Что такое композиционные материалы: структура и свойства
Синергетический эффект компонентов композита
Композиционными называют материалы, в состав которых входят сильно отличающиеся по своим свойствам нерастворимые или малорастворимые один в другом компоненты, разделенные ярко выраженной границей. Скажу прямо — это принципиально иной подход к созданию материалов.
При создании КМ, как правило, используют синергетический эффект: функциональные свойства КМ выше, чем свойства отдельных компонентов. Вы наверняка понимаете, почему это так важно.
КМ структурно состоят из матрицы и армирующих компонентов. Матрица является формообразующим элементом конструкции из КМ и в значительной степени определяет как технологию изготовления, так и эксплуатационные свойства КМ.
Это факт.
Классификация композитов: от полимерных до керамических матриц
Шесть основных признаков классификации композиционных материалов
Классификация композиционных материалов (КМ) включает несколько уровней:
Одноматричные и полиматричные, моноармированные и полиармированные КМ. По характеру матрицы композиты обычно разделяют на четыре группы:
- С полимерной матрицей (КПМ)
- С керамической матрицей (ККМ)
- С металлической матрицей (КММ)
- С углеродной матрицей (КУМ)
По форме наполнителя разделяют КМ дисперсионно-упрочненные, волокнистые и слоистые (с нульмерными, одномерными и двумерными армирующими компонентами).
По схеме армирования выделяют КМ с одноосным, двуосным и трехосным армированием.
По назначению в конструкции изделия:
- Конструкционные композиты
- Функциональные композиционные покрытия
По функциональному назначению:
- Износостойкие
- Жаропрочные
- Жаростойкие
- С высокой удельной прочностью
- Коррозионностойкие, радиационностойкие, эрозионностойкие
- Стойкие к термическому удару и термоциклическим нагрузкам
- КМ со специальными свойствами
Впечатляет, не правда ли?
| Тип матрицы | Аббревиатура | Применение |
|---|---|---|
| Полимерная | КПМ | Авиакосмическая техника |
