Роль новых материалов в развитии цивилизации
От каменного века до кремниевой эры
Внедрение в существующие технологии новых материалов всегда было и будет одним из самых эффективных рычагов развития экономики. Достаточно, например, вспомнить, что названия основных этапов развития человечества напрямую связаны не с формами социальных взаимоотношений, а содержат прямое указание на основной, используемый в данную эпоху материал: «Каменный век», «Бронзовый век», «Железный век».
Первую промышленную революцию без всякой натяжки можно было бы назвать «стальной» революцией, так как она напрямую связана с освоением технологий получения сталей и использованием их в промышленности.
Задумывались когда-нибудь, почему именно материалы определяют эпохи? Не войны, не правители, а то, из чего люди делают инструменты.
Современные прорывы и материалы
Примечательно, что и в наше время все значимые прорывы и достижения в современной технике так или иначе связаны с появлением и широким внедрением в промышленность новых материалов.
Так, например, разработка электролизных технологий получения алюминия сделала возможным его промышленное производство, без которого было бы немыслимым развитие современной авиации. Прогресс в авиации также напрямую связан с производством таких материалов, как титан и углеродные композиты.
Яркий пример, когда вся промышленность завязана по существу на одном материале — уране — это атомная промышленность. Умение получать сверхчистый кремний составляет фундамент всей современной электронной промышленности.
| Отрасль | Ключевой материал |
|---|---|
| Авиация | Алюминий, титан, композиты |
| Атомная промышленность | Уран |
| Электроника | Сверхчистый кремний |
| Энергетика | Специальные сплавы |
Пластмассы против металлов: преимущества и ограничения
Первые полностью искусственные материалы
Особенно показательно влияние новых материалов на нашу жизнь проявилось с появлением в середине ХХ века принципиально нового класса материалов — пластмасс. В отличие от вышеприведённых примеров, это не ископаемые из недр земли и в дальнейшем перерабатываемые материалы, а первые полностью искусственные — синтезированные человеком и не имеющие аналогов в природе.
Пластмассы последовательно и агрессивно отвоёвывают позиции в современном технологическом мире у своих основных конкурентов — металлов.
Технологичность как главный козырь
Одним из драйверов этой гонки является технологичность пластмасс. Базовая технология переработки пластмасс — литьё под давлением явилось по существу первой технологией клонирования изделий. Это высокопроизводительный (цикл 30–40 секунд) и практически безотходный одностадийный процесс.
Изготовление же изделий из металлов состоит из многих стадий. При этом каждая из них (токарная, фрезерная обработка, сверление и так далее) — это удаление от первоначальной заготовки (обычно это либо отливка, либо прокат) ненужных, лишних объёмов металла до тех пор, пока не будут получены требуемые размеры и конфигурация детали.
Естественно, такая многостадийность приводит к стремительному росту стоимости изделия и образованию большого количества отходов.
Массовое внедрение пластмасс
Замена металлических на пластмассовые детали позволяет кардинально снижать цены на сложные изделия массового производства, улучшать их потребительские характеристики, снижать вес.
Благодаря пластмассам во многом стало возможным широкое внедрение в нашу жизнь сложной техники:
- Мобильный телефон содержит 70–80% пластмассовых деталей
- Бытовая техника — 80–90%
- Автомобили — 30–40%
- Провода и кабели — 30–70%
Отсюда понятна мотивация разработчиков новых изделий на максимально возможное использование деталей из пластмасс.
Физико-химические преимущества
Другими движущими факторами в замене металлов на пластики являются присущие пластикам:
- Высокая химическая и коррозионная стойкость (пластики абсолютно не подвержены воздействию главного врага металлов — коррозии, влиянию внешних химически агрессивных газовых и жидких сред, они могут многие годы эксплуатироваться там, где металлы выдерживают лишь месяцы)
- Эластичность (изделия из пластиков могут многократно изгибаться, выдерживать знакопеременные, ударные нагрузки и так далее)
- Низкий удельный вес (одинаковые по форме и размерам изделия из пластмасс в пять раз легче аналогичных из железа)
| Преимущество | Результат |
|---|---|
| Коррозионная стойкость | Долгий срок службы |
| Эластичность | Ударопрочность |
| Низкий вес | В 5 раз легче железа |
| Быстрое литьё | Цикл 30–40 секунд |
Прорыв: полимеры, проводящие энергию
Трансэнергопластики: преодоление барьера
К сожалению, в ряде технических приложений (в первую очередь там, где требуется способность конструкционного элемента эффективно проводить тепловую и электрическую энергию) внедрение пластмасс взамен металлов до последнего времени не представлялось возможным.
