется с помощью шага винта и датчика вращения, то привод шариковинтовой пары выполняет двойную функцию: передает большие нагрузки и одновременно с этим является датчиком положения.
Контур управления при этом включает в себя и датчик вращения. В этом случае износ и термические изменения в механике приводов не могут быть компенсированы.
Такая схема называется полузакрытым контуром (Semiclosed Loop). Ошибка позиционирования привода при этом неизбежна и может влиять на качество обрабатываемой детали.
А теперь другой подход.
Если же для определения положения направляющей используется датчик линейных перемещений, то контур позиционирования полностью охватывает механику приводов. В этом случае говорится о закрытом контуре (Closed Loop).
Зазор в передаточных узлах станка не оказывает влияния на точность измеренных значений. Таким образом, точность измерений зависит практически полностью от точности датчика линейных перемещений.
Чувствуете разницу? В первом случае система «не видит» термических деформаций. Во втором — контролирует реальное положение инструмента.
Демонстрация термических погрешностей на практике
Эксперимент с серийным производством
На примере серийного производства простой детали с отверстиями, равномерно распределенными по длине, возможно продемонстрировать точность привода при закрытом и полузакрытом контурах.
На этой заготовке термическая погрешность в полузакрытом контуре выражается в виде смещений отверстий по длине и показывает таким образом результат нагревания ШВП.
Погрешности в полузакрытом контуре становятся видимыми, когда несколько элементов серийного производства выполняются на одной и той же заготовке.
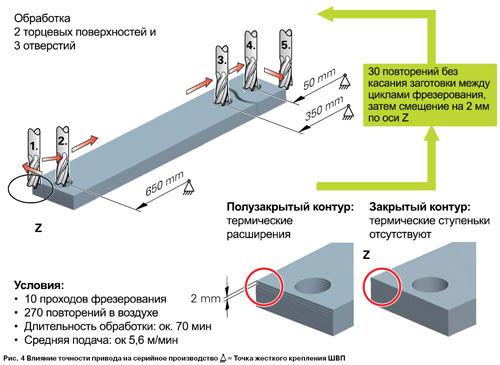
На рисунке показано производство нескольких серийных деталей на одной заготовке. На первом шаге выполняется обработка двух торцевых поверхностей и трех отверстий.
Производство последующих деталей имитируется, то есть обработка повторяется 30 раз без заготовки. Затем снова фрезеруется та же деталь, но со смещением фрезы по оси Z на 2 мм.
Обработка заканчивается через 70 минут, совершив 10 циклов фрезерования и 270 циклов повторений без касания заготовки.
Значительное выделение тепла в шариковинтовой паре ведет к термическим погрешностям, выражающимся в виде ступенек как на торцевых поверхностях, так и внутри отверстий.

Результаты испытаний
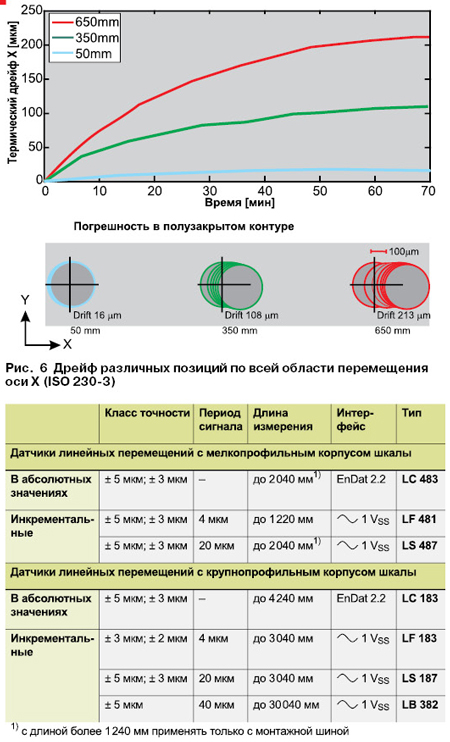
Влияние температурного дрейфа на самое дальнее от точки жесткого крепления ШВП отверстие составляет 213 мкм.
Аналогичные результаты получаются при проверке термической стабильности системы позиционирования по DIN ISO 230-3 с помощью прибора VM 182.
С увеличением расстояния между гайкой ШВП и точкой жесткого крепления ШВП увеличивается погрешность.
Термический дрейф компенсируется в закрытом контуре при помощи прецизионных датчиков линейных перемещений.
