Конструкция и компоновка станка
Гибкая конфигурация под задачи заказчика
Лазерный станок имеет в своем составе СО₂-лазер и координатный стол удобной конструкции с защитой от лазерного излучения. Все продумано для безопасной и эффективной работы.
Предусматривается комплектация станка лазером различной мощности — от 0,6 кВт до 5 кВт. Выбор зависит от задач. Режете тонкий металл? Хватит 0,6 кВт. Нужна скорость и толщина? Берите 5 кВт.
Столы тоже разные — с рабочей зоной от 2,0×1,5 м до 6,0×1,5 м. Что это дает? Возможность подобрать наиболее экономически выгодную компоновку под конкретные потребности. Не переплачивать за лишние метры, но и не тесниться на малом поле.
Конструктивные особенности стола ЛК позволяют:
- Производить модернизацию станка без полной замены оборудования
- Эффективно использовать его рабочую зону
- Изготавливать модель стола с размером рабочей зоны в соответствии с потребностями заказчика
- Устанавливать координатный стол без специального фундамента — экономия на подготовке помещения
- Компоновать станок лазерами разной мощности в зависимости от меняющихся задач
Последний пункт особенно важен. Сегодня режете одно, завтра — другое. Гибкость — ключевое преимущество.
Приводы и система управления
Компоненты мировых брендов
Система приводов представляет собой комбинацию рейки и шестерни с сервоприводом. Оси Х и Y отвечают за перемещение по плоскости, ось Z — за высоту.
Почему рейка и шестерня? Это проверенное решение для больших рабочих зон. Винтовые передачи хороши для малых станков, а здесь — серьезные габариты. Рейка выдерживает нагрузки, обеспечивает точность.
В конструкции стола используются комплектующие известных мировых производителей:
- B&R Industrie — автоматизация и управление
- Siemens — надежная электроника
- Camozzi — пневматика
- Festo — качество из Германии
- SBC — компоненты привода
Список внушительный. Когда в станке стоят компоненты от лидеров отрасли — это гарантия надежности. Не нужно бояться поломок и простоев.
Управление координатным столом, лазером и процессом резки осуществляется с единого пульта управления станка. Один пульт — все под контролем. Не нужно бегать между разными панелями.
Пульт снабжен цветным сенсорным дисплеем с удобным меню. Интуитивно понятно — разобрались даже новички. Сенсорное управление ускоряет работу. Коснулся — выбрал — выполнил.
Рабочая зона и паллетная загрузка
Одно- или двухпаллетная система
Координатный стол может быть оснащен как одной, так и двумя загрузочными паллетами. Что это значит на практике?
Одна паллета — проще и дешевле. Подходит для небольших объемов работы. Загрузили лист — порезали — выгрузили — загрузили следующий.
Две паллеты — производительность выше. Пока одна паллета в рабочей зоне режется, на второй оператор готовит следующий лист. Нет простоев. Станок работает непрерывно.
Скорость перемещения загрузочной паллеты — 16 м/мин. Быстро. Не нужно ждать, пока стол выедет или заедет.
Удаление продуктов горения осуществляется секционной системой вытяжки непосредственно из зоны обработки. Почему секционной? Потому что вытяжка включается только там, где идет резка. Экономия энергии и лучший отвод дыма.
| Параметр | Значение |
|---|---|
| Количество паллет | 1 или 2 |
| Скорость перемещения | 16 м/мин |
| Вытяжка | Секционная, из зоны обработки |
| Управление | Единый пульт с сенсорным дисплеем |
Оптический тракт и защита
Безопасность оператора
Оптический тракт координатного стола имеет надежную защиту, представляющую собой гофрированный кожух.
Зачем это нужно? Лазерное излучение опасно. Кожух защищает не только оператора, но и сам оптический тракт от пыли, стружки, брызг расплавленного металла.
Гофрированная конструкция — это гибкость и надежность. Кожух двигается вместе с порталом, не мешая перемещениям. При этом сохраняет герметичность.
Защита от лазерного излучения — не просто формальность. Это требование безопасности. Станок соответствует стандартам. Можно работать без дополнительных средств защиты (кроме обязательных очков).
Технические характеристики станков серии ЛК
Система слежения за профилем
Компенсация неровностей листа
Система слежения за профилем листа с перемещением по оси Z позволяет производить раскрой даже при незначительной неровности поверхности листа.
Почему это важно? Листы металла не всегда идеально ровные. Где-то вздутие, где-то впадина. Если резать на фиксированной высоте — в одном месте сопло будет слишком близко, в другом — слишком далеко.
Что происходит при неправильном зазоре? Качество реза падает. Может вообще не прорезать. Или, наоборот, повредить сопло.