Причина кроется в принципиальном различии их способности передавать (транспортировать) через себя тепло и электричество. А это два из трёх наиболее широко распространённых в природе фундаментальных видов энергии.
Все без исключения пластмассы одинаково плохо проводят через себя потоки тепла и электричества. Причина в высокомолекулярной природе их структуры (молекулярная масса полимеров может достигать значений в несколько миллионов единиц!).
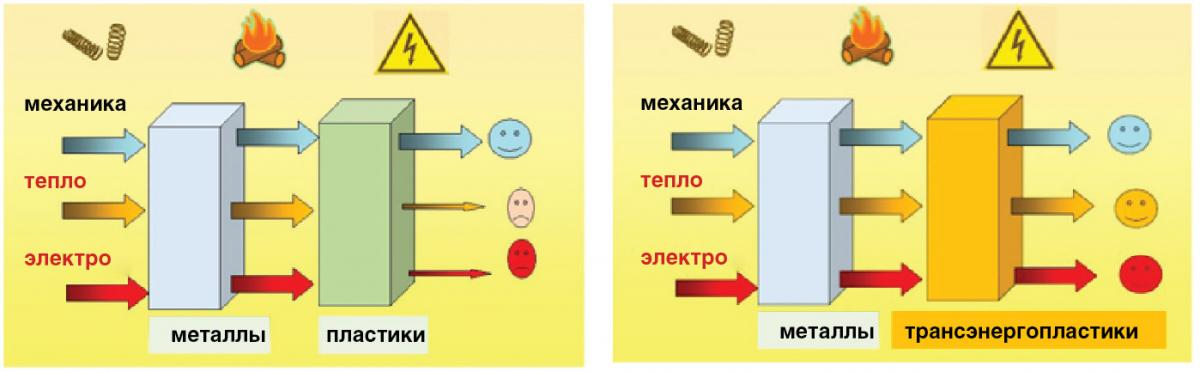
Рис. 1. Воздействие различных видов энергии на традиционные пластики и металлы. Рис. 2. Передача основных видов энергии металлами и трансэнергопластиками.
Новая эра полимеров
Однако сегодня, благодаря появлению специального оборудования для компаундирования высоко и сверхвысоконаполненных полимерных композитов, выходу на рынок мелкодисперсных теплопроводящих наполнителей и проведению большого объёма экспериментальных исследований, становится возможным создание промышленных полимерных композитов с принципиально улучшенной способностью проводить тепловую и электрическую энергию.
Эти новые материалы получили название ТРАНСЭНЕРГОПЛАСТИКОВ.
Потенциальный рынок применения трансэнергопластиков образует большой круг современных приборов и изделий, в которых происходят интенсивные энергообменные процессы (обмен теплом, превращение электричества в тепло, электрохимические превращения и так далее). Без этих изделий невозможно представить развитие современной энергетики, радиоэлектроники, светотехники, теплотехники и так далее.
В соответствие с видом передаваемой энергии трансэнергопластики разделяются на два основных класса — ЭЛЕКТРОПРОВОДЯЩИХ и ТЕПЛОПРОВОДЯЩИХ/ТЕПЛОРАССЕИВАЮЩИХ пластиков.
Электропроводящие пластики: классификация и применение
Широкий диапазон проводимости
Их способность проводить через себя электрическую энергию может превосходить традиционные пластики от 10 до 10 000 000 000 000 раз (соответственно их поверхностное электрическое сопротивление Rs изменяется в пределах от 10¹–10¹³ Ом).
В зависимости от величины электрического сопротивления эти пластики подразделяются на группы.

Рис. 3. Классификация электропроводящих пластмасс в зависимости от поверхностного электрического сопротивления.
Четыре группы электропроводящих пластиков
АНТИСТАТИЧЕСКИЕ (Rs от 10⁹ до 10⁷ Ом) — детали, обеспечивающие в отличие от обычных пластмасс возможность использования во взрывоопасных условиях: шахты, рудники, нефтегазопромыслы, химические производства, склады специального хранения. Неизбежно возникающее в атмосфере статическое электричество благополучно, без образования искр, уходит с поверхности изделий, сделанных из таких пластмасс.