| Керамическая | ККМ | Термозащита, двигатели |
| Металлическая | КММ | Высоконагруженные узлы |
| Углеродная | КУМ | Сопла, тормоза |
Мировой рынок КМ: 60 миллиардов долларов и рост применения
Структура глобального рынка композиционных материалов
Доля использования КМ с матрицами различного типа иллюстрируется структурой мирового рынка КМ. Суммарный объем рынка композиционных материалов оценивают в 60 млрд долларов (2009 г.).
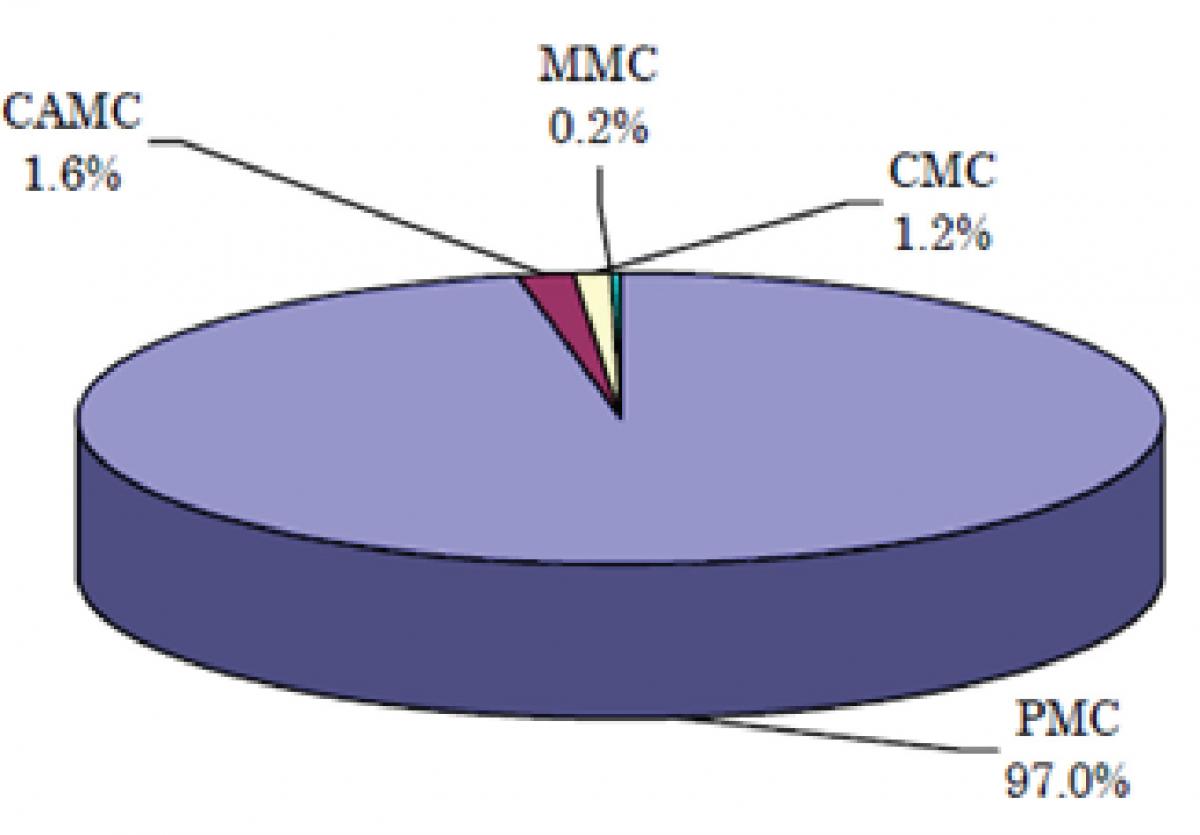
Рис. 1. Глобальный рынок композиционных материалов
Цифры говорят сами за себя. Это серьезно.
Боинг 787: революция углепластиков в авиастроении
50% композитов в конструкции современного лайнера
Начиная с 1965 года массовая доля применения композиционных материалов в коммерческом авиастроении быстро возрастала и к 2010 году достигла уровня 50%. Боинг 787 — первый полноразмерный коммерческий самолет с крыльями и фюзеляжем из КМ.
Представьте себе: каждая машина включает 35 тонн полимеруглеродных материалов (23 т углеродного волокна). Композиты использованы для изготовления фюзеляжа, крыльев, хвостовой части и интерьера.
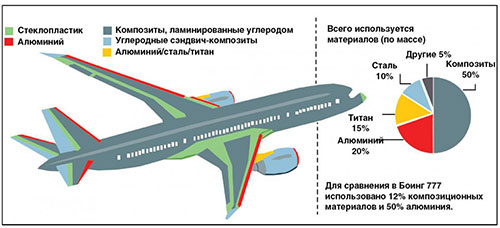
Рис. 2. Материалы, используемые в конструкции планера самолета Б787
Это действительно работает. И работает отлично.
| Компонент | Материал | Масса |
|---|---|---|
| Фюзеляж | Углепластик | Часть 35 т |
| Крылья | Углепластик | Часть 35 т |
| Углеродное волокно | — | 23 т |
| Доля КМ | — | 50% |
Полимерные композиты: методы формообразования и армирования
Технологии изготовления КПМ для аэрокосмической техники
Эти КМ нашли наибольшее применение в производстве аэрокосмической техники. В зависимости от комбинации связующего и наполнителя с учетом формы и габаритов изделия применяют различные методы формообразования.
Применяют различные схемы армирования КМ в зависимости от характера эксплуатации изделия и схемы его нагружения. Для реализации таких схем в конструкциях изделий используют специальное намоточное и выкладочное оборудование.
