История развития лазерных технологий
От экспериментов до промышленных линий
С середины 70-х годов лазерные технологии начали активно внедряться в производство. Самые масштабные проекты реализовали на автомобильных заводах ЗИЛ и АЗЛК. Там запустили автоматизированные линии для термообработки газового стыка головки цилиндров двигателя и ступицы колес.
С тех пор применение лазеров только росло. И это понятно — технология работает.
Лазерная резка: возможности и оборудование
Серия станков для разных задач
Сегодня разработана целая серия лазерных станков для резки листового металла и неметаллов, включая ткани. Толщина — до 30 мм. Используются СО2 и оптоволоконные лазеры.

Рис. 1а. Станок с полем обработки 3,0×1,5 м
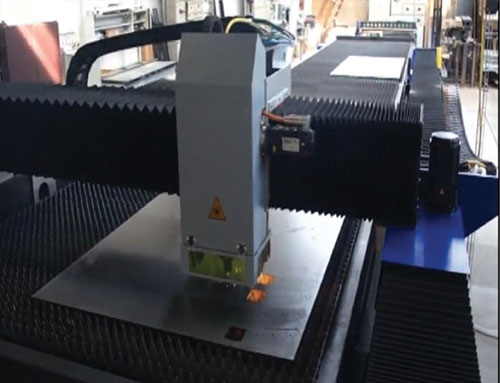
Рис. 1б. Станок с полем обработки 6,0×2,0 м
Размеры рабочих полей впечатляют. Смотрите сами:
| Параметры | Рабочее поле обработки станков, мм | |||||
|---|---|---|---|---|---|---|
| Ширина | 800 | 2500 | 2500 | 3200 | 3200 | 4800 |
| Длина | 800 | 6000 | 8000 | 12000 | 16000 | 26000 |
Выбор есть под любые задачи. От небольших заготовок до крупногабаритных листов.
Лазерная сварка: качество и скорость
Почему это выгодно
Сварка металлоконструкций — одно из самых эффективных направлений. Примеров масса. Разберем ключевые.
Сварка нержавеющих труб
Производительность выше в 10 раз
При сварке нержавеющих труб из аустенитных сталей скорость выросла в 10 раз по сравнению с аргонодуговой сваркой. Это факт.
Испытания на сталях 08Х18Н10Т, 08Х18Т1, 08Х18Н10 показали: механические свойства и коррозионная стойкость на уровне основного металла. Технологию внедрили на одном из металлургических заводов Украины.
Трубосварочный стан включает:
- → Лазер мощностью 5 кВт
- → Металлооптический фокусирующий объектив
- → Формовочную клеть для вальцовки ленты в обечайку
- → Клеть резки трубы в заданный размер
Для качества шва разработали следящую систему с электронным управлением. Она отслеживает свариваемый стык на всем протяжении. Контроль — непрерывный, ультразвуковой.
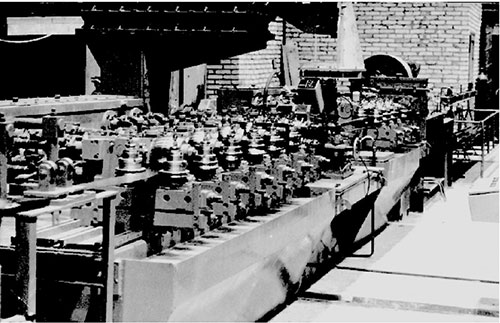
Рис. 2а. Трубопрокатный стан лазерной сварки

Рис. 2б. Элементы труб, подвергнутые испытаниям
Газонефтепроводные трубы большого сечения
Толщина до 100 мм без разделки кромок
Лазерная сварка металлов толщиной 12–100 мм выполняется на лазерах мощностью в несколько десятков кВт. Преимущества перед дуговой сваркой под флюсом и электрошлаковой сваркой очевидны.
Судите сами:
- ★ Без разделки кромок — один проход на всю толщину
- ✓ Без дорогостоящих флюсов
- ✔️ Расход проволоки в 30–50 раз меньше (только на компенсацию зазоров 0–2 мм)
- ☑️ Скорость 4–6 м/мин для газонефтепроводных труб
- ✚ Свойства шва на уровне основного металла
Исследования проводили совместно с ОАО «ВНИИСТ», «ВНИИГАЗ», ИЭС им. Патона, «ЧТПЗ» и «СЕВМАШ». Результаты по трубным и судостроительным сталям толщиной 8–50 мм получились впечатляющими.
При оптимальных параметрах лазерного излучения проплавление идет с качественным формированием шва:
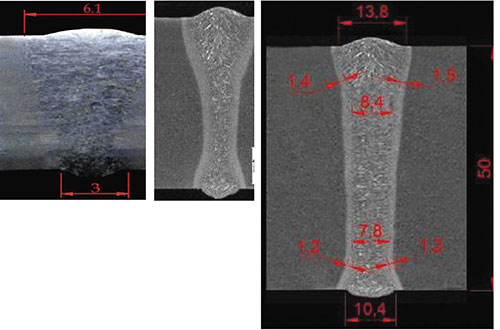
Рис. 3. Проплавление сталей: а — 10 мм (10 кВт), б — 30 мм (28 кВт), в — 50 мм (55 кВт)
Нашли условия управления свойствами металла шва и зоны термического влияния. Твердость и размеры — под контролем.
| Шифр образца | Твердость, HV10 | |||
|---|---|---|---|---|
| Сварной шов | Зона термовлияния | Основной металл | ||
| Участок перегрева | Участок нормализации | |||
| 1 | 226 221 217 | 203 204 | 192 194 | 195 198 |
| 204 228 212 | 202 205 | 190 194 | 197 200 | |
| Среднее | 218 | 204 | 193 | 197 |
После механических испытаний заварили продольные стыки труб на ЧТПЗ. Полный цикл испытаний прошли успешно:
| Параметры | Основной металл | |
|---|---|---|
| Фактические значения | Требуемые значения | |
| Предел прочности σ0,2, Н/мм² | 210–520 515 |
490–588 |
| Ударная вязкость, Дж/см² | ||
| КСU-60 | 147–169 154 |
29,4 |
| КСV-20 | 144–151 147 |
39,2 |
| Параметры | Сварное соединение | |
| Фактические значения | Требуемые значения | |
| Предел прочности σ0,2, Н/мм² | 608–628 618 |
≥ 588 |
| Ударная вязкость с надрезом по центру шва, Дж/см² | ||
| КСU-40 | 147–169 154 |
≥ 39,2 |
| КСU-60 | 144–151 147 |
нет |
| КСV-40 | 144–151 147 |
нет |
| КСV-30 | 144–151 147 |
нет |
Экономические расчеты ОАО «ВТЗ» показали: затраты окупаются менее чем за год при переходе с дуговой сварки под флюсом на лазерную. Быстро, правда?
Шестигранные трубы для атомной отрасли
Волоконные лазеры нового поколения
Сейчас выпускаются волоконные лазеры ООО НТО «ИРЭ-Полюс» (г. Фрязино). На них отработали технологию сварки шестигранной трубы из специальной нержавеющей стали с добавками бора 4–6% для хранения «ТВЕЛОВ». Заказчик — ОАО «Росатом».