ЭЛЕКТРОРАССЕИВАЮЩИЕ (Rs от 10⁷ до 10⁵ Ом) — специальная тара, в том числе и тара-спутник для производства полупроводниковых микросхем, она предохраняет микросхемы и другие электронные компоненты от повреждения статическим электричеством.
ЭЛЕКТРОПРОВОДЯЩИЕ (Rs от 10⁵ до 10² Ом) — корпуса, тара, детали специальных устройств.
ЭКРАНИРУЮЩИЕ ЭМИ (электромагнитные излучения) (Rs от 10² до 1 Ом) — кабели специального назначения, устройства для электролиза (в том числе особо чистых веществ), кабели для анодной защиты любых металлических сооружений (в том числе и трубопроводов) от электрокоррозии, корпуса и оболочки экранирующие (ослабление до 30 децибелл) электромагнитное излучение в широком спектре (до 12 ГГц).
| Тип пластика | Сопротивление (Ом) | Применение |
|---|---|---|
| Антистатические | 10⁹ – 10⁷ | Взрывоопасные среды |
| Электрорассеивающие | 10⁷ – 10⁵ | Тара для микросхем |
| Электропроводящие | 10⁵ – 10² | Корпуса, специальные устройства |
| Экранирующие | 10² – 1 | Защита от ЭМИ, электролиз |
Применение во взрывоопасных средах
В ряде случаев внедрение пластиков становится невозможным вследствие того, что они постоянно накапливают из внешней среды электрические заряды (явления статического электричества). Далее, при достижении некоторого порогового уровня происходит их лавинообразная утечка — разряд в виде искры, микромолнии.
При работе в типичных для энергодобывающей промышленности — взрывоопасных средах это неизбежно приводит к взрыву и разрушениям.
Электропроводящие (антистатические) пластики отводят статическое электричество с поверхности внутрь изделия, рассеивают его. Это позволяет избежать разряда и эксплуатировать такое пластмассовое изделие во взрывоопасных средах.
Такие пластики применяются для изготовления специальной тары, канистр, шлангов, корпусов и так далее.

Рис. 4. Применение антистатических пластиков.
Электролиз и анодная защита
Свойство противостоять химически активным средам позволило с успехом использовать высокоэлектропроводящие пластики при изготовлении анодов в электролизных установках и получать при их помощи остродефицитные — особо чистые металлы.
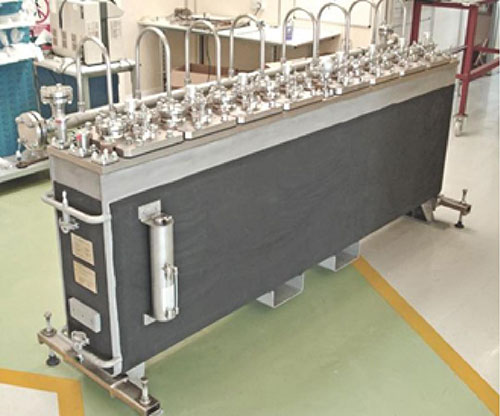
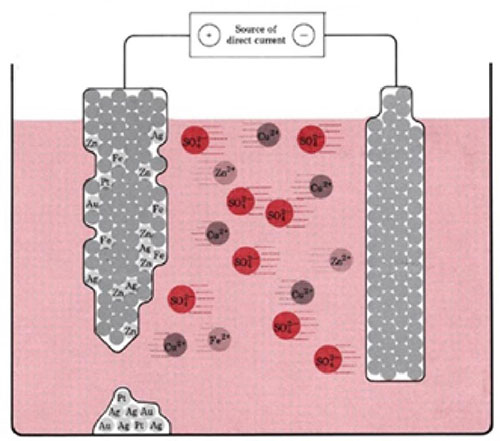
Рис. 5. Использование высокоэлектропроводящих пластиков в электролизных установках.
Выдающаяся коррозионная стойкость пластмасс позволила изготавливать из них кабели анодной защиты (прокладываемые параллельно с нефте-, газопроводами). Эти кабели эффективно отвлекают на себя действие врага металлов № 1 — коррозию и обеспечивают тем самым долгие годы эксплуатации этих ответственных сооружений.