Интересный момент: тесты на точность станка по VDI/DGQ 3431 и DIN/ISO 230-2, обычно использующиеся при приемке станка, не учитывают эту термическую ошибку.
Почему? Потому что эти тесты проводятся на «холодном» станке. А в реальной работе станок нагревается. И точность падает.
Преимущества линейных датчиков перемещений
Как устранить источники погрешностей
Гибкость обработки заказов предполагает использование станков с высокой термической стабильностью. Даже сильно меняющаяся нагрузка на станок не должна оказывать заметного влияния на его точность.
Следовательно, оси подачи не должны превышать заданную погрешность на всем пути перемещения, даже при сильно меняющейся скорости и нагрузке.
Помехой при этом являются тепловые расширения в шариковинтовой паре линейных осей подачи, возникающие при больших скоростях и нагрузках.
Во время обработки в течение 20 минут могут возникнуть ошибки позиционирования до 100 мкм и больше в том случае, если определение положения осуществляется только при помощи шага ШВП и датчика вращения на моторе.
Если значительные погрешности привода не компенсируются в контуре управления, то в этом случае речь идет об использовании привода подачи в полузакрытом контуре.
Применение линейных датчиков обратной связи позволяет полностью компенсировать данную погрешность.
Приводы подачи в сочетании с линейными датчиками составляют закрытый контур, так как ошибка позиционирования, вызванная нагревом ШВП, определяется и компенсируется системой управления.
Такие же преимущества обеспечивают датчики угла, применяемые на круговых осях, так как и там возникают термические расширения механических частей.
Датчики линейных и угловых перемещений гарантируют высокую точность изготавливаемых деталей даже при сильно меняющихся условиях эксплуатации станка.
Какие погрешности устраняют линейные датчики
Для обеспечения высокой точности позиционирования станков компания HEIDENHAIN предлагает линейные датчики в качестве датчиков обратной связи.
Величина перемещения с их помощью определяется напрямую. Механические передаточные элементы не оказывают в этом случае влияния на точность позиционирования.
Кинематические и термические ошибки или влияние нагрузки также учитываются линейными датчиками и корректируются в контуре управления.
Данный способ помогает исключить целый ряд источников погрешностей:
- ✔ ошибка позиционирования, вызванная нагревом в ШВП|
- ✔ ошибка, вызванная наличием зазоров в ШВП|
- ✔ ошибка, возникающая при деформации механики привода из-за больших нагрузок|
- ✔ кинематическая ошибка, вызванная погрешностью шага ШВП.
Для станков с высокими требованиями к точности позиционирования и к скорости обработки использование датчиков линейных перемещений является необходимым.
Без вариантов.
Комплексные решения HEIDENHAIN
Универсальное исполнение для разных типов станков
Линейные датчики компании HEIDENHAIN имеют универсальное исполнение. Они предназначены для применения на станках и установках с регулируемыми линейными осями.
Где именно? Например:
- ★ фрезерные станки|
- ★ токарные станки|
- ★ шлифовальные станки|
- ★ обрабатывающие центры|
- ★ горизонтально-расточные станки.
О всей гамме продукции фирмы HEIDENHAIN, а это не только датчики обратной связи по положению, но и по скорости, и системы ЧПУ, и приводы, и электродвигатели, и щупы для станков с ЧПУ, можно узнать на сайте www.heidenhain.ru или в представительстве компании — фирме ООО ХАЙДЕНХАЙН.

Специальные предложения для модернизации
На данный момент фирма разработала и предлагает к реализации как конечным пользователям, так и фирмам, занимающимся производством и модернизацией станков, особые ценовые предложения.
Что именно?
| Тип решения | Назначение |
|---|---|
| Комплекты цифровой индикации | Оснащение универсальных станков устройствами цифровой индикации |
| Системы ЧПУ с аналоговым заданием | Для приводов с аналоговым управлением |
| Контактные щупы | Оснащение станков с различными системами ЧПУ для измерения заготовки и контроля качества инструмента |
Задумайтесь: сколько вы теряете на браке из-за термических погрешностей? Может быть, пора инвестировать в точность?
Наши координаты:
ООО ХАЙДЕНХАЙН, Москва, ул. Часовая д. 23А
тел. +7 (495) 931 96-46
факс +7 (495) 564 82-97
www.heidenhain.ru
info@heidenhain.ru