Диапазон отслеживаемого зазора между срезом сопла режущей головки и заготовки — 0,5-2,0 мм. Система автоматически поддерживает оптимальное расстояние. Оператору не нужно контролировать это вручную.
Как работает? Емкостный датчик (входит в состав лазерной режущей головки) постоянно измеряет расстояние. Система ЧПУ корректирует положение по оси Z в реальном времени.
Результат? Стабильное качество реза по всему листу, даже если лист неидеальный.
Базовая комплектация
Все необходимое для работы
В состав базовой поставки станка входит все, что нужно для начала работы. Не нужно докупать дополнительные устройства (кроме расходников).
Автономная установка охлаждения воды замкнутого цикла. Лазер греется — это факт. Нужна стабильная температура. Установка охлаждает воду и гоняет ее по кругу. Эффективно и экономично.
Система оптической передачи излучения, включающая фазосдвигающий элемент. От лазера к режущей головке излучение идет по зеркалам. Фазосдвигающий элемент формирует нужный профиль луча.
Быстросменный объектив для линз с различным фокусным расстоянием. Разная толщина металла — разная фокусировка. Быстросменная конструкция позволяет менять линзы за минуты, а не часы.
Одно или двухпаллетное загрузочное устройство с электрическим приводом. Механизация загрузки — меньше физического труда, выше производительность.
Лазерная режущая головка с емкостным датчиком. Сердце системы. Именно головка направляет луч на материал. Емкостный датчик, как мы уже знаем, отслеживает зазор.
Блок подготовки и осушки воздуха. Для резки нужен сжатый воздух (или газ). Воздух должен быть чистым и сухим. Влага и масло — враги оптики и качества реза.
Программа оптимального раскроя материала «ТЕХТРАН» (адаптируется под поставляемый станок). Программное обеспечение для раскладки деталей на листе. Минимизирует отходы. Экономит материал.
Полное программное обеспечение станка. Управление, диагностика, настройки — все в одном пакете.
| Компонент | Назначение |
|---|---|
| Установка охлаждения | Стабильная температура лазера |
| Оптическая система | Передача излучения к головке |
| Быстросменный объектив | Адаптация под толщину металла |
| Загрузочное устройство | Механизация подачи листов |
| Режущая головка | Формирование и фокусировка луча |
| Блок подготовки воздуха | Очистка и осушение |
| ТЕХТРАН | Оптимальный раскрой |
Обучение и поддержка
Двухнедельное обучение специалистов
Предусмотрено двухнедельное обучение специалистов заказчика на предприятии-изготовителе.
Почему это важно? Можно купить самый лучший станок, но если операторы не умеют на нем работать — толку не будет.
Две недели — достаточный срок, чтобы:
- Изучить конструкцию станка
- Освоить систему управления
- Научиться настраивать параметры резки
- Разобраться с обслуживанием
- Понять типичные проблемы и способы их решения
Обучение на предприятии-изготовителе — это не просто лекции. Это практика. Реальный станок, реальные задачи, помощь опытных специалистов.
После обучения ваши операторы вернутся с знаниями и уверенностью. Не придется методом проб и ошибок осваивать оборудование.
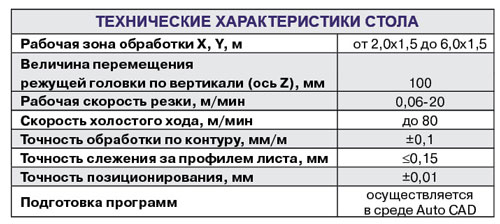
Технические характеристики
Диапазон мощностей и габаритов
Давайте соберем все характеристики в одну таблицу для наглядности.
| Параметр | Диапазон/Значение |
|---|---|
| Мощность лазера | 0,6 - 5 кВт |
| Рабочая зона | 2,0×1,5 - 6,0×1,5 м |
| Тип лазера | СО₂ |
| Приводы | Рейка-шестерня с сервоприводом |
| Скорость паллеты | 16 м/мин |
| Зазор (система слежения) | 0,5 - 2,0 мм |
| Компоненты | Siemens, B&R, Festo, Camozzi, SBC |
| Управление | Единый пульт с цветным сенсорным дисплеем |
| Загрузка | 1 или 2 паллеты |
Как видите, диапазон широкий. Можно подобрать станок под любые задачи — от небольших мастерских до крупных производств.
Мощность 0,6 кВт — для тонкого металла (до 3-4 мм). 5 кВт — для серьезных толщин (до 20-25 мм углеродистой стали).
Рабочая зона 2×1,5 м — стандартный лист. 6×1,5 м — для длинномеров. Выбор за вами.
Россия, 140700, Московская область, г. Шатура, ГСП а/я 8
Тел./факс 8 (49645) 2-0501, 8 (495) 983-33-61
E-mail: lazers@mail.ru
www.lasercomp.ru
skype: promlaser