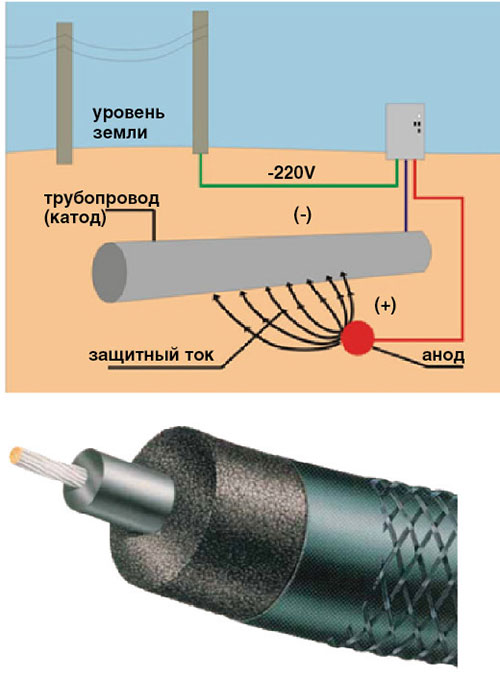
Рис. 6. Использование высокоэлектропроводящих пластиков в кабелях анодной защиты.
Гидросенсорные кабели: каждый сантиметр как датчик
Проблема точечных датчиков
По данным МЧС и экспертов страховых компаний причиной большинства техногенных происшествий являются события, связанные с несанкционированным воздействием на технические объекты воды (наводнения, прорывы трубопроводов, затопления и так далее) и огня (пожары).
Поэтому наличие систем сигнализации о наступлении критических ситуаций, связанных с водой и огнем, является обязательным практически для всех технически сложных объектов.
Центральными элементами таких систем являются датчики. Подавляющее большинство из них — это точечные датчики. Они снимают соответствующую информацию (факт замыкания водой двух контактов) вблизи от своего местоположения.
Это означает, что для эффективного контроля на протяженных технических объектах (например, в городской системе горячего водоснабжения) необходимо установить большое количество датчиков. И каждый датчик должен иметь свою линию коммутации с интерфейсами оповещения.

Рис. 7. Детектирование утечек воды с помощью традиционных точечных датчиков.
Для изготовления надежных, долгоживущих сенсорных поверхностей датчиков воды необходимо использовать дорогостоящие коррозионностойкие покрытия из благородных металлов. Соответственно возрастает и цена единичного датчика (до 10 долларов).
Революционное решение: сенсорный кабель
В то же время известны другие технические решения, позволяющие не только принципиальным образом расширить возможности гидросенсорных систем, но и при этом радикально снизить их стоимость.
Речь идет о гидросенсорных кабелях, в которых в качестве ключевого сенсорного элемента используются провода с оболочкой из ТРАНСЭНЕРГОПЛАСТИКОВ — высокоэлектропроводящего гибкого полимерного композита.
Поступающая вода благодаря гидрокапиллярному эффекту внутри изолирующего жгута замыкает электропроводящие полимерные оболочки параллельно проложенных сенсорных жил. В результате этого возникший сигнал отображается на контрольном интерфейсе системы.
Обработка параметров возникшего за счет этого сигнала позволяет точно вычислить (локализовать) конкретное место попадания воды на кабель.
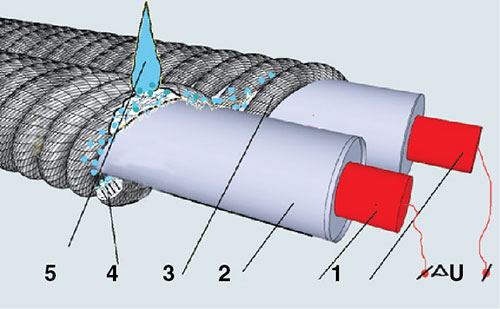
Рис. 8. Устройство высокочувствительного гидросенсорного кабеля.
Преимущества кабельной системы
В этих кабелях буквально каждый участок, каждый сантиметр оболочки из ТРАНСЭНЕРГОПЛАСТИКА выполняет роль сенсора. Такое решение позволяет многократно снизить затраты при прокладке этих линий.
Благодаря полимерной основе сенсорных жил обеспечивается соответственно гибкость и высокая химическая стойкость кабеля. Он абсолютно не подвержен коррозии долгие годы, может работать во влажной высокотемпературной среде, где выдерживают лишь золотые или платиновые традиционные точечные сенсоры.