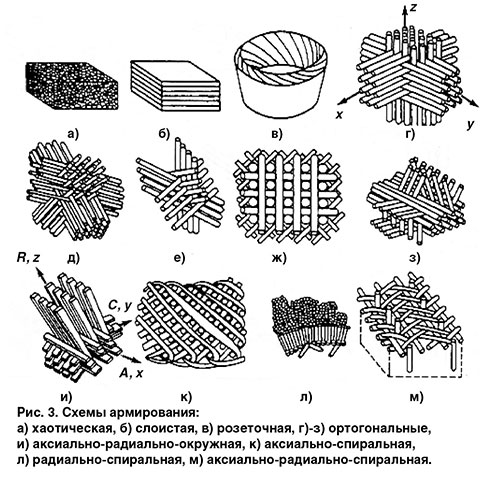
Рис. 3. Схемы армирования композиционных материалов
Перспективным направлением формообразования изделий из материалов данного класса является предварительная намотка волокнистоармированной заготовки простой формы, предварительная подсушка, пластическое деформирование с получением заданной формы и окончательное затвердевание связующего с фиксацией полученной формы.
В качестве армирующего элемента в изделиях аэрокосмической техники часто используют углеродное волокно. В 2012 г. в РФ ввезено 52,6 т углеродного волокна, 32 т тканей, сеток и лент. Импорт этой продукции растет.
Экспорт УВ из РФ составляет примерно 3% от импорта. Крупнейшие потребители: строительство (29%), космос и авиация (27%).
Логично?
Керамические матричные композиты: термостойкость и прочность
Преодоление хрупкости монолитной керамики
В промышленности применяют монолитные и композиционные керамики. Недостатком МК является хрупкость. Добавление дискретной вторичной фазы в виде частиц, пластин, сеченого волокна или непрерывных волокон может усилить керамический материал.
Функция вторичной фазы — повышение вязкости, сопротивления термическому удару и придание керамическому материалу других свойств, таких как износостойкость, коррозионная стойкость, твердость, температурная стойкость.
ККМ состоит из керамической матрицы и вторичной фазы из неорганических или органических материалов. Матрица — из оксидной (Al₂O₃, ZrO₂, SiO₂, стеклокерамика), нитридной (Si₃N₄, TiN, AlN, BN), карбидной (SiC, TiC, B₄C, ZrC) или боридной (TiB₂) керамики.
Вторичная фаза присутствует в виде:
- Керамики
- Углерода
- Металла (такие композиты называют керметами)
- Органики (протеины)
ККМ обозначают обычно в виде разделенного косой чертой обозначения наполнителя и матрицы, например, C/SiC — углерод/карбидная матрица.
В 1999 г. мировой объем продаж изделий из ККМ составлял 212 млн долларов, в 2008 г. — 773,5 млн долларов. Планируемый объем рынка ККМ в 2015 г. составляет 1295 млн долларов со среднегодовым приростом 8% за последние 5 лет.
В аэрокосмической отрасли в 2015 г. объем рынка ККМ составит 212,8 млн долларов со среднегодовым приростом 6% за последние 5 лет.
| Год | Объем рынка | Прирост |
|---|---|---|
| 1999 | 212 млн $ | — |
| 2008 | 773,5 млн $ | — |
| 2015 (прогноз) | 1295 млн $ | 8%/год |
| Аэрокосмический сегмент | 212,8 млн $ | 6%/год |
Применение ККМ в аэрокосмической технике и оборонке
От термозащиты до стволов огнестрельного оружия
В аэрокосмической и оборонной технике ККМ используются для термозащиты и как износостойкие материалы. Недавно эти материалы стали применять для изготовления стволов огнестрельного оружия.