Рис. 4а. Сварка СО2-лазером (Р=8 кВт)
Рис. 4б. Сварка оптоволоконным лазером (Р=8 кВт)
Сварка шестерен коробки передач
Нулевые отклонения размеров
Отработали процессы сварки шестерен для ЗИЛ и ВАЗ из сталей 12Х2Н4А и 18ХГТ. Замеры показали: остаточные после сварки отклонения практически нулевые. Механические свойства — на уровне основного металла.
Технологию внедрили на ОАО «АВТОВАЗ» с поставкой лазерного оборудования.
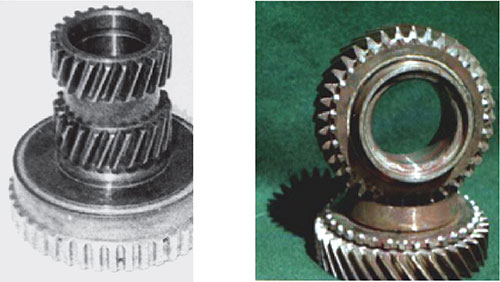
Рис. 5. Шестерни: а — ЗИЛ (5 кВт, 3 м/мин), б — ВАЗ (2,5 кВт, 2 м/мин)
Лазерная наплавка: восстановление деталей
Ресурс выше в 1,5–3 раза
Разработана технология лазерного восстановления методом порошковой наплавки. Восстанавливают:
- → Коленчатые валы автомобилей
- → Клапаны и седла
- → Распредвалы
- → Детали запорной арматуры
- → Лопатки турбин
- → Роторы
В 2008 году запустили роботизированный станок для восстановления роторов газоперекачивающих турбин на предприятии в Оренбурге (работает с ОАО «Газпром»).

Рис. 6. Роботизированный станок лазерного восстановления
Станок включает оптоволоконный лазер (300 Вт – 5 кВт), робот грузоподъемностью до 30 кг на платформе с приводом (движение до 7 м), питатель порошка. Порошок подается в зону наплавки и расплавляется лучом на поверхности изделия.
Вращатель с патроном, люнетом и конусной опорой раздвигается до 7 м. Грузоподъемность — от 500 кг до 10 т.
Лазерная наплавка увеличивает ресурс деталей в 1,5–3 раза по сравнению с новыми валами без наплавки. Это серьезно.
Поверхностное упрочнение: увеличение ресурса
Износостойкость в разных условиях
Лазерное упрочнение деталей из сталей, алюминиевых сплавов, жаростойких и жаропрочных сплавов повышает износостойкость. Примеров достаточно.
Червяк редуктора лифта: срок службы × 2,5
Упрочнение червячной передачи редуктора лифта увеличивает срок эксплуатации не менее чем в 2,5 раза. Технологию с оборудованием поставили на Могилевский лифтостроительный завод в 1992 году. Работает до сих пор.

Рис. 7а. Оборудование (лазер ТЛ-2,5 и станок)

Рис. 7б. Упрочненный стальной червяк
Гильза цилиндра локомотива: ресурс × 4
Увеличение срока эксплуатации деталей железнодорожного транспорта — важная задача. Лазерное упрочнение гильзы цилиндра увеличило ресурс работы с поршневой группой в 4 раза.
Маневровые локомотивы с упрочненными гильзами, поставленные в Германию, за 20 лет показали лучшие характеристики по сравнению с локомотивами немецких и английских фирм.

Рис. 8. Гильза цилиндра, упрочненная лазером
Еще один успех — термоупрочнение железнодорожных колес совместно с ВНИИЖТ. Испытания на поезде Москва — Владивосток показали: ресурс увеличен более чем в 3 раза.
Потенциал лазерного термоупрочнения огромен и в других отраслях: аэрокосмическая техника, автомобилестроение, металлургия, сельхозмашиностроение. Список можно продолжать.
А. Н. Грезев, В. А. Грезев
ООО «НПО Лазерный технологический центр»
+7 985 776 25 11, lasergd@mail.ru
www.Lasercentr.ru