Для множества применений существуют различные конструкции таких кабелей. Так, например, полностью российская оригинальная разработка на основе высокоэлектропроводящего полимерного композита «ЭМИСТОП» позволяет детектировать появление практически любого количества воды.
Экспериментально подтверждённая чувствительность кабеля — 0,05 г воды. Ведутся работы по созданию на этих принципах, не имеющих аналогов в мире паросенсорных кабелей, способных обнаруживать малейшие утечки технологического пара.
Теплопроводящие пластики: убийцы алюминия
Прорыв в теплопроводности
Такие пластики способны проводить через себя тепловую энергию от 5 до 100 раз лучше, чем традиционные пластики. Их появление (инициированное заказами NASA для космических аппаратов) на рынке полимерных композитов эксперты оценивают как самое значительное достижение в этой области за последние 10–15 лет.
Эти материалы (их иногда называют «убийцами алюминия») призваны заменить металлические сплавы в многочисленных системах охлаждения современных электронных устройств, прежде всего в стремительно развивающейся индустрии производства энергосберегающих светильников на основе мощных светодиодов (LED кристаллов).
Достаточная эффективность
Типовые значения коэффициента теплопроводности этих пластиков находятся в интервале 5–15 Вт/м·К. Это в десятки раз меньше теплопроводности алюминия. Однако, в условиях естественного охлаждения, в которых и работает абсолютное большинство технических устройств, этих значений оказалось вполне достаточно.
Возможность такой замены предсказана теоретически. Существование предельных значений коэффициентов теплопроводности (5–10 Вт/м·К), превышение которых уже практически не приводит к увеличению эффективности охлаждения, подтверждено и экспериментально.
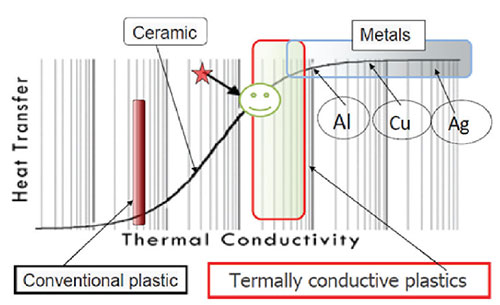
Рис. 9. Зависимость количества поглощаемого воздухом тепла в условиях естественной теплоотдачи от теплопроводности охлаждаемого материала.
Вес и стоимость
При практически одинаковой с алюминием и медью теплорассеивающей способности одинаковые изделия отлитые из теплопроводного пластика весят от двух до пяти раз легче металлических, а их себестоимость меньше соответственно в 2–10 раза.
| Параметр | Теплопроводный пластик | Алюминий |
|---|---|---|
| Теплопроводность | 5–15 Вт/м·К | 200–250 Вт/м·К |
| Вес | В 2–5 раз легче | Базовый |
| Стоимость | В 2–10 раз дешевле | Базовая |
| Точность | Высокая (литьё) | Средняя |
3D теплообмен: новый подход к конструкции
От 2D к 3D мышлению
Существует множество конструкций теплообменников. Их конкретный вид определяется обычно как некий компромисс между функциональным назначением теплообменника, экономикой производства и реальными возможностями конструктора.
В подавляющем большинстве случаев основными исходными конструкторскими «кирпичиками» теплообменников являются 2D дизайн элементы: трубы, пластины, различные профили, изготавливаемые с помощью 2D технологий формования металлов (прокатка, экструзия).
Это обстоятельство и предопределяет со всеми плюсами и минусами типовые 2D конструкторские решения большинства теплообменников.
Во всех этих конструкциях изначально заложен конфликт между 2D конструкторскими элементами и реально протекающими в 3D пространстве физическими процессами тепломассобмена. Переход к 3D «мышлению» позволяет существенно снизить габариты, вес теплообменников, повысить эффективность теплообмена.
Пример: двигатель внутреннего сгорания
Примером такого подхода может служить организация 3D теплообмена в современных двигателях внутреннего сгорания — своеобразной вершине инженерного творчества.
Сложная форма металлического корпуса двигателя выполняет, в том числе, функцию эффективного компактного теплообменника, отводящего неиспользуемое для полезной механической работы тепло.