Основные применения:
- Термозащита систем и компонентов двигателя самолетов и космических аппаратов
- Створки
- Носовые обтекатели и уплотнения военных самолетов
- Клапаны
- Стабилизатор пламени
- Сопловые элементы ГТД
- Двигатели управления положением
- Рабочие колеса ТНА, блиски
- Камеры сгорания малогабаритных газогенераторов
- Сверхзвуковые кромки
- Элементы обтекателей
- Компоненты ракетных двигателей, сопла, форсунки
- Броневые пластинки
- Подложка зеркала космического телескопа

Рис. 4. Элементы авиакосмической техники, изготовленные из КПМ и КУМ
Выделяют ККМ с нерегулярной и регулярной (волоконно-керамические) структурой. В последние годы появились новые виды композиционных материалов:
- Ламинированные композиты
- Наноструктурированные керамические композиты
- Функционально ориентированные ККМ
- Наноструктурированные композитные покрытия
- Металлоупрочненные ККМ
- ККМ, упрочненные нанотрубками и нановолокнами
- Сверхпластичные ККМ
ККМ с регулярной структурой содержат длинные волокна или нити, ориентированные в различных направлениях и формирующие двух- или трехразмерную архитектуру. Они проявляют более высокие механические и термические свойства:
- Отличные механические свойства при высоких температурах
- Высокая удельная прочность и жесткость
- Хорошая размерная стабильность
- Низкие значения коэффициента теплового удлинения
- Хорошее сопротивление тепловому удару
- Хорошее сопротивление окислению
Однако такие материалы дороже из-за более сложной технологии изготовления и очень низкой обрабатываемостью резанием.
Специальные намоточные станки НПО Техномаш: от 1960 года до наших дней
Эволюция оборудования для изготовления изделий из ПКМ
Технологию изготовления изделий из КМ можно разделить на два этапа — предварительное формообразование заготовки и окончательная обработка конструктивных элементов, которые невозможно или нецелесообразно получить на первом этапе.
Развитие отечественной ракетно-космической техники идет по пути увеличения общих габаритов изделий, ужесточения требований по массовым характеристикам и все более широкого применения в конструкциях изделий композитов с полимерной и углеродной матрицами.
ФГУП "НПО Техномаш" начало создавать оборудование для получения деталей из полимерных композиционных материалов методом намотки в 1960 году.
Станки для намотки КПМ на оправку сложной формы с любым заданным рисунком укладки можно было создать только с применением ЧПУ. За период с 1963 по 1986 годы было спроектировано и изготовлено около 70 специальных многокоординатных станков с ЧПУ типа СНП и КУ для «сухой» и «мокрой» намотки изделий из ПКМ.
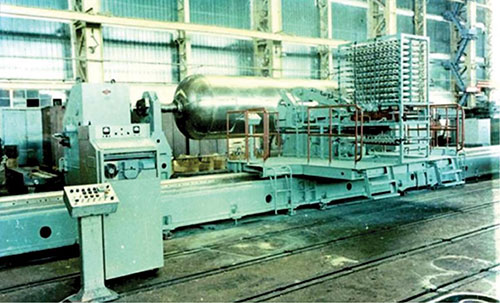
Рис. 5. Специальный намоточный станок модели КУ 463 Ф3 для изготовления крупногабаритных изделий из КПМ типа кокон диаметром до 2500 мм
В 2010–2013 гг. были изготовлены опытные образцы специальных намоточных станков нового поколения:
- СНП 21 — длинномерных элементов антенных систем КА диаметром 50–150 мм и длиной до 3200 мм
- СНП 25 — крупногабаритных корпусов, сопловых раструбов, емкостей высокого давления диаметром до 3000 мм и длиной до 11000 мм
- СНП 33 — криволинейных пространственных трубных элементов конструкций изделий РКТ
- СНП 32 — изделий сложных геометрических форм диаметром до 1000 мм и длиной до 4000 мм
- СНП 34 — топливных криогенных патрубков различной конфигурации
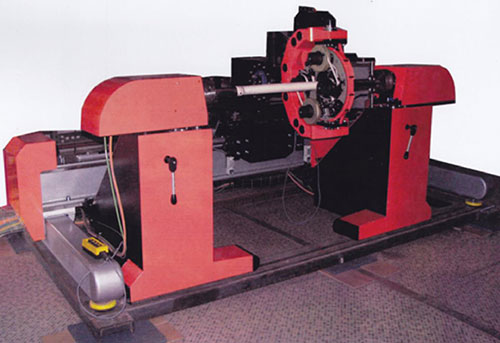
Рис. 6. Опытный образец станка модели СНП 34 для намотки криогенных трубопроводов
СНП 36 используют для изготовления раструбов ракетных двигателей из углеродных материалов с диаметром до 2500 мм| СНП 35 для изготовления из полимерных композиционных материалов элементов крупногабаритных трансформируемых механических систем космических аппаратов типа «спица».