Основным тормозом, препятствующим более широкому внедрению таких инженерных решений, является дороговизна высокоточного и то же время сложного по форме металлического литья.

Рис. 10. Конструкторские теплообменные решения: a), б) — традиционные 2D, с) 3D решение двигателя внутреннего сгорания.
Преимущества теплорассеивающих пластмасс
Теплорассеивающие пластмассы позволяют изготавливать сложные и гораздо более точные детали в 2–3 раза дешевле алюминиевых. Детали при этом весят легче алюминиевых (в 1,7 раза) и железных или из нержавеющей стали в 4,8 раза!
При использовании специальных полимерных матриц они обладают исключительной химической стойкостью, практически не растворяются ни в одном из известных растворителей, способны постоянно работать в агрессивных средах при температурах до 200–250°С.
Три эти особенности теплорассеивающих пластмасс позволяют рассчитывать, что они составят альтернативу традиционным металлам там, где требуется использование малогабаритных легких тепломассобменных устройств, работающих в том числе с химически агрессивными средами.
Тепловые трубы и охлаждение светодиодов
Наиболее эффективные устройства
Наиболее перспективной областью применения этих материалов является производство тепловых труб. В настоящее время это самые эффективные устройства для передачи тепловой энергии.
Эффективная теплопроводность (отношение плотности передаваемого через неё теплового потока к падению температуры на единицу длины трубы) в десятки тысяч раз больше, чем теплопроводность меди или серебра.
Теплорассеивающие пластмассы являются реальной альтернативой алюминию, нержавеющей стали и меди при конструировании и изготовлении испарителей и конденсаторов тепловых труб, в том числе и контурных.
Их известные преимущества: низкая плотность, высокая точность и низкая себестоимость сложнейших 3D деталей из них позволяют изготавливать легкие, недорогие и высокоэффективные тепловые трубы.
Примеры применения теплорассеивающих пластмасс в тепловых трубах для охлаждения электронных компонентов показаны на рисунках.

Рис. 11. Применение теплорассеивающих пластмасс в тепловых трубах.
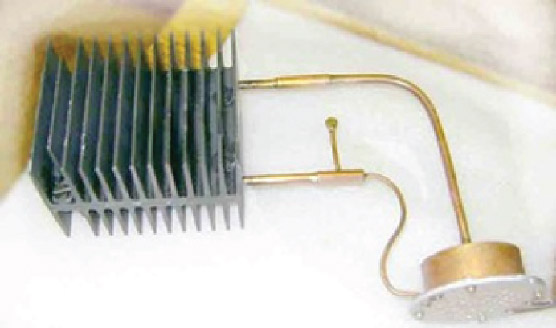
Рис. 12. Радиатор охлаждения контурной тепловой трубы системы охлаждения светодиодного кластера, изготовленный из теплорассеивающего пластика «ТЕПЛОСТОК», Россия.
Идеальный термический контакт
Контурный термосифон тепловой трубы для охлаждения светодиодных матриц из теплорассеивающей пластмассы «Теплосток» (Россия) представлен на рисунке.
Применяя стандартную технологию литья пластмассовых изделий с «закладными деталями» (металлическая деталь — в данном случае тепловая труба, предварительно устанавливается в литьевую форму и затем заливается горячим расплавом пластмасс) гарантированно получает всесторонний идеальный термический контакт испарителя и конденсатора с телом тепловой трубы.
Возможность массово тиражировать изделия с высокой точностью размеров любой конфигурации позволяет разработчикам тепловых труб практически реализовать по доступным ценам сложные поверхности (например, поверхности с капиллярной структурой) перспективных конструкций.
Проблема перегрева светодиодов
Еще один пример применения теплопередающих пластиков в конструировании теплообменных устройств относится к бурно развивающемуся в настоящее время сегменту электротехнической промышленности — энергосберегающим светильникам на базе высокомощных светодиодов.
Развитие современных технологий производства полупроводниковых приборов позволило выйти на рынок семейству относительно недорогих и при этом высокомощных (десятки ватт) светодиодов (светодиодных кластеров).
Генерируемые ими световые мощности соответствуют и даже превосходят аналогичные характеристики наиболее распространенных сегодня ламп накаливания мощностью 75–150 ватт. Это открывает реальную перспективу массовой замены ламп накаливания светодиодами в быту и производстве.