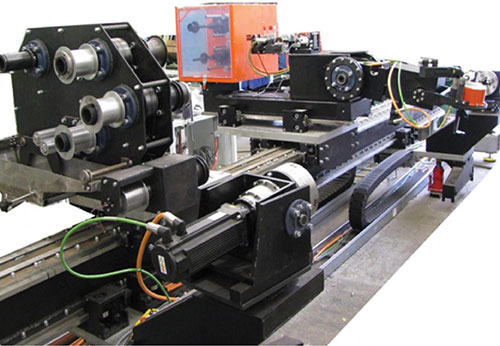
Рис. 7. Специальный намоточный станок модели СНП 35
Все разработанные ФГУП «НПО «Техномаш» намоточные станки оснащены системами автоматического контроля и регулирования основных технологических параметров.
| Модель | Назначение | Габариты изделий |
|---|---|---|
| СНП 21 | Антенные системы КА | Ø 50-150 мм, L до 3200 мм |
| СНП 25 | Корпуса, сопла, емкости | Ø до 3000 мм, L до 11000 мм |
| СНП 32 | Сложные формы | Ø до 1000 мм, L до 4000 мм |
| СНП 33 | Криволинейные трубы | Переменное сечение |
| СНП 34 | Криогенные патрубки | Различная конфигурация |
| СНП 35 | Трансформируемые системы | Типа «спица» |
| СНП 36 | Раструбы РД | Ø до 2500 мм |
Обрабатывающий центр ОЦП 3000: пятиосевая обработка крупногабарита
Механическая обработка изделий из ПКМ
Для дополнительной обработки полученных заготовок для получения окон, отверстий, сборочных баз и иных элементов, которые нецелесообразно или невозможно изготовить намоткой, спроектирован и изготовлен пятиосевой обрабатывающий центр с ЧПУ модели ОЦП 3000.
Он предназначен для механической обработки крупногабаритных изделий из ПКМ, характерных для отрасли:
- Фермы
- Переходные узлы
- Стыковочные узлы
- Элементы головных частей
- Адаптеры
- Антенные решетки
- Раструбы
- Сопла
Это серьезно.
Комбинированная алмазно-ультразвуковая обработка: инновационные технологии
Физико-химические и комбинированные методы обработки КМ
В НПО «Техномаш» также разрабатывается концепция применения технологий обработки КМ на основе физико-химических и комбинированных методов обработки.
С этой целью разработаны следующие технологии:
- Ультразвуковая резка, прошивка, фрезерование хрупких КМ
- Лазерная резка, перфорация, зачистка заусенцев и сколов
- Электроэрозионная и электроэрозионно-ультразвуковая обработка изделий из керамик
- Получение пространственно сложных ажурных форм методом плазменной металлургии
- Изготовление пространственносложных форм из C/SiC — материалов с пиронасыщением углеродом
- Технологии вакуумного нанесения различных функциональных покрытий на изделия из КМ
На рис. 8 показан многокоординатный станок для комбинированной алмазно-ультразвуковой обработки композиционных материалов. В пятикоординатной компоновке станок способен обеспечить проведение операции обработки сложно контурной поверхности алмазным или специальным лезвийным инструментом.

Рис. 8. Многокоординатный станок с ЧПУ для комбинированной алмазно-ультразвуковой обработки композиционных изделий

Рис. 9. Комбинированная алмазно-ультразвуковая обработка изделия из композиционных материалов
Как видно, возможности станка позволяют изготавливать различные элементы изделий из КМ, в том числе ККМ с одного установа заготовки.
Практика показывает: такой подход дает отличные результаты.
Д. В. Панов, А. Н. Коротков, Б. П. Саушкин
ФГУП "НПО "Техномаш"
e-mail: spb47@mail.ru