Однако, существует объективный фактор, существенно сдерживающий такой переход — перегрев этих мощных светодиодов. Он возникает тогда, когда выделяемое кристаллом (в силу физики его работы тепло, а это 70–80% от потребляемой им энергии) недостаточно эффективно отводится в окружающий воздух.
Перегревы кристаллов неизбежно приводят к многократному снижению сроков их работы и термическому разрушению.
Фронтальный отвод тепла
Критический анализ существовавших подходов к проектированию систем охлаждения светильников позволил найти один из неиспользуемых до настоящего времени резервов и путей в отводе тепла от печатных плат, на которых монтируются обычно LED кластеры — это так называемый фронтальный отвод тепла.
Под этим термином подразумевается отвод тепла с лицевой стороны металлической печатной платы, на которой смонтированы сами кристаллы и другие компоненты электрической системы.
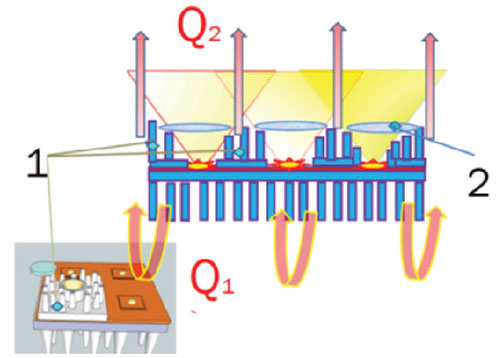
Рис. 13. Схема комбинированного (традиционный тыловой + фронтальный) отвода тепла при работе высокомощных LED кластеров.
Введение фронтальных радиаторов позволяет существенно увеличивать суммарную теплорассеивающую площадь системы охлаждения, повышает её эффективность, дополнительно позволяет существенно снизить важнейший параметр — рабочую температуру LED кристалла.
Однако, препятствием для практической реализации этого принципиально нового подхода к компоновке LED светильников является технологические проблемы и высокая стоимость изготовления 3D сложных и одновременно высокоточных деталей из алюминия — признанного лидера в материалах для систем охлаждения.
Российский трансэнергопластик «ТЕПЛОСТОК»
В качестве альтернативы алюминию был выбран ТРАНСЭНЕРГОПЛАСТИК — российский теплорассеивающий пластик «ТЕПЛОСТОК». Он в 30 раз лучше по сравнению с обычными пластиками проводит тепло и при этом на 40% легче алюминия.

Рис. 14. Светильники с фронтальным охлаждением из трансэнергопластика «ТЕПЛОСТОК».
Светильники, сконструированные на основе прогрессивных систем охлаждения мощных светодиодов и изготовленные из теплопроводящих пластиков в сравнении с типичными алюминиевыми светильниками при одинаковых светотехнических характеристиках имеют принципиально меньшие (в 5–10 раз) размеры и вес.
Подшипники скольжения из теплорассеивающих пластиков
Надежность и простота
Узел трения скольжения — был и является одним из наиболее востребованных и тиражируемых механических устройств. В сравнении с технически более совершенными узлами трения качения (шариковые, роликовые подшипники) узлы трения скольжения имеют свои преимущества — надежность (только две детали), способность работы в экстремальных условиях, низкую себестоимость.
Важнейшим вопросом при конструировании узлов скольжения является подбор материалов для трущихся пар. Как правило, подбираются материалы с разными параметрами твердости.
При этом происходит прирабатывание более мягкого материала к микронеровностям твердого (классическое сочетание: сталь-бронза), минимизируется сопротивление передвижению одного тела по поверхности другого, уменьшается выделение тепловой энергии в зоне контакта.
Пара металл-пластмасса
Уменьшению потерь на трение способствует введение в узлы скольжения третьего тела-смазки. Однако организация постоянного подвода смазок требует либо усложнения конструкции, либо увеличения затрат на периодическую сборку-разборку для замены этих смазок.
Чтобы избежать этого применяют пару металл-пластмасса. Такое сочетание позволяет значительно снизить коэффициент трения, шумы и вибрацию, работать в химически агрессивных и абразивсодержащих средах, вакууме, исключить задиры, а главное, избежать применения смазок.
Ограничения обычных пластмасс
Однако, есть два фактора, которые ограничивают широкое применение пластмасс в узлах трения:
Низкая теплопроводность (не позволяет отвести из зоны контакта неизбежно выделяющиеся тепло трения, из

